Downloaded 257 times





























![Material Handling is the function of moving the right material
to the right place at the right time, in the right amount, in right
sequence, and in the right condition to minimize production
cost.
The cost of MH estimates 20-25% of total manufacturing
labor cost in the United States [The Material Handling
Industry of America (MHIA)]](https://image.slidesharecdn.com/maintenanceandmaterialhandlingmethods1-140619161121-phpapp02/75/Maintenance-and-material-handling-methods-1-31-2048.jpg)



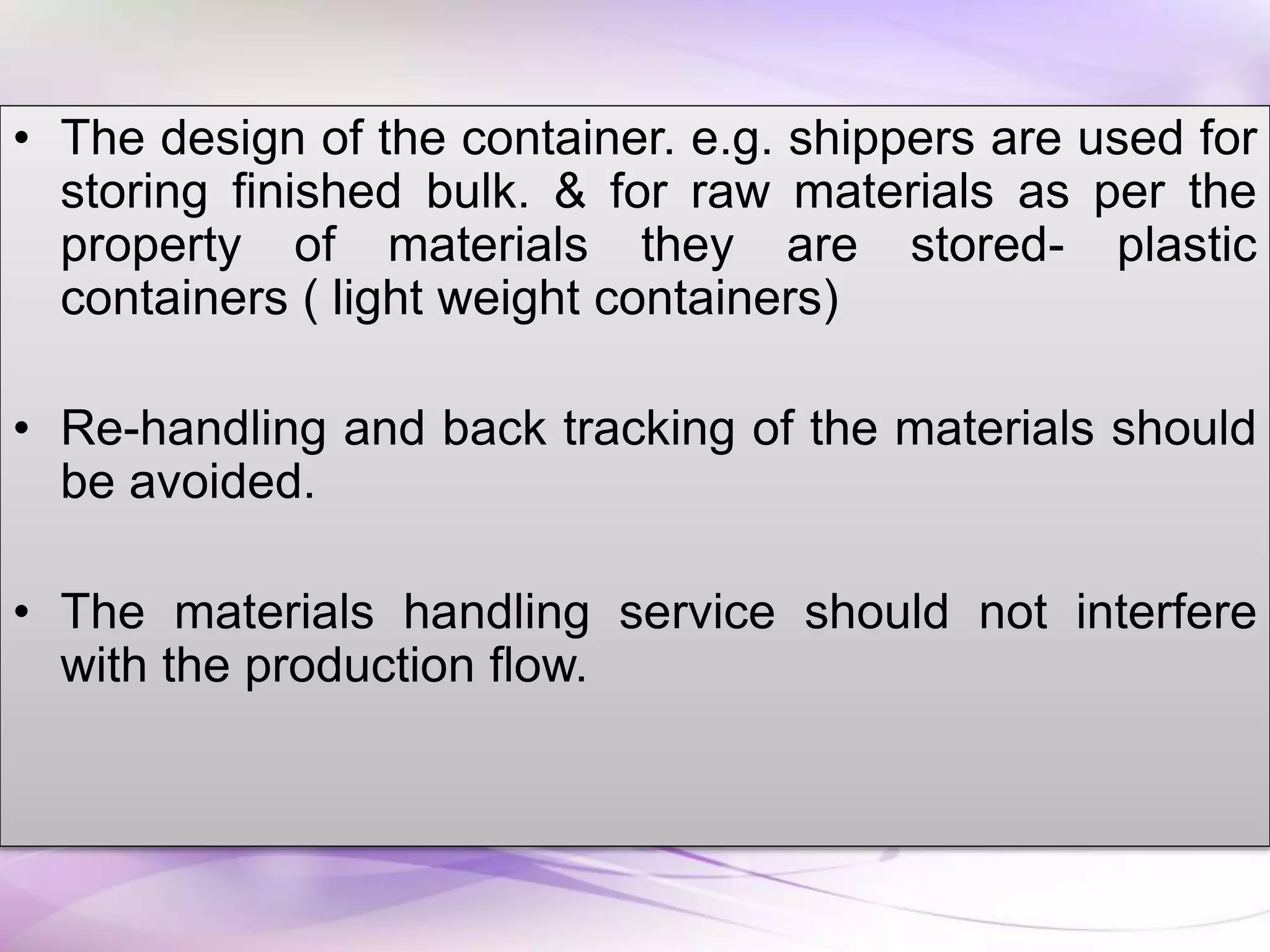






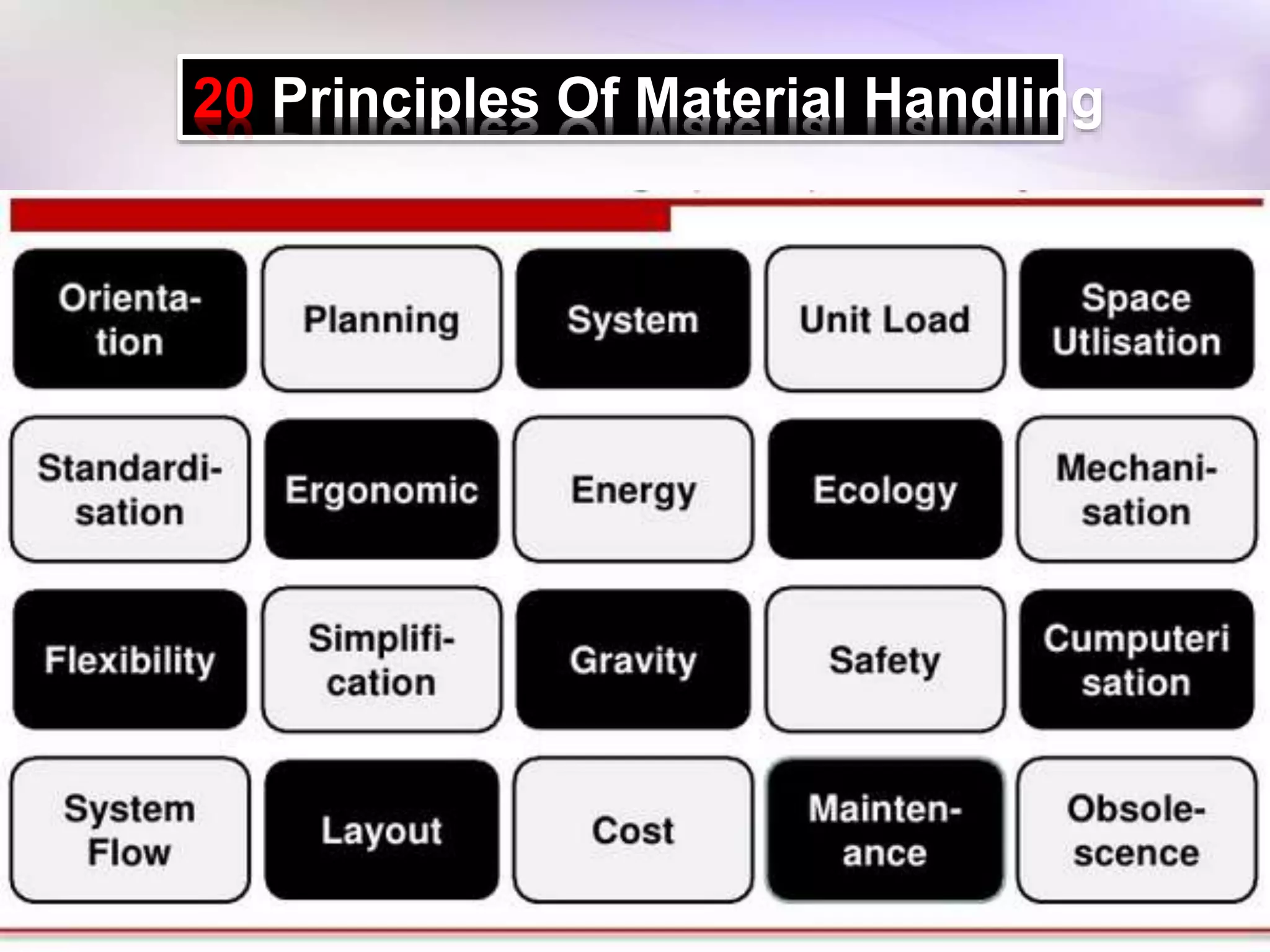








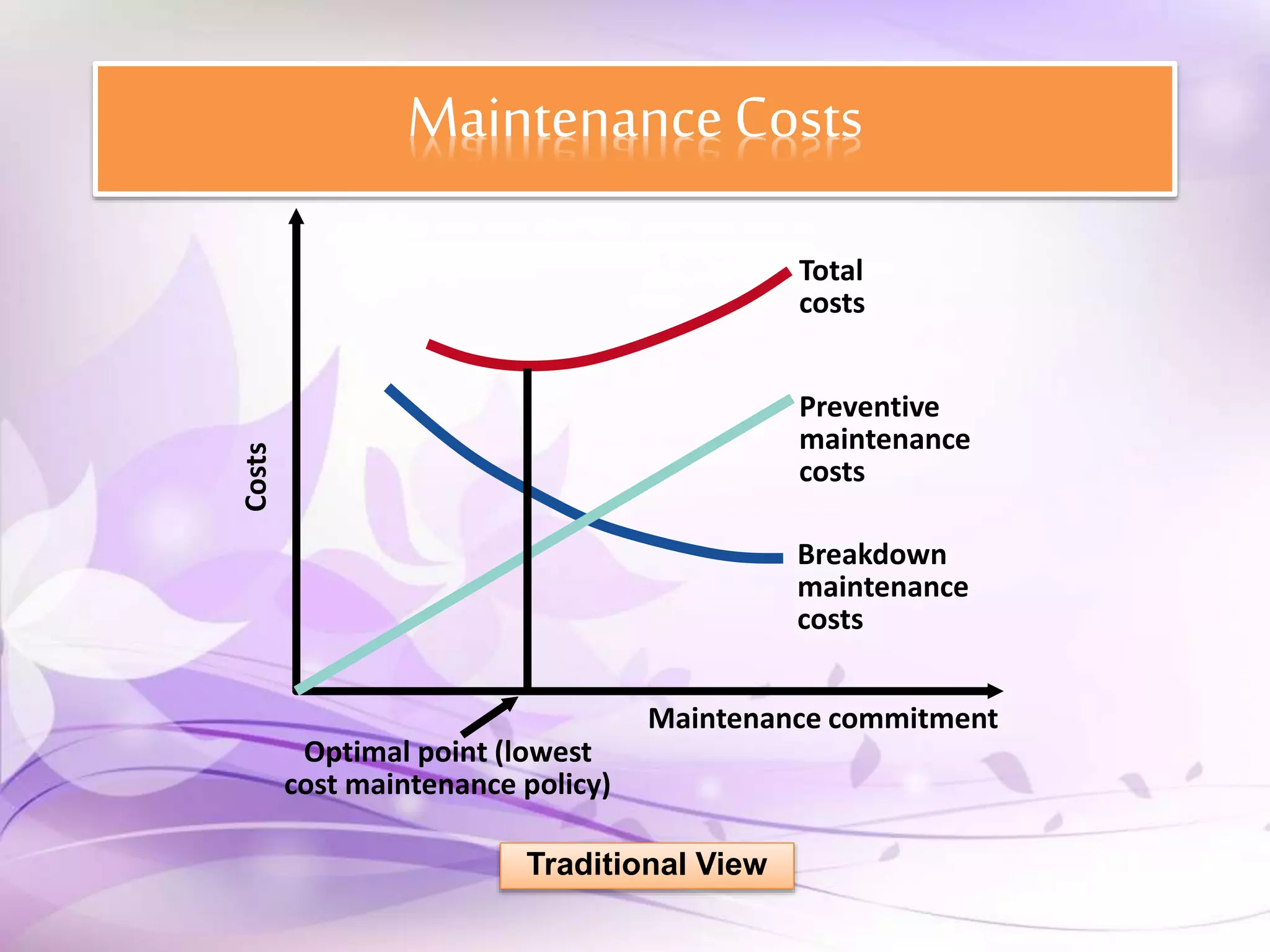
Maintenance and material handling are important for maximizing productivity and minimizing costs. There are different types of maintenance including corrective, scheduled, preventive, and predictive maintenance. Material handling aims to move materials efficiently through operations and accounts for a significant portion of manufacturing costs. Effective maintenance and material handling systems consider factors like minimizing distance, avoiding rehandling, and selecting appropriate container types and equipment.