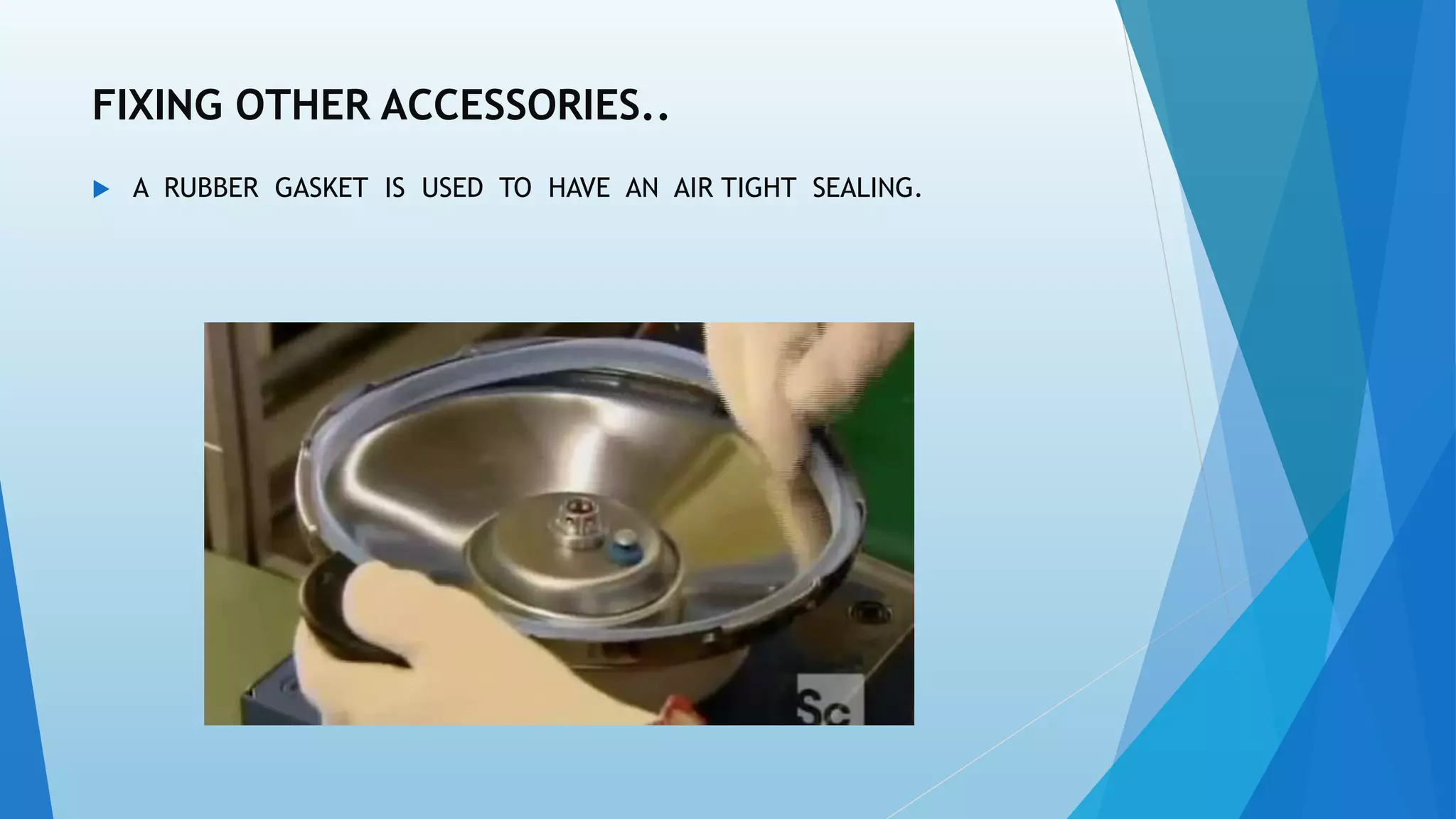
This document summarizes the manufacturing process of a pressure cooker. It begins with an introduction on how pressure cookers work by trapping steam to increase pressure and temperature. The main materials used are stainless steel and aluminum alloys. The manufacturing process involves drawing a metal disc into a cup shape using lubricants, notching the rim, adding a conductive bottom disc, and attaching accessories like valves and handles. Quality checks like grinding and washing are performed before packaging.

















































![arzoo_mos_pmetallurgical contents pt_1[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/arzoomosppt11-240704053846-9ff4c89b-thumbnail.jpg?width=640&height=640&fit=bounds)

































