The document discusses lean systems and innovations, focusing on waste minimization in manufacturing without sacrificing productivity through techniques like Just-In-Time (JIT), Kaizen costing, and Six Sigma. It outlines seven types of waste, characteristics of lean manufacturing, and methods such as cellular manufacturing and total productive maintenance. Additionally, it highlights the importance of workforce management and accounting adjustments in supporting a lean approach to production and quality improvement.
![Lean System and Innovation Page 1
Lean System and Innovation
Topic 1: Lean System 2
Topic 2: Just In Time [The Pull System] 4
Topic 3: Kaizen Costing 12
Topic 4: 5S Of JIT 14
Topic 5: Total Productive Maintenance (TPM) 17
Topic 6: Cellular Manufacturing 20
Topic 7: Six Sigma 22
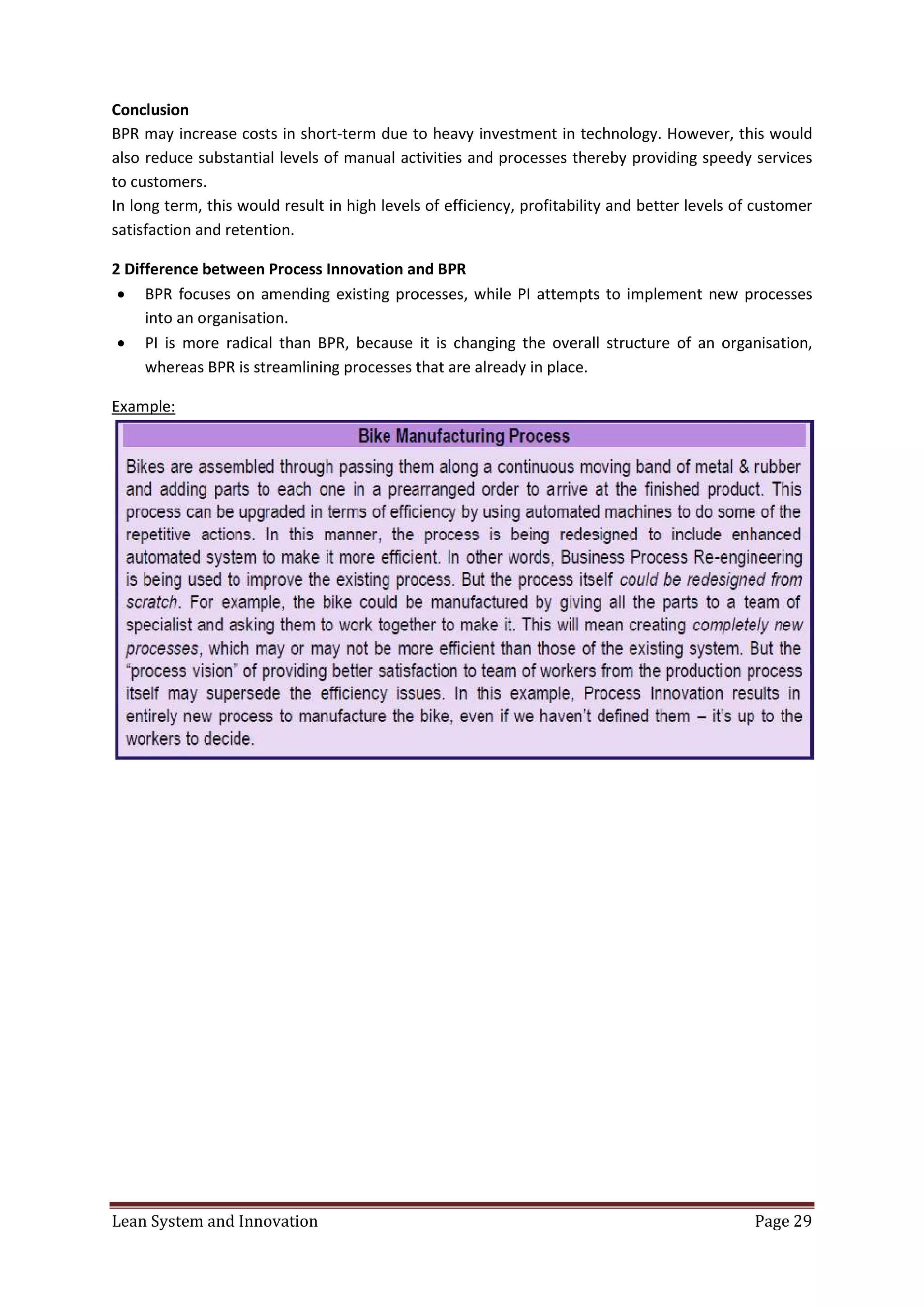
Topic 8: Process Innovation 25
Topic 9: Business Process Re-Engineering 26
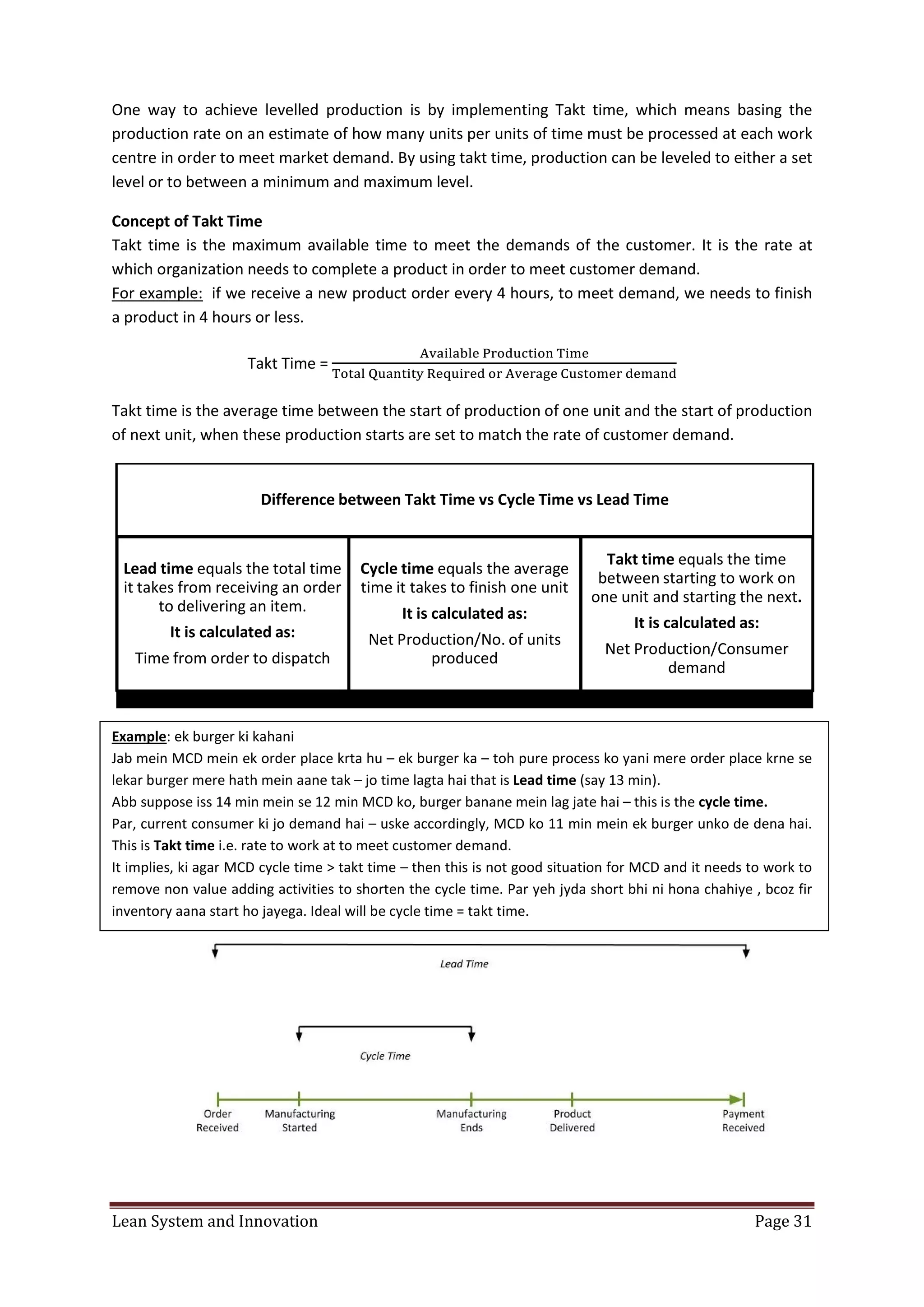
Topic 10: Heijunka And Takt Time 30](https://image.slidesharecdn.com/3-200529183459/75/Lean-system-and-innovation-in-strategic-Cost-Management-1-2048.jpg)
![Lean System and Innovation Page 2
Topic 1: Lean System
Lean System is an organized method for waste minimization without sacrificing
productivity within a manufacturing system.
