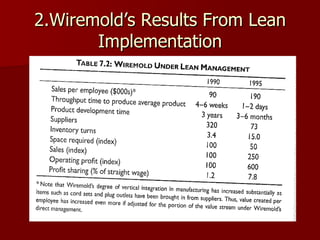
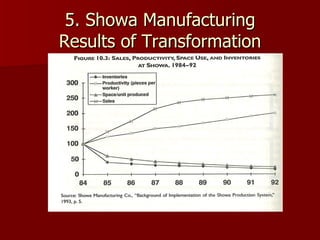
The document provides a summary of the book "Lean Thinking Banish Waste & Create Wealth in Your Corporation" by James P. Womack and Daniel Jones. It discusses the key lean principles of value, value stream, flow, pull and perfection. It then examines case studies of how various companies implemented lean principles successfully including Lantech, Wiremold Co., Pratt & Whitney, and Porsche. Common steps taken included value stream mapping, eliminating waste, implementing pull systems, and continuous improvement through kaizen activities.