Downloaded 119 times

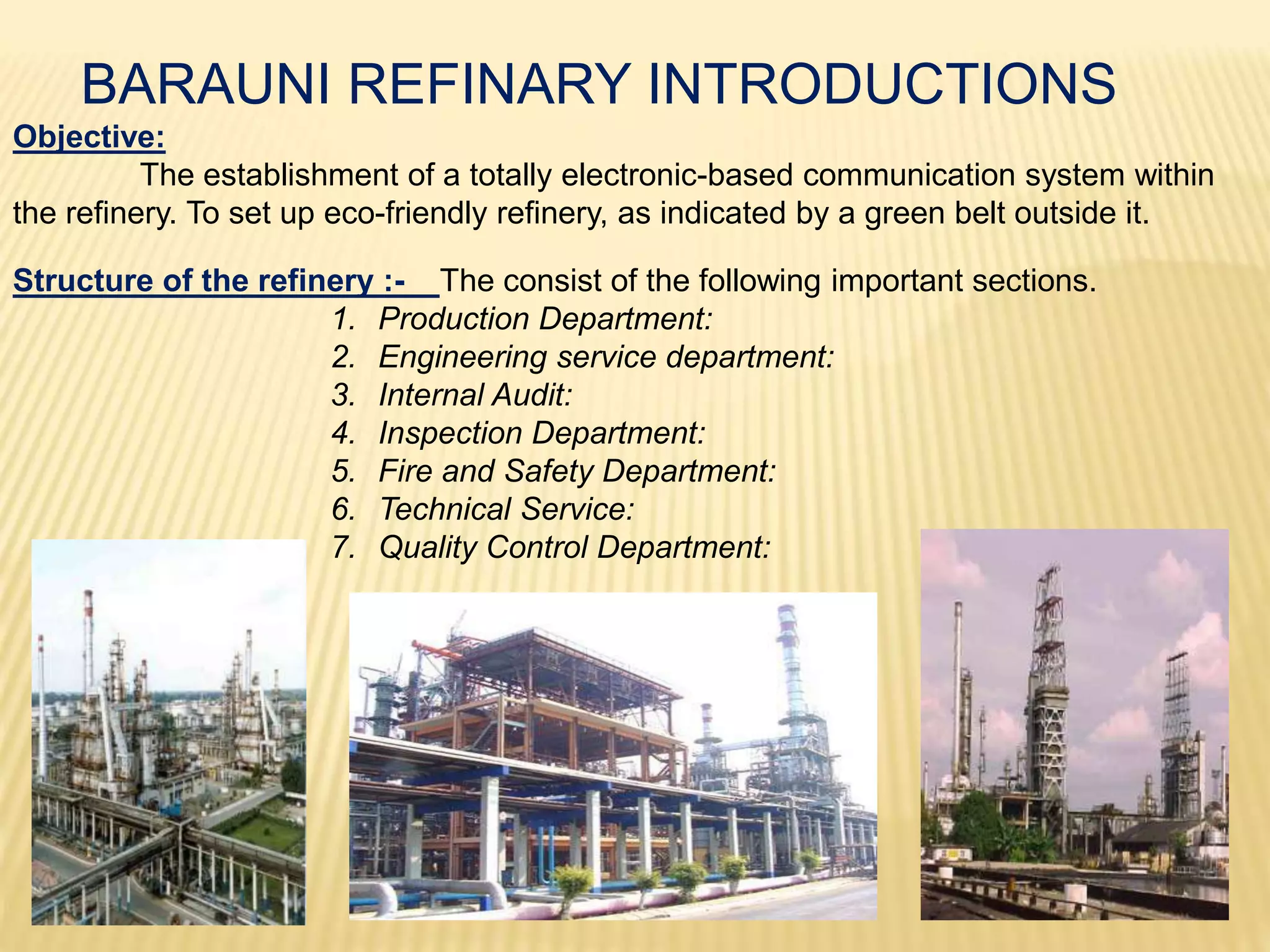
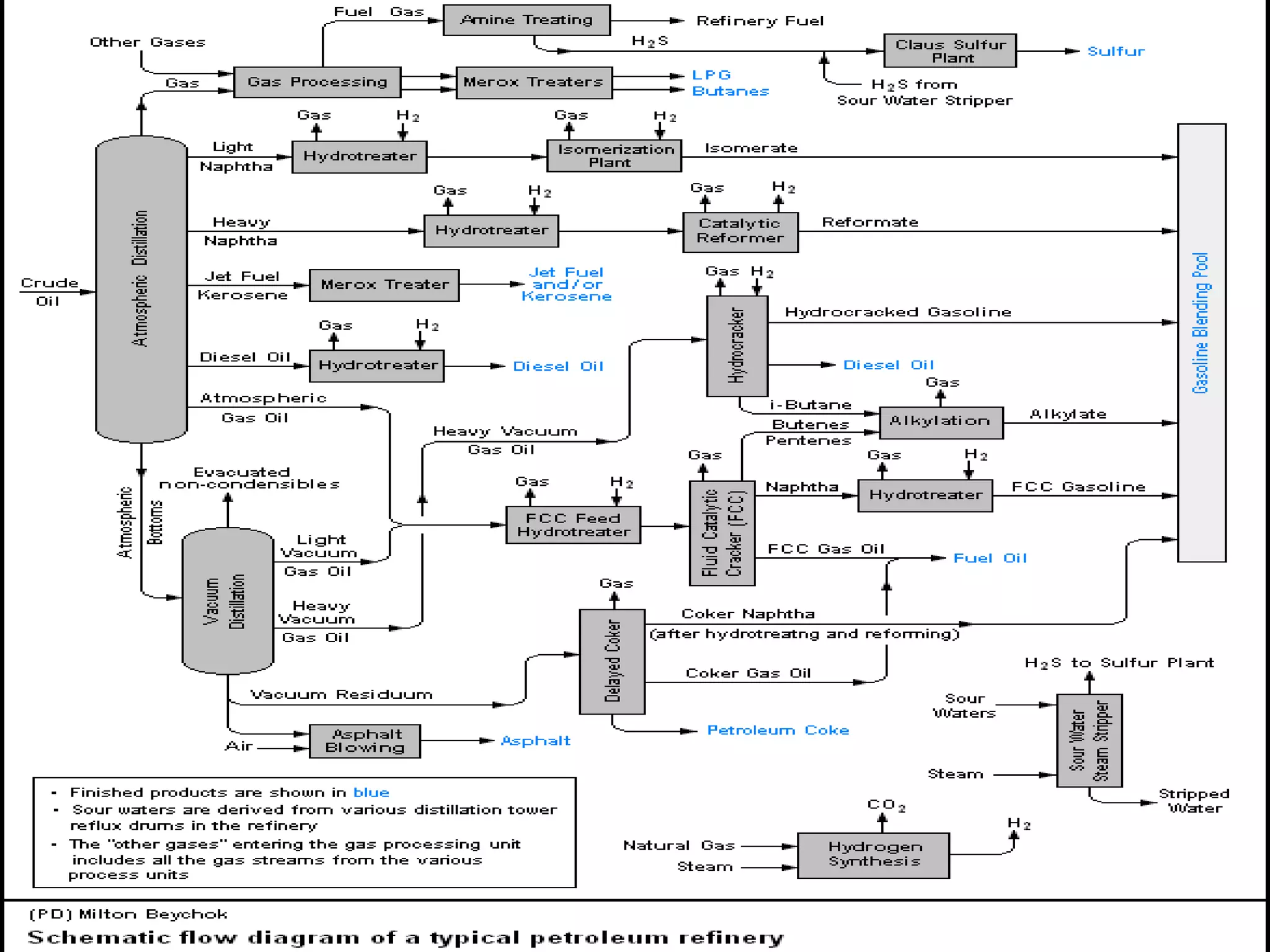
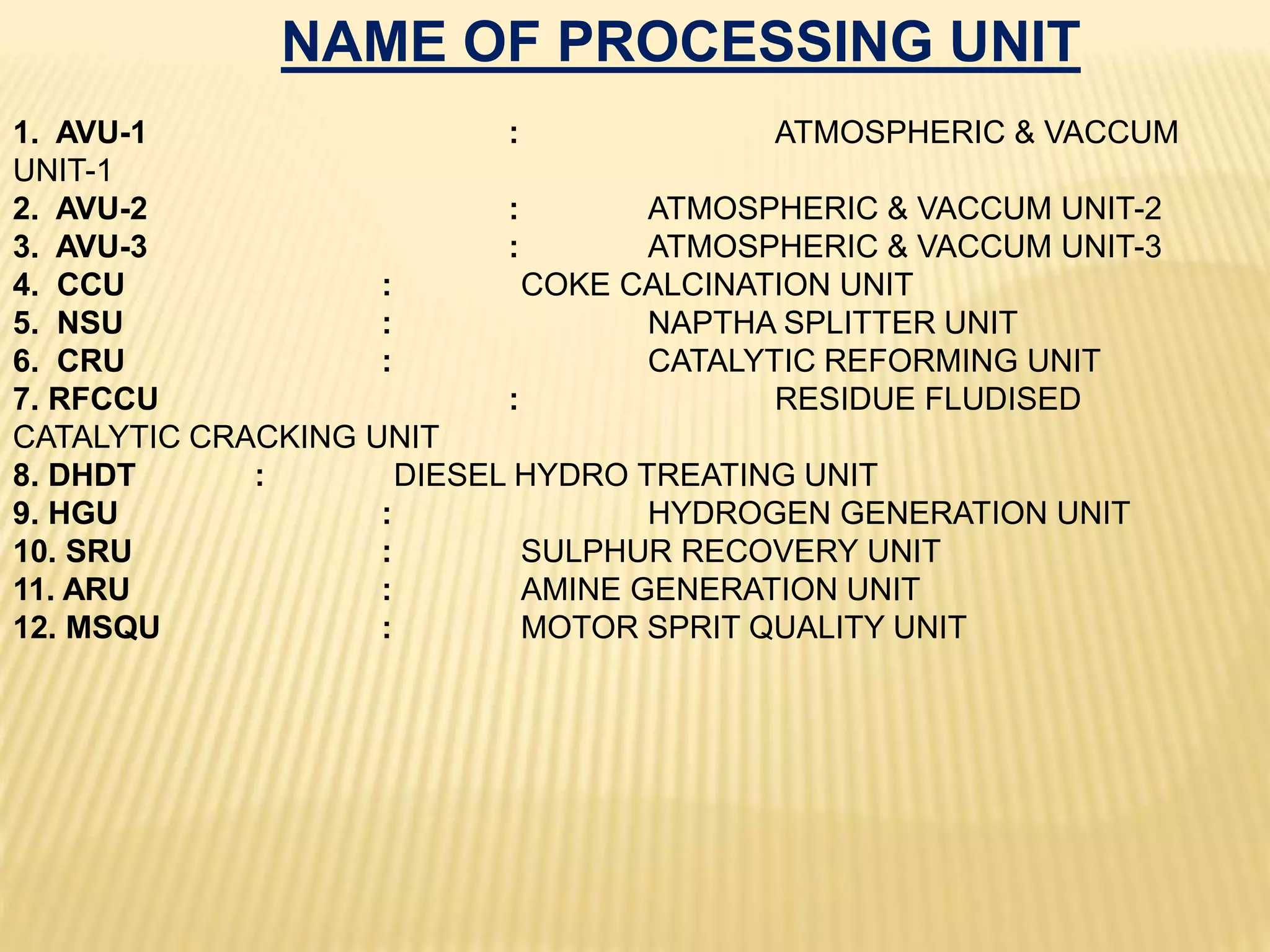
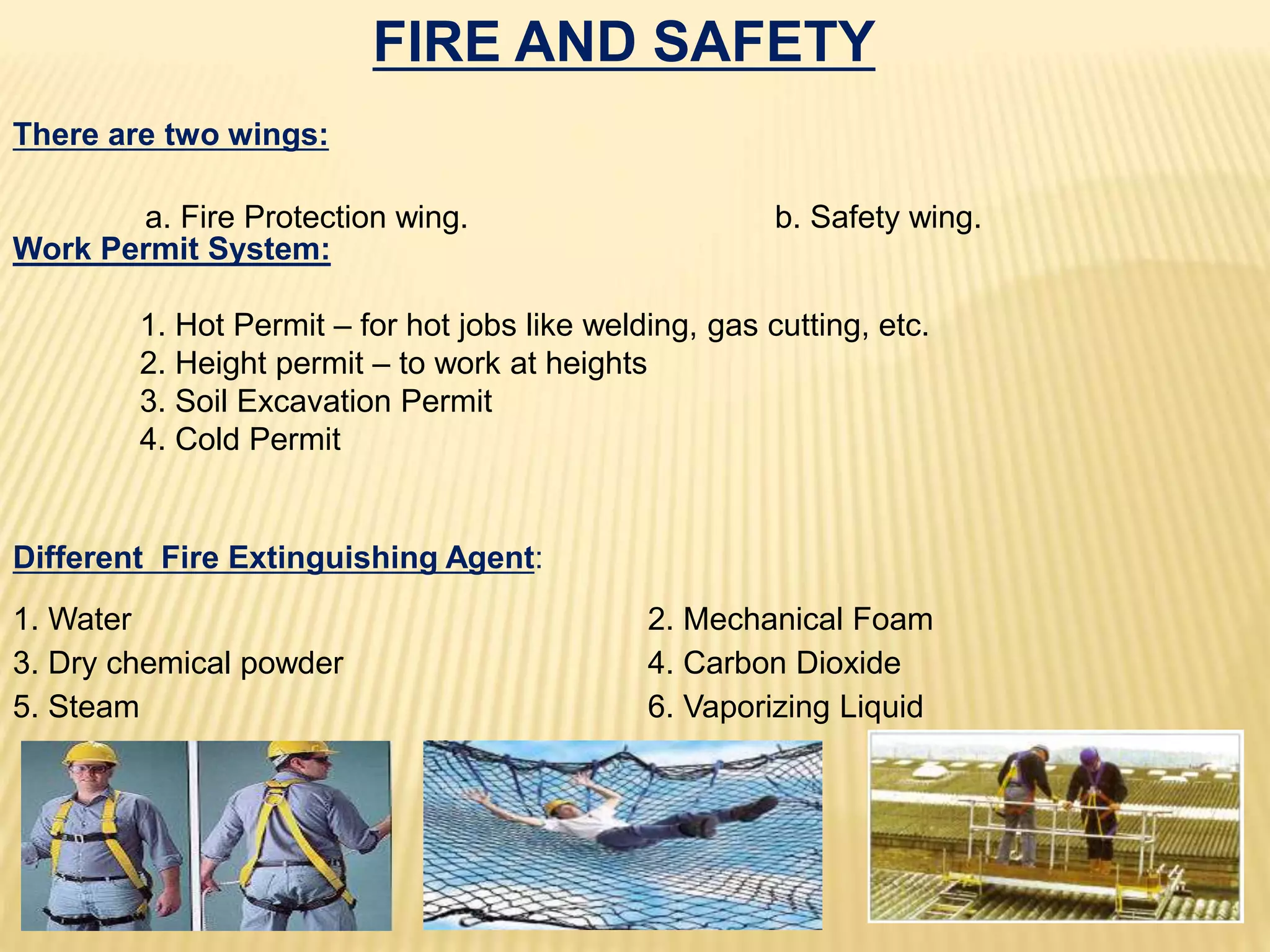