Lean implementation emphasizes the importance of
Optimizing work flow through strategic operational procedures
while minimizing waste and being adaptable.
Hindi mein jane: Mahool ke hisab se badalna hoga and aise ki apka waste bhi kam ho. Jaise Ford Motors ek hi
Model 19 saal se chlta chla – jabki general motors ne naye naye design diye car ke – jab tak ford ne khud ko
change kiya mahool ke hisab se bahut derr kr di + usne bahut high cost mein woh kaam kiya + 4 saal uska
production pura ruk gaya – mtlb change to kia system par productivity affect kr ke puri.
Definition of Waste is any step or action in a process that is not required to complete a process
successfully (called Non-Value Adding Activity). i.e. koi bhi aisa kaam jis se customer ko koi value ni milta
When Waste is removed, only the steps that are required (i.e. Value-Adding activities) to deliver a
satisfactory product or service to the customer remain in the process.
7 Types of Wastes [OIW-M-TRO]
Overproduction: Producing ahead of demand i.e. buffer finished goods not required – iss ko control
krne ke liye hum use krte hai ek technique KANBAN – wohi lighting system
Inventory: Having more inventory than is minimally required at any point in the process,
including end-product i.e. Buffer inventory of raw material and WIP required – iss ko control krne ke liye
hum use krte hai ek technique JIT
Waiting: Waiting includes products waiting on the next production step i.e. product waiting time
due to non synchronous manufacturing – iske liye kanban use karo and constraint remove karo.
Motion: People or equipment moving or walking more than is required to perform the
process i.e. less movement of people (excess labour work) or equipment while working – use assembly line
system.
Transportation: Moving products that are not actually required to perform the process i.e.
focuses on optimum layout of products, people and process within the factory. Like process 1 and process 2 ka
daily connection hai toh unme jyda gap ni hona chahiye ki factory mein hi ghum raha product – iss ko control
krne ke liye hum use krte hai ek technique Cellular Manufacturing
Rework from defects: Non-right first time i.e. ek bar mein hi sahi banao product - iss ko control krne ke liye
hum use krte hai ek technique Six Sigma
Over Processing: Unnecessary work elements (non-value added activities) like inspection ek bar
kar lia – yeh ni lage hue hai ek hi kam m.
Lean manufacturing involves a shift in traditional thinking, from batch and queue to product-aligned
pull production i.e. focuses on pull system (sales to production) of manufacturing rather than push
system (Production to sales).
Instead of producing a lot of parts, the focus is on different types of operations conducted adjacent
to each other in a continuous flow i.e. ki ek jagah saara raw material daal dia toh finished product aa jaye sidha nikl
ke – tukdo mein kam na ho. Assembly line production use hona chahiye for this flow.](https://image.slidesharecdn.com/3-200529183459/75/Lean-system-and-innovation-in-strategic-Cost-Management-2-2048.jpg)
![Lean System and Innovation Page 3
5 characteristics of lean manufacturing [measures of 7 wastes]
Zero waiting time
Zero inventory
Pull processing
Continuous flow of production
Continuous finding ways of reducing process time.
