![Hierarchy of KAIZEN
[Policy Deployment / hoshin-kanri]
TQM (Total Quality management)
TPM (Total Productive maintenance)
JIT (Just-In-Time)
Improvement of QCD (Quality, Cost, Delivery)
QC Circles (small group activities)
Suggestions systems
Top management policy and Strategy
Management directed KAIZEN
Gemba KAIZEN (Shop Floor KAIZEN)
Top down
Bottom up](https://image.slidesharecdn.com/kaizenroadmaptoworld-classprocesses-130612070213-phpapp02/75/Kaizen-road-map-to-world-class-processes-3-2048.jpg)


This document outlines the principles and methods of Kaizen, or continual improvement. It discusses that Kaizen starts with recognizing that any process can be improved. It presents a hierarchy for Kaizen approaches including total quality management, total productive maintenance, just-in-time production, and small group activities. The document emphasizes that true improvement requires continual, not just one-time, changes and stresses the importance of managers and employees regularly visiting the actual work areas to identify issues and solve problems. The ultimate goal of Kaizen methods is to achieve world-class efficiency and flexibility through ongoing incremental improvements.
Overview of KAIZEN, its meaning (change for the better), and the necessity for continual improvement.
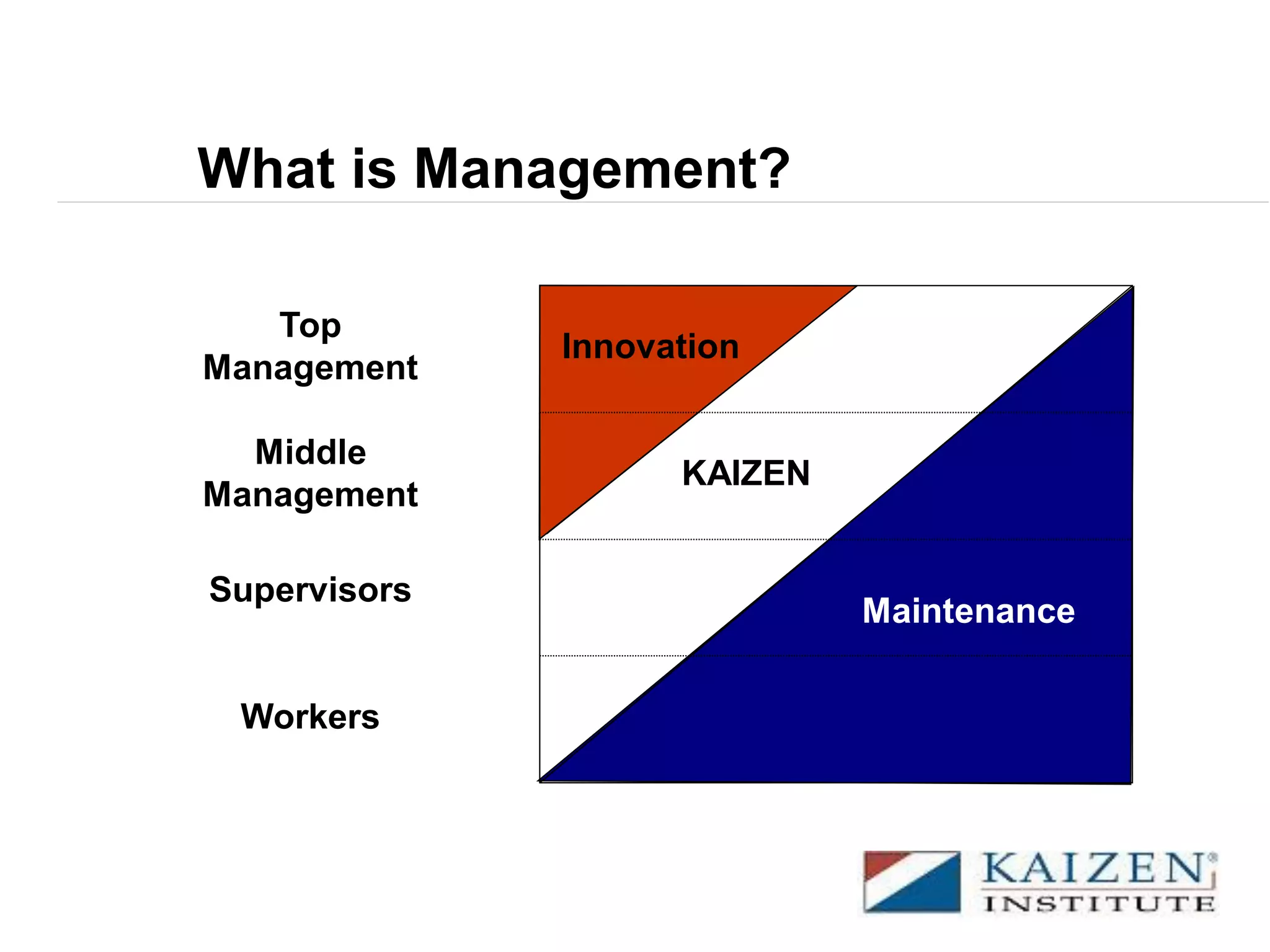
Explains the hierarchy of KAIZEN, including TQM, TPM, JIT, and the role of management in fostering improvement.