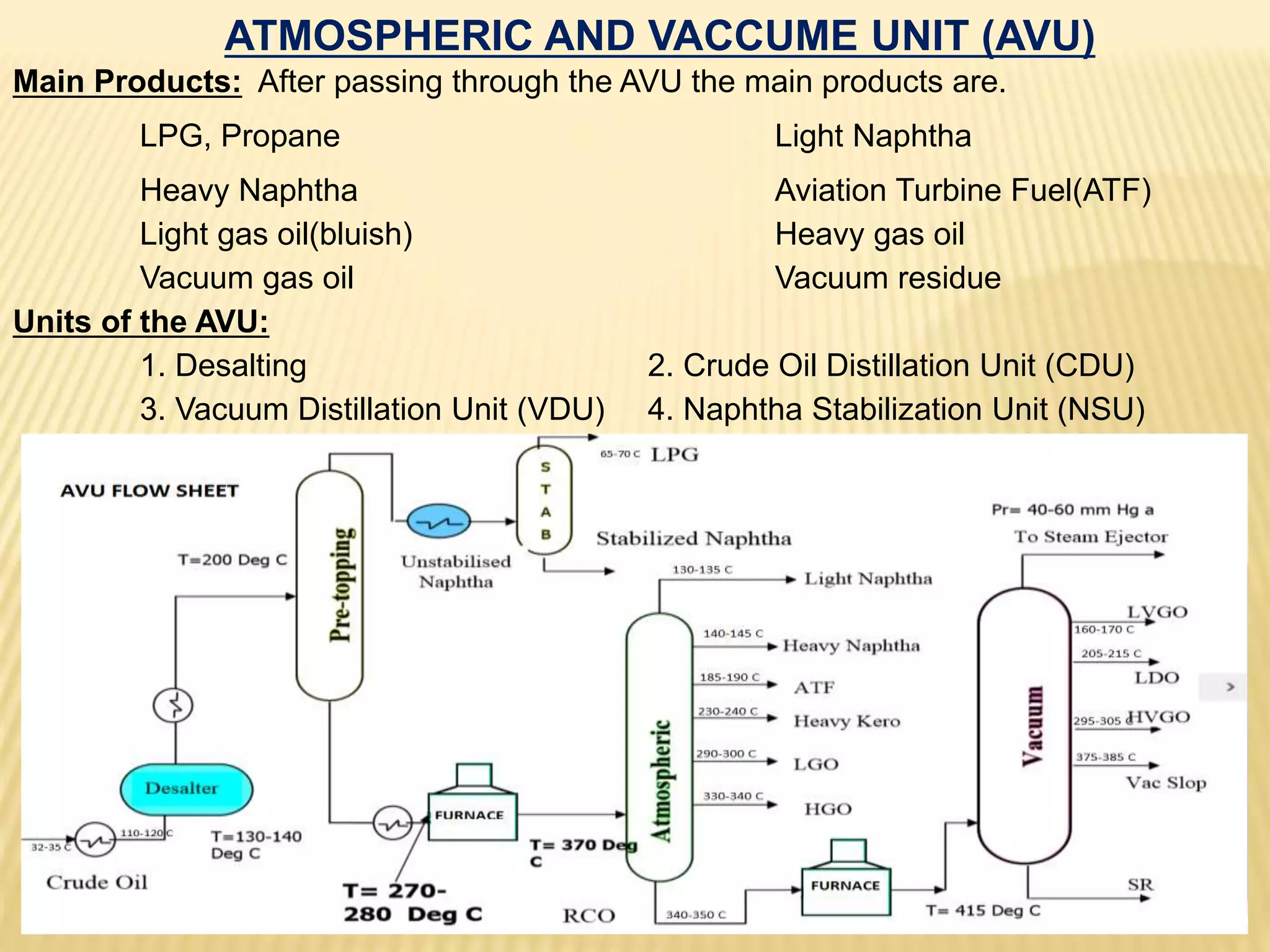
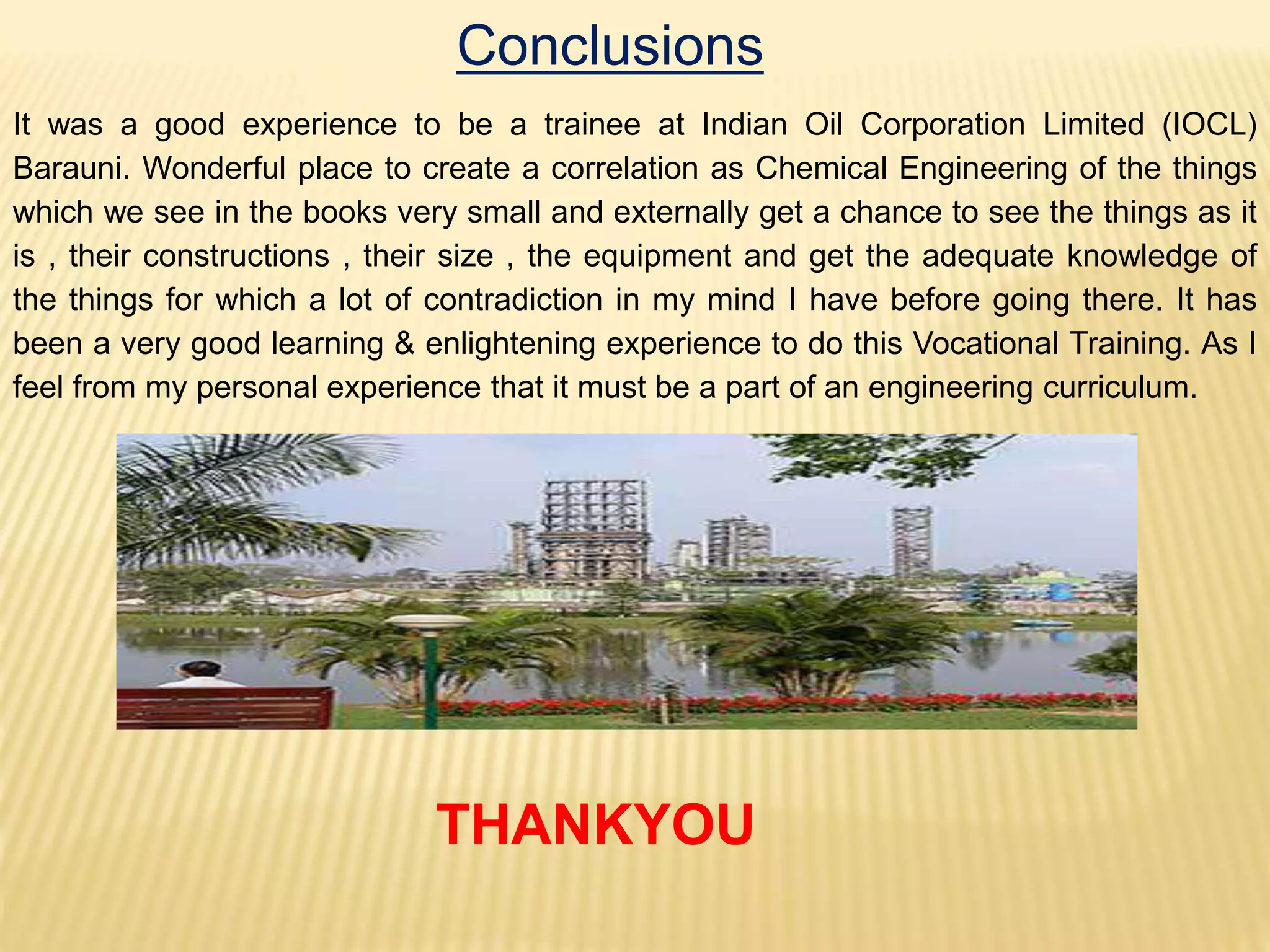

Indian Oil Corporation has four divisions and provides refining, pipeline transportation, marketing, training and research & development services. The document discusses Keshav Kumar's industrial training project report from his time spent at IOCL's Barauni Refinery. It provides an overview of the refinery's production units and processes including atmospheric vacuum units, catalytic reforming units, and sulfur recovery units. It also discusses the refinery's fire and safety department and concludes that the training experience gave Keshav valuable real-world insights into chemical engineering processes.














































![Oil fieldsafetyneo1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/oilfieldsafetyneo11-101019040554-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)




