6 techniques of incorporating lean system
Just-in-Time (JIT)
Kaizen Costing
5S
Total Productive Maintenance (TPM)
Cellular Manufacturing/ One-Piece Flow Production Systems
Six Sigma (SS)
Most of these applications are based on following 4 principles
Perfect first-time quality
Waste minimization
Continuous improvement
Flexibility i.e. adaptability](https://image.slidesharecdn.com/3-200529183459/75/Lean-system-and-innovation-in-strategic-Cost-Management-3-2048.jpg)
![Lean System and Innovation Page 4
Topic 2: Just in Time [The Pull System]
A just in time approach is a collection of ideas that streamline a company’s production
process activities to such an extent that wastage of all kinds viz., of time, material, and labour is
systematically driven out of the process. Thus, JIT has a decisive, positive impact on product costs.
Meaning
Just-in-time (JIT): System whose objective is to produce or to procure products or components
as they are required by a customer or for use, rather than for stock.
Mtlb saaf hai – ki stock mat bharo – rather jab zaruraat ho – tab mangwa lo – isse storage and handling cost save hoga –
par issue hai isme yeh ki agar jab zarurat hui and ni aaya toh production cycle halt ho skti hai.
A complete JIT system
Begins with production,
includes deliveries to a company’s production facilities,
continues through the manufacturing plant, and
even includes the types of transactions processed by the accounting system.
i.e. raw material ka delivery lia and sidha usse production ke liye bhej dia – instead of store room – and iska accounting
treatment normal accounting se hatt ke hai thoda.
4 Process of JIT
Suppliers Management – Process that vastly reduces the amount of raw materials inventory and
improves the quality of received parts
Spare Parts/ Materials from
suppliers shall be receives on
the exact date and at the
exact time when they are
needed.
•Purchasing staff must
investigate and evaluate
every supplier and shall
eliminate those which could
not keep up with the
delivery dates
Straight delivery shall
be made to the
production floor for
immediate use in
manufactured products
•so that there is no time
to inspect incoming
parts for defects
Engineering staff should
visit at supplier sites to
examine supplier's
processes
•and to to provide them
with engineering
assistance to bring
them up to a higher
standard of product.
Installation of EDI system by
concern that tells certified
suppliers exactly how much of
which parts are to be sent
Dropping off products
at the specific machines
that will use them first
Just-in-time production: Production system
which is driven by demand for finished
products, whereby each component on a
production line is produced only when needed
for the next stage i.e. utna produce karo, jitna sale
karna ho – so no finished goods
Just-in-time purchasing: Purchasing system
in which material purchases are contracted
so that the receipt and usage of material, to
the maximum extent possible, coincide i.e.
utna hi purchase karogy jitna consumption hoga – so
unnecessary inventory ni hoga and next process
requires first process completion](https://image.slidesharecdn.com/3-200529183459/75/Lean-system-and-innovation-in-strategic-Cost-Management-4-2048.jpg)


![Lean System and Innovation Page 8
4 Problems with Back Flushing that must be corrected before it will work properly
Production Reporting i.e. it requires an accurate production count as an incorrect count will
relieve an incorrect amount of components and raw material in stock.
This problem occurs due to high turnover or low level of training to production staff. To resolve
this, production should be done in small lot and proper training must be provided to staff.
Scrap Reporting [worst problem]
i.e. all abnormal scrap must be tracked and recorded such that they
can be charged to inventory.
This problem occurs due to high turnover or low level of training to employees. To resolve this,
production should be done in small lot and proper training must be provided to employees.
Lot Tracing i.e. under this system, manufacturer cannot keep records of which production lots
were used to create a product. Therefore, all items need to be recalled, if any defect is found.
This problem can be resolved by using right and highly equipped software and system.
Inventory Accuracy i.e. since this system does not remove item from inventory until after a
product has been completed, so the inventory records will remain incomplete. Therefore, a fast
production cycle time will be required to resolve this.
Consequently, the success of a back-flushing system is directly related to a company’s willingness to
invest in a well-paid, experienced well-educated production staff that undergoes little turnover.