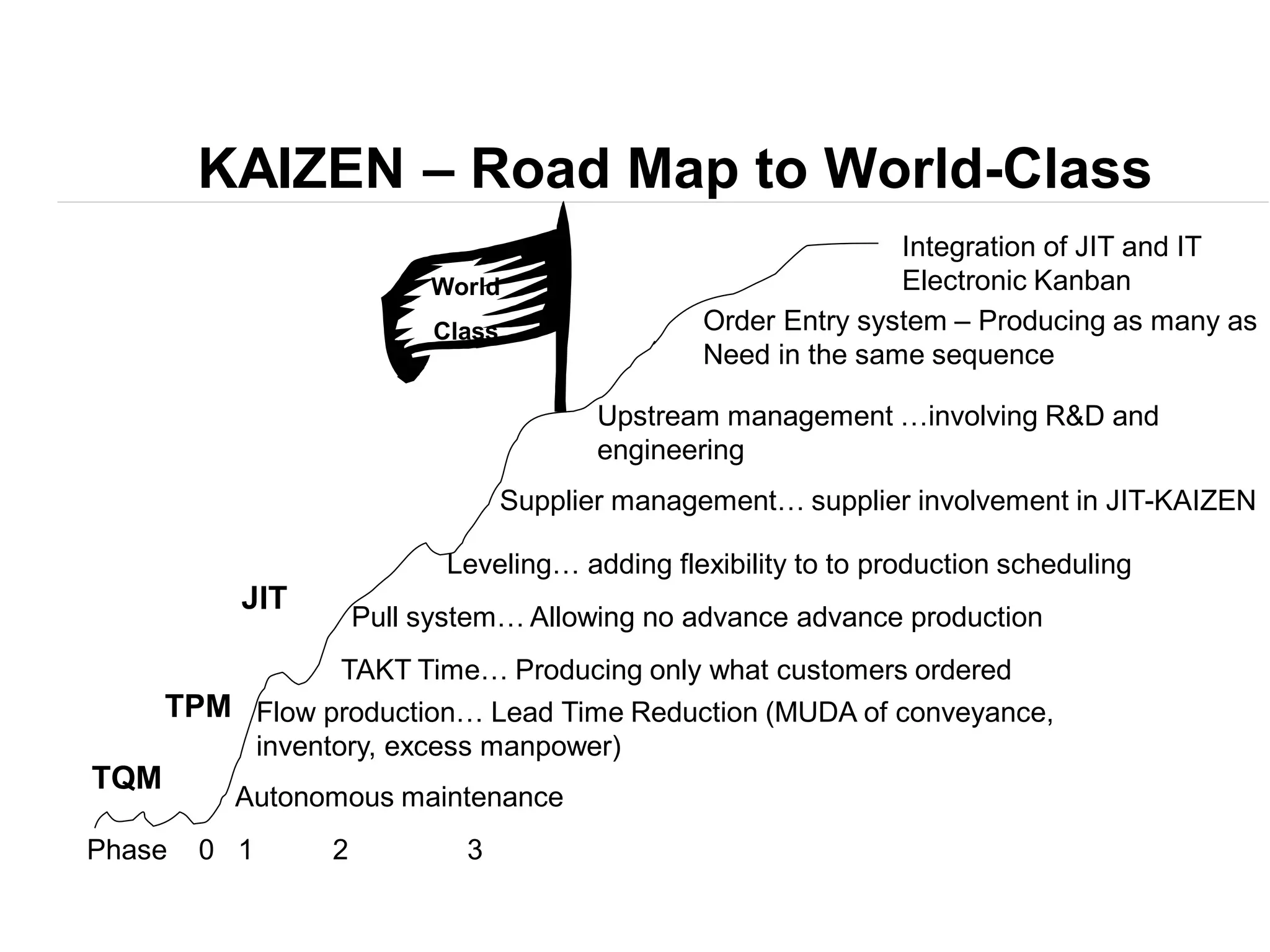
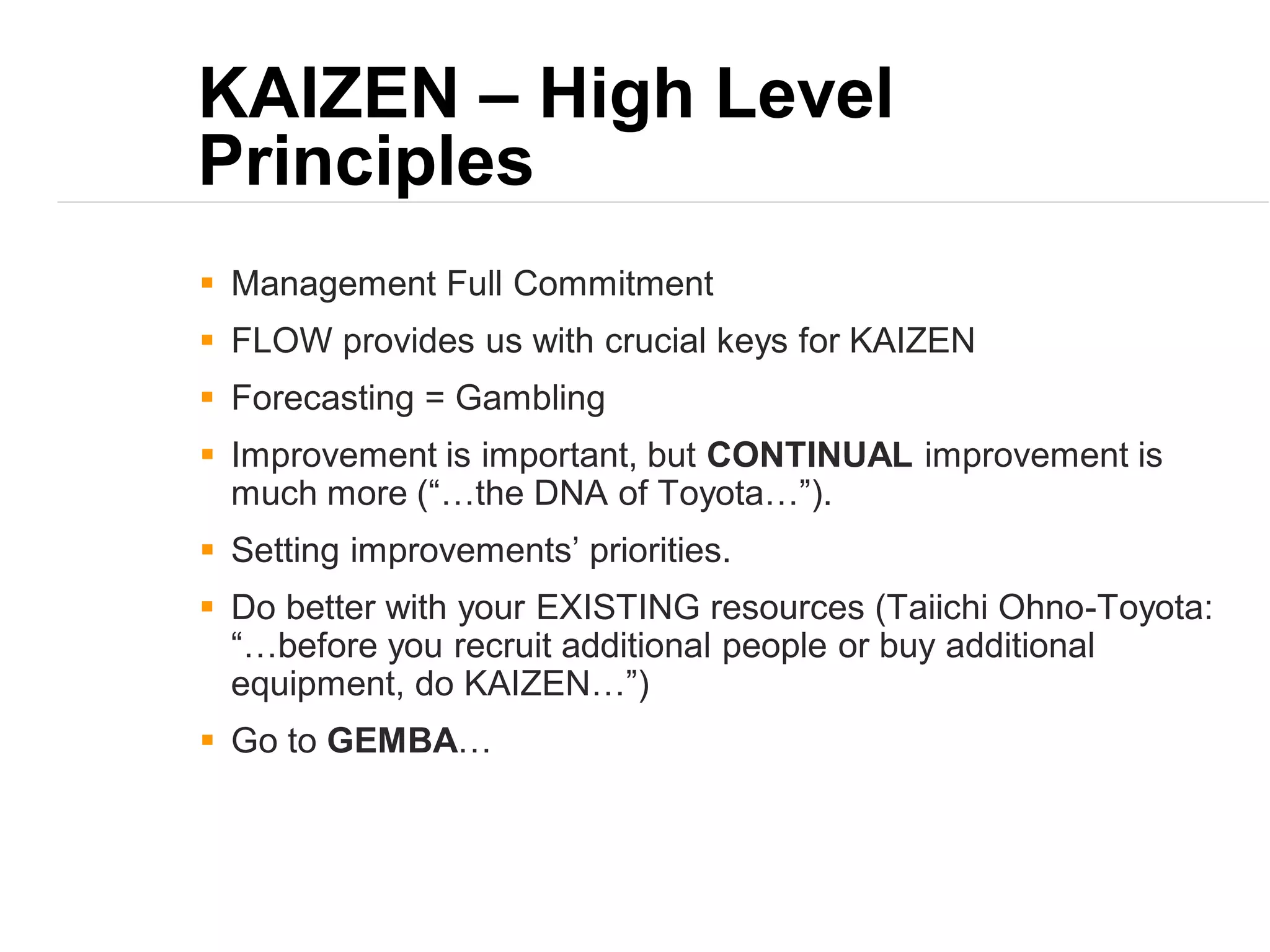
Details the road map for KAIZEN with principles like