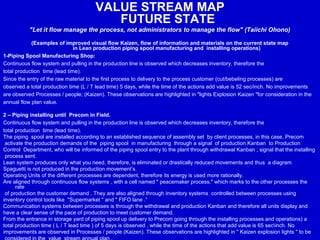
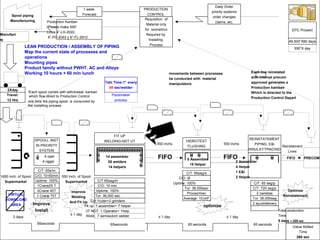
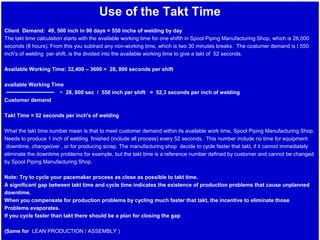
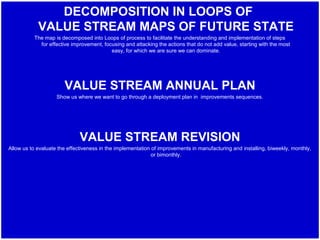
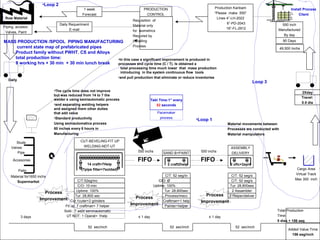
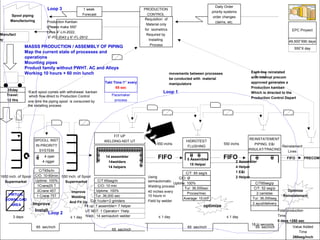
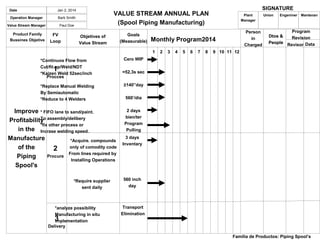
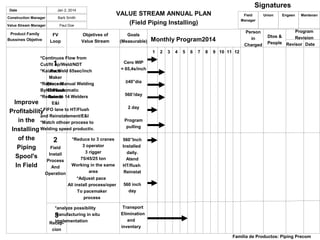
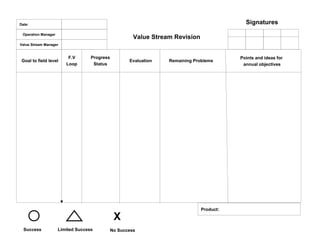
The lean construction implementation guide emphasizes the importance of establishing long-term relationships in the supply chain to enhance value, improve quality, and reduce costs by eliminating inefficiencies. Lean construction principles focus on minimizing waste through better production flow and utilizing control tools like the Last Planner System. The document outlines strategies for continuous improvement, key performance indicators, and the application of lean methods to improve productivity and reduce delivery times in construction projects.