3 Aims of JIT Production
Meeting customer demand in a timely manner
Providing high quality products and
Providing products at the lowest possible total cost
5 Features of JIT Production System
Material handling costs are reduced by organizing production in working cell and using the
concept of assembly line whereby Materials move from one machine to another where
various operations are performed in sequence
Labour idle time gets reduced i.e. Hire and retain multi-skilled workers so that they are
capable of performing a variety of operations, including repairs and maintenance tasks.
JIT creates urgency for eliminating defects as quickly as possible. Apply TQM to eliminate
defects. As, there are tight link stages in the production line, and minimum inventories at
each stage, defect arising in one stage can hamper the other stages.
Place emphasis on reducing set-up time which makes production in smaller batches
economical and reducing inventory levels. Thus, company can respond to customer demand
faster.
Carefully selected suppliers capable of delivering high quality materials in a timely manner
directly at the shop – floor, reducing the material receipt time
7 Essential Pre-requisites of a JIT system
Low variety of goods
Vendor reliability
Good communication](https://image.slidesharecdn.com/3-200529183459/75/Lean-system-and-innovation-in-strategic-Cost-Management-8-2048.jpg)

![Lean System and Innovation Page 12
Topic 3: Kaizen Costing
[Continuous Improvement]
Kiazen is the continual examination and minor improvements of existing processes. This philosophy
implies that small and incremental changes routinely applied and sustained over a long
period result in significant improvements.
It involves repeat of many of the value engineering steps for as long as a product is
produced, constantly refining the process and thereby stripping out extra costs.
It takes into consideration various costs such as costs of supply chain, manufacturing costs,
marketing, sales, distribution costs etc.
2 Main Activities of Kaizen
elimination of waste in the production, assembly, and distribution processes
elimination of work steps in any of these areas
6 Kaizen Costing Principles
The system seeks gradual improvements in the existing situation, at an acceptable cost.
It encourages collective decision making and application of knowledge.
There are no limits to the level of improvements that can be implemented.
Kaizen involves setting standards and then continually improving these standards to achieve
long-term sustainable improvements.
The focus is on eliminating waste, improving systems, and improving productivity.
Involves all employees and all areas of the business
5 Kaizen Costing Benefits
Kaizen reduces waste in areas such as employees waiting time, transportation, excess inventory
etc., which leads to improved efficiency in overall business processes and systems.
A company applying Kaizen philosophy can achieve cost reduction through small incremental
improvements and cost savings.
Kaizen looks at functions and processes at all levels of organisation and requires participation of
all employees and massive as well as open communication system. This participative approach
improves teamwork across the organisation.
Product improvement using Kaizen is likely to result in less number of defective products leading
to customer satisfaction and reduction in warranty related costs.
The reduction in wastage, improved efficiency and cost reduction improves the overall
profitability of the company.
Kaizen Costing v/s BPR
Kaizen Costing Business Process Reengineering (BPR)
Resultant Cost reduction are smaller in value Resultant Cost reduction are higher in value
Force down the price of a product over time Force down the price of a product in one go
continual examination and improvement of
existing processes
radical one-off changes to improve an
organization's operations and processes](https://image.slidesharecdn.com/3-200529183459/75/Lean-system-and-innovation-in-strategic-Cost-Management-12-2048.jpg)





![Lean System and Innovation
Concept of Cellular Manufacturing
In the assembly line multiple working
machines which accomplish a certain task. The product moves from one cell to the next, each station
completing part of the manufacturing process.
U-shaped design is given to these cells because this allows for the supervisor
the ability to more readily watch over the entire process
3 Goals of Cellular Manufacturing
To move as quickly as possible,
Make a wide variety of similar products
Making as little waste as possible
4 Steps of Implementation Process
7 Advantages of Cellular Manufacturing
Flexibility in operations,
changes easy to make,
variety of product scaling,
minor changes can be easily and quickly implemented,
conducted by logic so reduces flow time, flow distance, floor space, inventory, h
scheduling transactions, scrap and rework
facilitate production and quality controls,
improves group cohesiveness among employees
•Grouped the parts into
requirements
Step 1
•Perform Systematic Analysis
•Like: production flow analysis
design/product data for
•This analysis can be time
Step 2
•Plan a Cellular Manufacturing
•such as multiple plant
and various part mix.