prioritizing improvements and committing to continual enhancement.
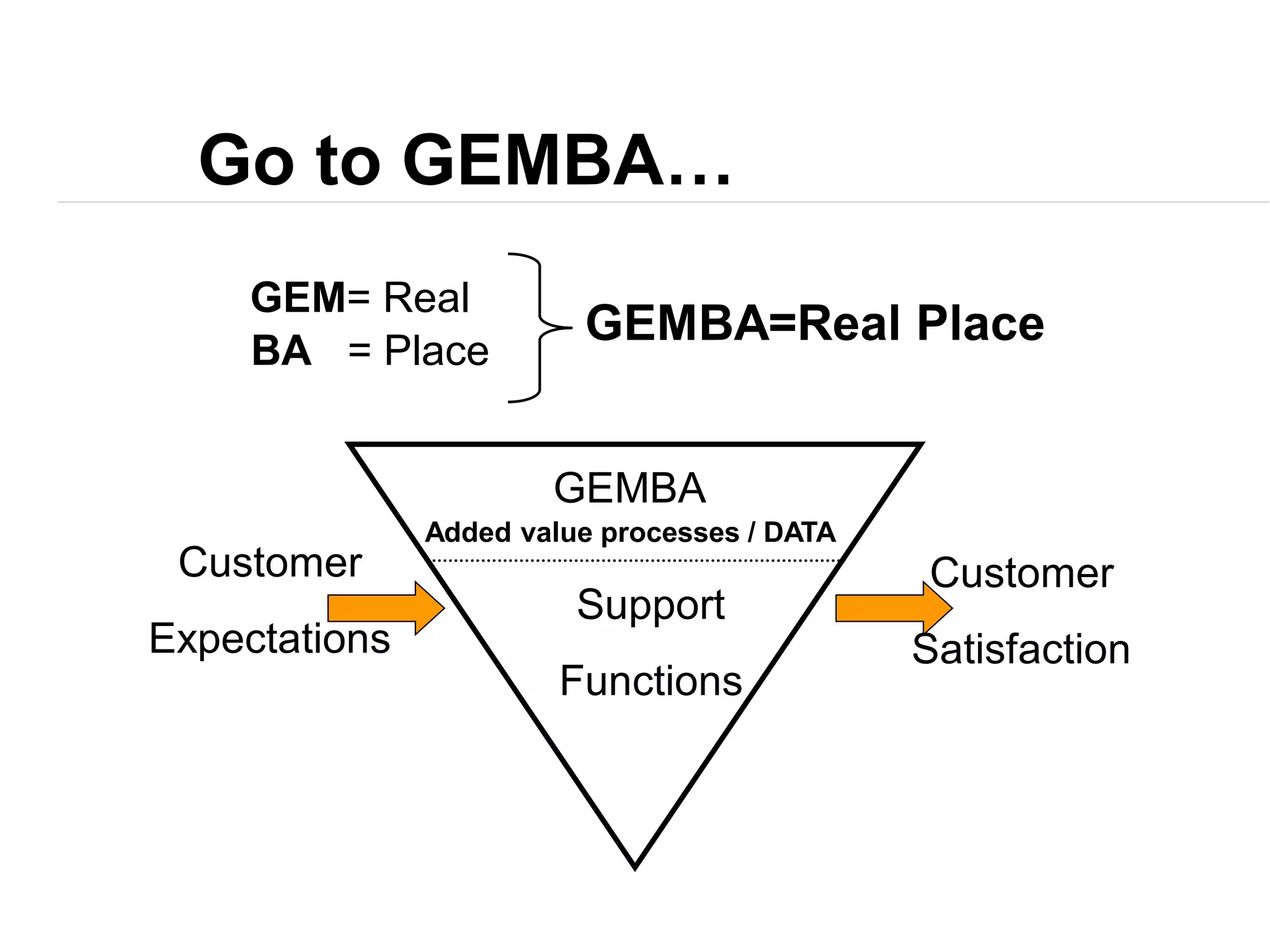
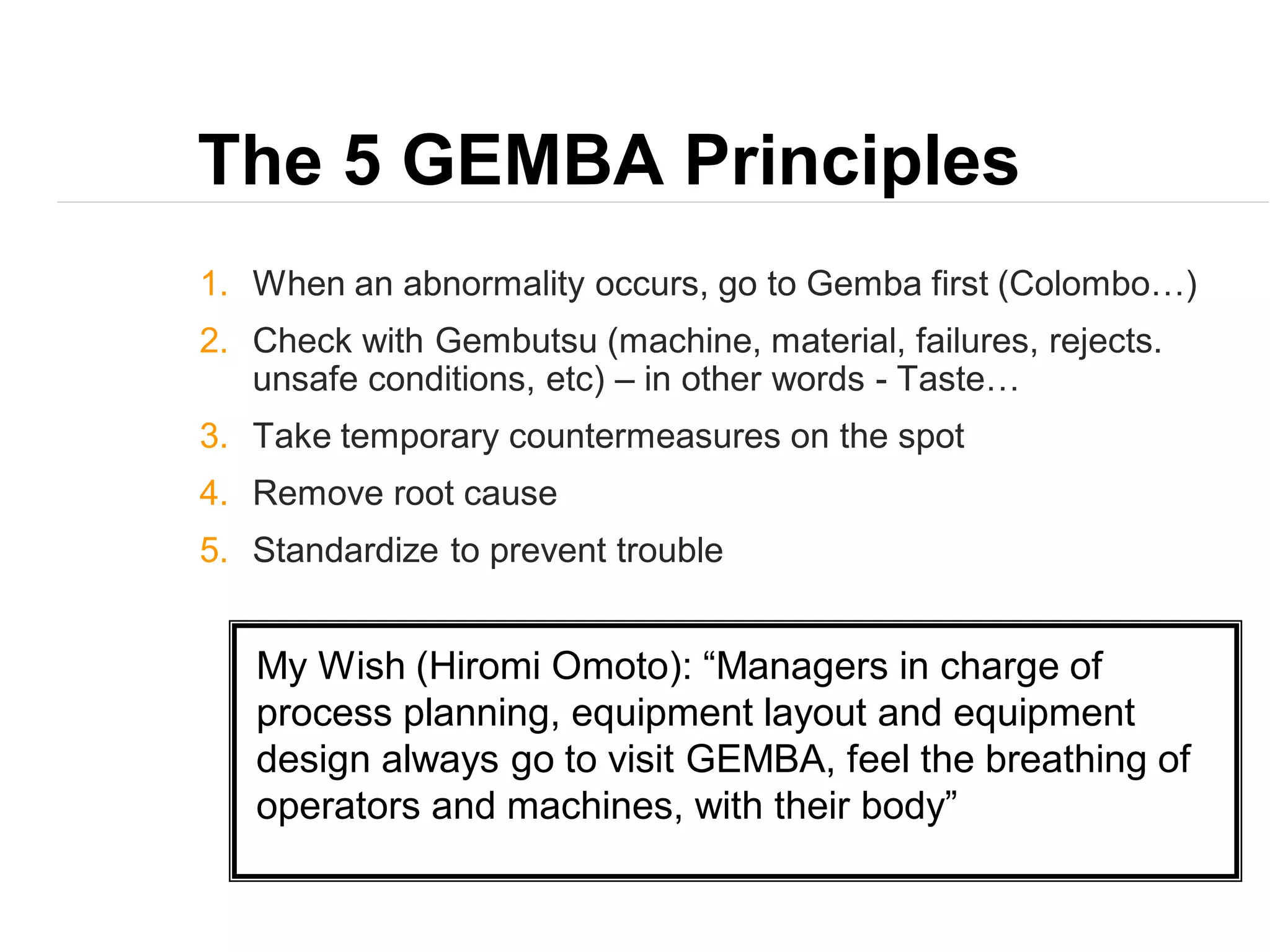
Defines GEMBA as the real place for improvements, emphasizing the importance of being present to identify problems.