Step 3
•Perform Optimization to
•such as total cost of holding,
fixed cost for producing
Step 4
Topic 6: Cellular Manufacturing
[ONE PIECE FLOW PRODUCTION SYSTEM]
Concept of Cellular Manufacturing
working cells are used. Each work cell comprises of one or more
machines which accomplish a certain task. The product moves from one cell to the next, each station
completing part of the manufacturing process.
shaped design is given to these cells because this allows for the supervisor to move less and have
the ability to more readily watch over the entire process.
3 Goals of Cellular Manufacturing
To move as quickly as possible,
Make a wide variety of similar products
Making as little waste as possible
4 Steps of Implementation Process
Advantages of Cellular Manufacturing
Flexibility in operations,
variety of product scaling,
minor changes can be easily and quickly implemented,
conducted by logic so reduces flow time, flow distance, floor space, inventory, h
scheduling transactions, scrap and rework
production and quality controls,
improves group cohesiveness among employees
into families by similarity in design or manufacturing
Analysis of each family to create a cell.
analysis (PFA) for manufacturing families, or examination
for design families.
time consuming and costly.
Manufacturing Centre by taking into account various variables
locations, multi-market allocations with production
to minimize factors
holding, inter-cell material handling, external transportation,
producing each part in each plant, machine and labour salaries
Page 20
cell comprises of one or more
machines which accomplish a certain task. The product moves from one cell to the next, each station
to move less and have
conducted by logic so reduces flow time, flow distance, floor space, inventory, handling,
manufacturing
examination of
variables
production planning
transportation,
salaries](https://image.slidesharecdn.com/3-200529183459/75/Lean-system-and-innovation-in-strategic-Cost-Management-20-2048.jpg)




![Lean System and Innovation Page 28
7 Principles of successful BPR
Organize around outcomes and not tasks i.e. instead of segregation of duties, all steps of a
process should be performed by one person such that he/she can be held accountable.
Have those who need the results of a process perform the process i.e. guide customers to
provide own services and to carry routine repairs to themselves.
Integrate the processing of information into the work process that produces the information i.e.
each department not only produces the information but shall process the same
Jaise after BPR – ford mein purchase department and receiving department sirf information produce ni kar rahe – ki
PO de diya – delivery aa gayi – balki process bhi kr rahe - ki agar order mein discrepancies hai – toh receiving wala
wahi se maal wapis bhej dega.
Treat geographically dispersed resources as though they were centralized i.e. Create a
combination of centralise and decentralise system.
Jaise ford jab mein – vendors selection hai – usme centralize system follow kr skta – taki input sab jagah same quality
ka ho – par konsi unit ko kitna order dena hai – woh independent kr skte hai har unit ke liye i.e. decentralize system.
Create Line parallel activities instead of integrating their results i.e. create communication
network and shared database to coordinate activities of a process. This help in decision making
process based on the information transmit by one department to other.
Jaise ford mein ek data base server bana dia – abb jaise hi koi kuch update krega – sabko pta chl jayegi.
Put the decision point where the work is performed and build controls into the process i.e.
reduce non value-added management and flatten the organization structure.
This can be done by using information technology to capture and store data, and expert systems
to supply knowledge to enable people to make their own decisions.
This changes the role of manager from controller and supervisor to supporter and facilitator and
eliminates middle managers.
Capture information once and at the source i.e. collect and store data in online data-bases for all
who need them.
This can be is facilitated by information technology, such as telecommunications, networking,
client/server architecture, EDI, image processing, relational database system, bare coding,
intelligent workflow software.
4 Advantages of BPR
Provide customers with more timely service
Reduce overhead needed to coordinate the activities of these units by having customers provide
their own service.
Set the accountability of person for a process
Help to build better communication network
6 Factors important for success for BPR [Reading Only]
BPR Team Composition
Business needs analysis
Adequate IT infrastructure
Effective management change
Involvement of top management to lower management
Ongoing continuous improvement](https://image.slidesharecdn.com/3-200529183459/75/Lean-system-and-innovation-in-strategic-Cost-Management-28-2048.jpg)