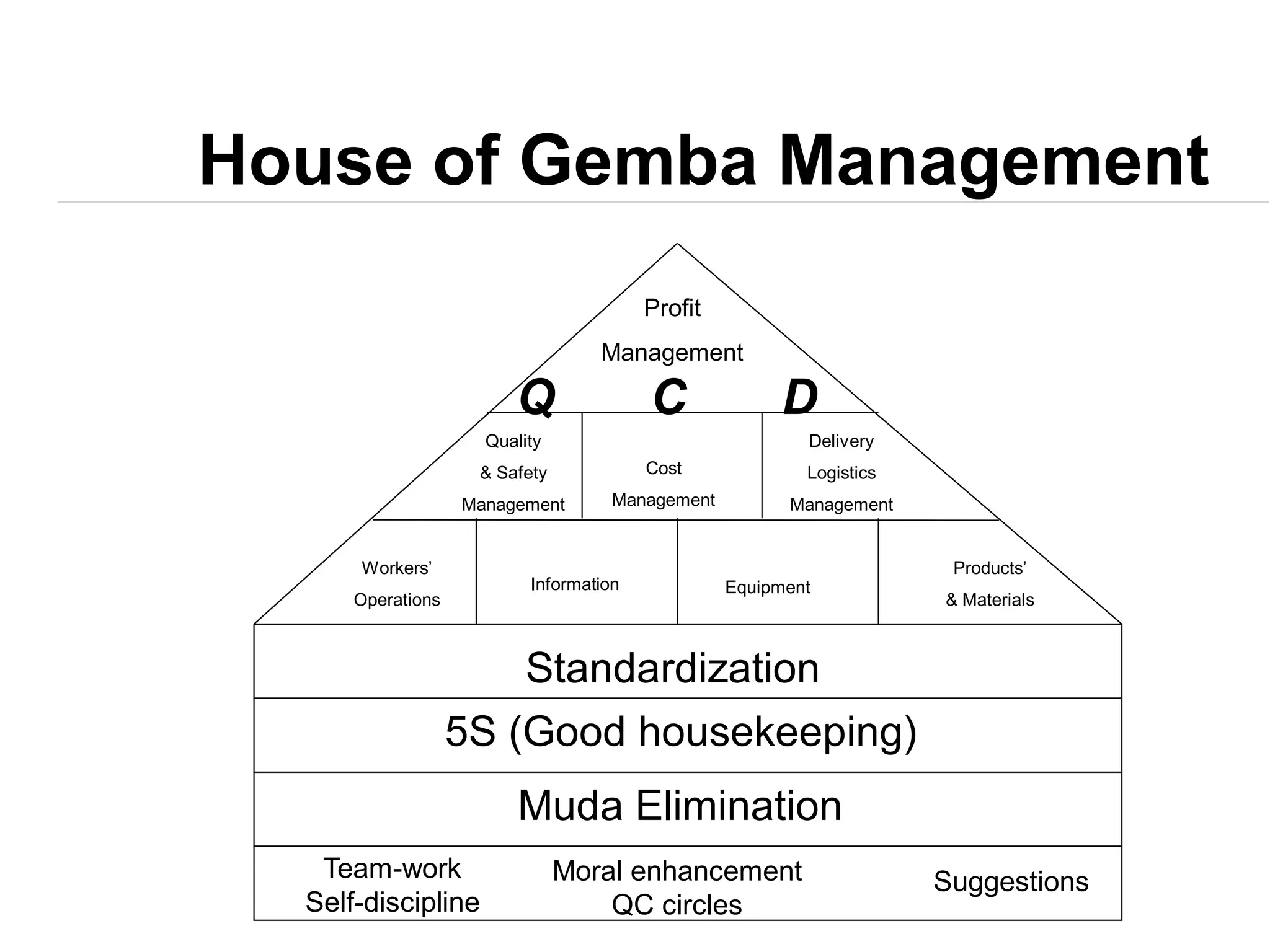
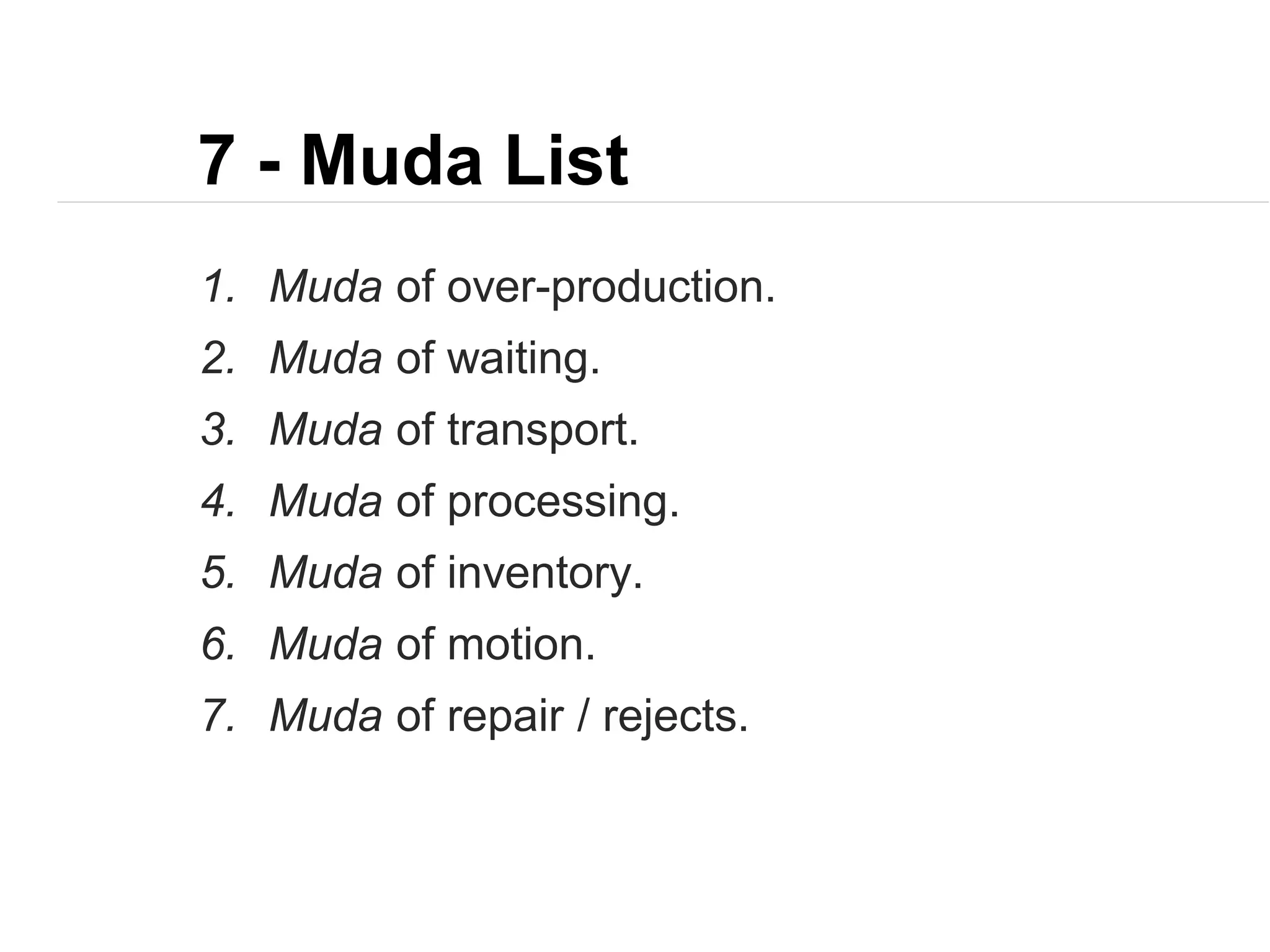
Discusses the principles governing Gemba Management and identifies seven types of waste (Muda) to eliminate.
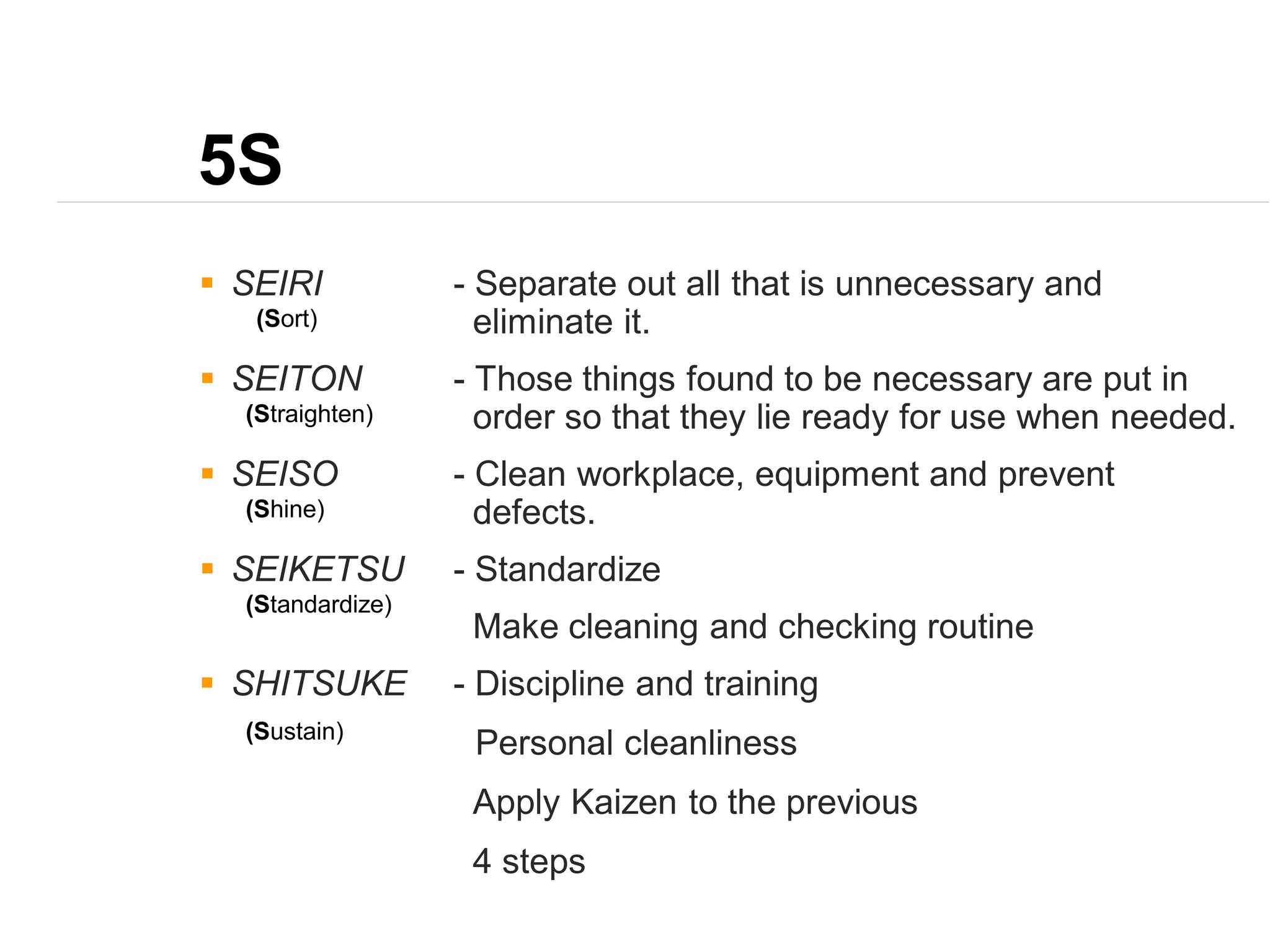
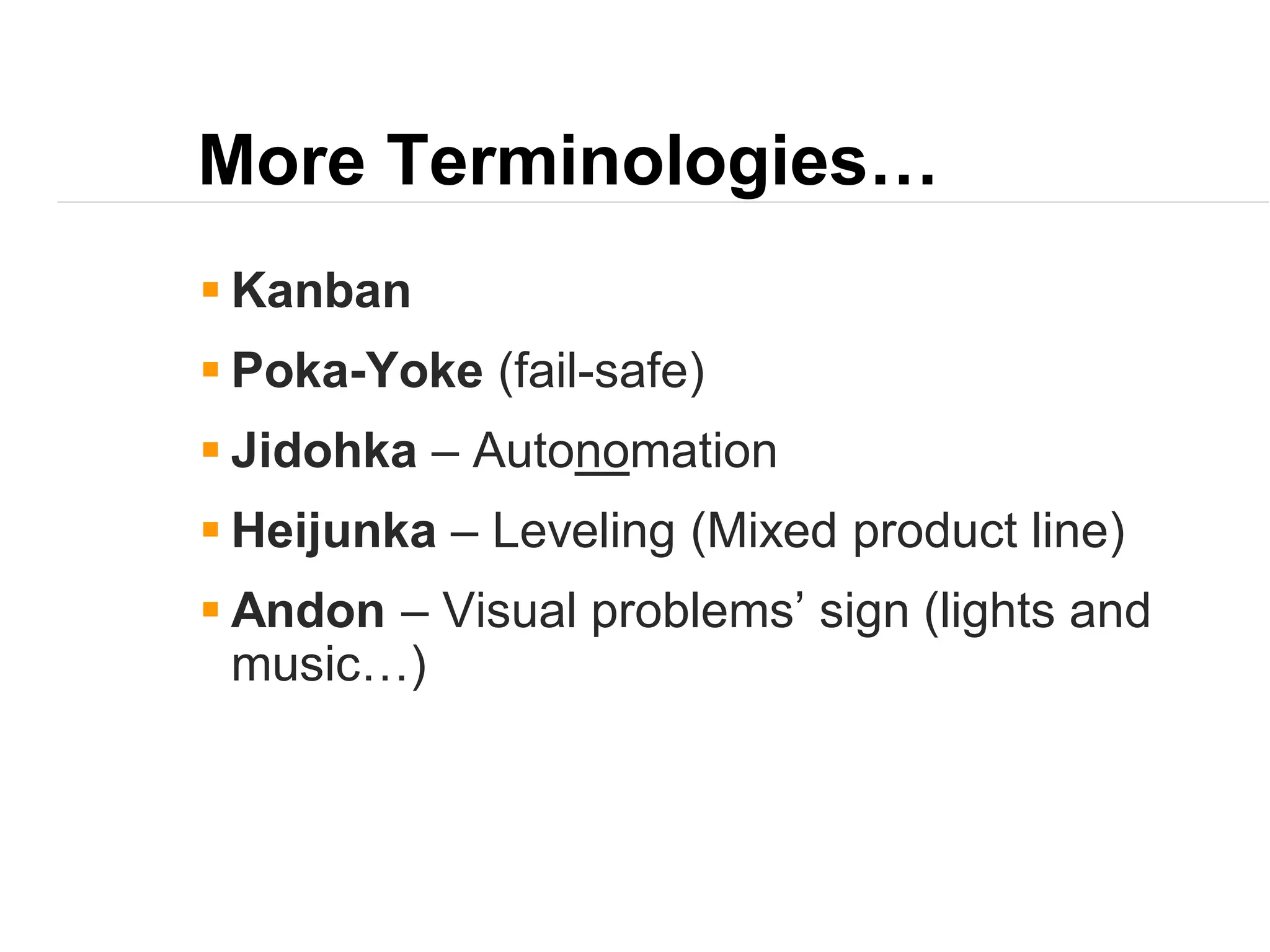
Describes the 5S principles for workplace organization and efficiency, and introduces relevant terminologies.
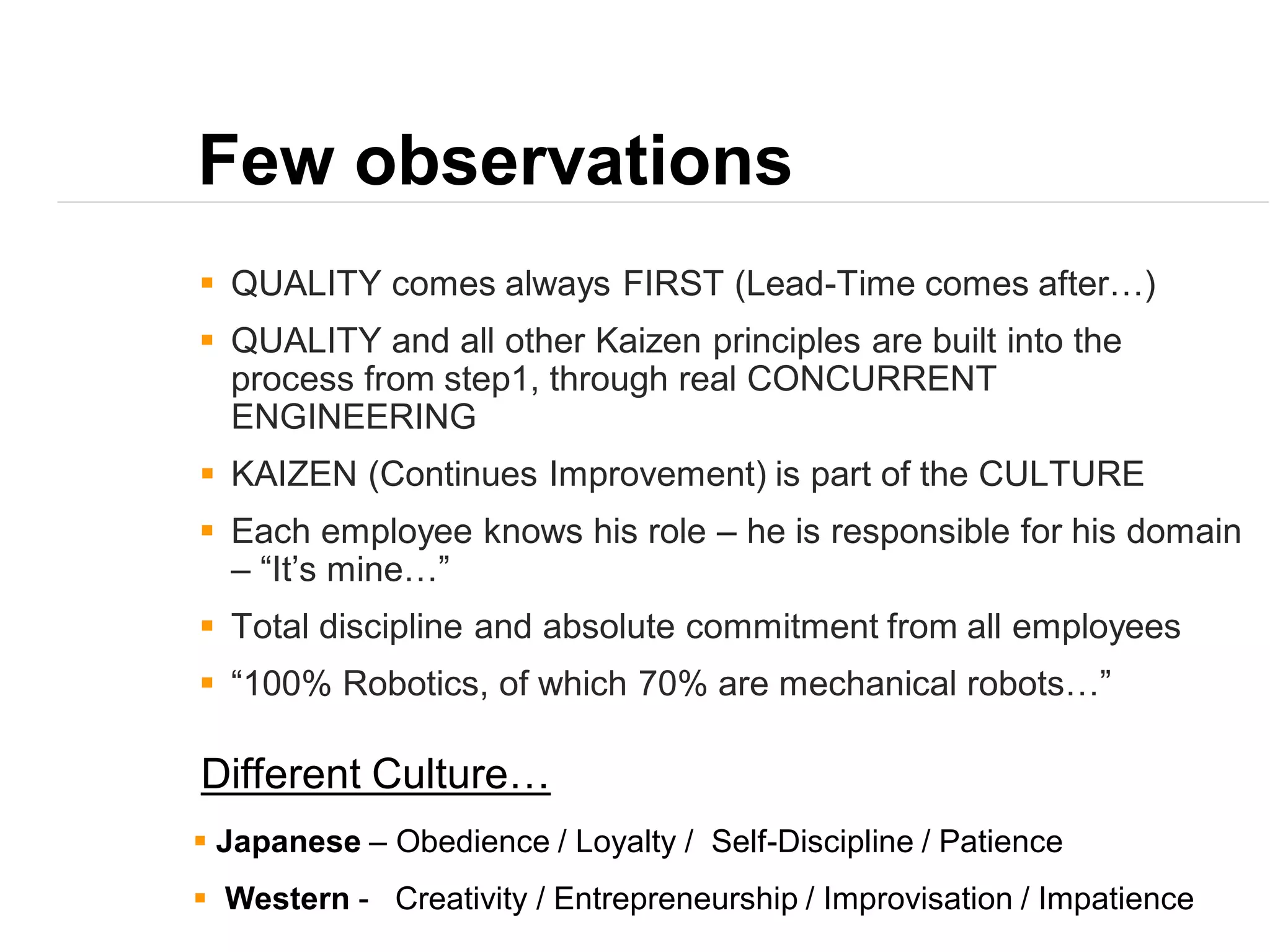
Discusses cultural differences affecting KAIZEN and presents reflective questions on management and quality commitment.
Proposes final questions for improvement practices and concludes the presentation with gratitude.










































































































