Learning Outcomes:
Define kaizenas a
philosophy.
1
Describe the
different concepts
of kaizen.
2
Explain the systems
under kaizen.
3
Explain the JIT
production system.
4
Discuss total
quality control.
5
Discuss the total
productive
maintenance.
6
3.
BRIEF HISTORY OFKAIZEN
The history of KAIZEN begins after World War II when Toyota first
implemented quality circles in its production process. American
business and quality management teachers who visited the country
back then partly influenced such implementation.
A quality circle is a group of workers performing the same or
similar work, who meet regularly to identify, analyze and solve work-
related problems. This revolutionary concept became very popular in
Japan in the 1950s. Now it continues to exist in the form of Kaizen
groups as well as similar worker participation schemes. The term
Kaizen actually became famous around the world through the works of
MASAAKI IMAI.
4.
BRIEF HISTORY OFKAIZEN
• Masaaki Imai (born, 1930) is a Japanese
organizational theorist and management
consultant. His work on quality
management, specifically on Kaizen is
well-known.
• In 1985 he founded the Kaizen Institute
Consulting Group (KICG) to help western
companies introduce the concepts,
systems, and tools of Kaizen.
• At present time, the Kaizen Institute team
has applied the lean methodology and
kaizen training courses to virtually all
business sectors throughout the globe.
5.
BRIEF HISTORY OFKAIZEN
• Masaaki Imai published two fundamental
books on business process management.
“Kaizen: Japanese spirit of improvement”
(1985), which helped popularize the
Kaizen concept in the West, and Gemba
Kaizen: A Common sense, Low-Cost
Approach to Management (1997).
6.
CONCEPTS OF KAIZEN
Kaizenis a Japanese word meaning
continuous improvement. It is made up of two
characters which are “kai”, meaning
“change”, and “zen”, which means “good”. It is
used to describe a company culture where
everyone, from the CEO to the front desk
clerk, regularly evaluates work and thinks of
ways to approve it.
• It originated in Japan as a result of World
War II. Kaizen’s elimination of waste
through the maintenance and improvement
of processes became fundamental to
Japanese management philosophy.
7.
CONCEPTS OF KAIZEN
•With Kaizen management practices, the main
priority is given to the manufacturing process,
as the process of achieving results is not less
than the final result. The reason for this focus
is that imperfect processes could potentially
not lead to achieving the goal. A
corresponding task of kaizen is to become a
part of the market by improving processes
within the organization instead of pushing
products into the market. One of the most
important tasks in Kaizen involves improving
the quality of work in an organization by
achieving TQC (total quality control).
8.
THE 5S OFKAIZEN
The 5S of Kaizen is a systematic approach which leads to fool proof
systems, standard policies, rules and regulations to give rise to a
healthy work culture at the organization.
1.SEIRI – stands for Sort Out. According to Seiri, employees should sort
out and organize things well. Label the items as “Necessary”, “Critical”,
“Most Important”, “Not needed now”, “Useless and so on”. Throw what
all is useless. Keep aside what all is not needed at the moment. Items
which are critical and most important should be kept at a safe place.
2.SEITON – means to Organize. Research says that employees waste
half of their precious time searching for items and important
documents. Every item should have its own space and must be kept at
its place only.
9.
THE 5S OFKAIZEN
3.SEISO – means shine the workplace. The workplace ought to be kept
clean. De-clutter your workstation. Necessary documents should be
kept in proper folders and files. Use cabinets and drawers to store your
items.
4.SEIKETSU – refers to Standardization. Every organization needs to
have certain standard rules and set policies to ensure superior quality.
5.SHITSUKE or Self Discipline – Employees need to respect
organization’s policies and adhere to rules and regulations. Self-
discipline is essential. Do not attend office in casuals. Follow work
procedures and do not forget to carry your identity cards to work. It
gives you a sense of pride and respect for the organization.
10.
KAIZEN AND MANAGEMENT
Inkaizen, management has two functions namely:
•Maintenance: Setting standards and keeping them is an important part
of kaizen. One of management’s primary roles is to maintain the
technological and operating standards that have been put into place.
They make sure that everyone performs their assigned tasks according
to explicitly outlined standards and performs them on a daily basis.
•Improvement: They must be constantly looking for ways to raise the
current operating standards. This is an ongoing effort and must be a
daily part of the manager’s job.
11.
THE PDCA CYCLE
ThePDCA cycle is a system used to ensure the continuation of the
kaizen principles. It is a vital part of the process and it consists the
following:
•Plan – refers to establishing a target and a strategy for improvement.
This is a must. Without a target, how do you know if you have achieved
success?
•Do – refers to the implementation of your plan.
•Check – is when you determine if your plan actually improved the
process.
•Act – is the process of standardizing the improved procedure so that it
can be continued and so that the problem will not return.
12.
THE DUAL NATUREOF THE KAIZEN SYSTEM
Kaizen is part action plan and part philosophy.
•As an action plan, Kaizen is about organizing events focused on
improving specific areas within the company. These events involve
teams of employees at all levels, with an especially strong emphasis on
involving plant floor employees.
•As a philosophy, Kaizen is about building a culture where all employees
are actively engaged in suggesting and implementing improvements to
the company. In truly lean companies, it becomes a natural way of
thinking for both managers and plant floor employees.
Kaizen works hand-in-hand with Standardized Work. Standardized
Work captures the current best practices for a process, and Kaizen
aims to find improvements for those processes.
13.
ELEMENTS OF KAIZEN
Successfullypracticing Kaizen comes down to cultivating a strong,
supportive culture with the following five core elements:
•Teamwork: Employees work together to achieve the common goal of
improved performances and processes. Teamwork is developed within
departments, through quality circles, and between levels
•Personal Discipline: Self-discipline when it comes to quality and time
management is key to the success of Kaizen.
•Improved Morale: When people are empowered to improve their tasks
or job, people are more satisfied with their job and the whole
manufacturing process benefits.
14.
ELEMENTS OF KAIZEN
•QualityCircles: Made up of approximately five to seven employees,
quality circles allow teams to meet regularly to discuss issues arising in
their work processes.
•Suggestions for Improvement: From human resources and accounting,
to manufacturing operations and the shipping department, every
employee should be trained to identify wastes or improvements. All
suggestions should be considered, and employees should feel
comfortable either sharing them or implementing themselves.
15.
TYPES OF KAIZEN
Thefollowing are the four types of Kaizen methodologies:
1. Kaizen Teian – also known as bottom-up improvement describes a
form of improvement where people participate to improve their own
processes. This bottom-up type of Kaizen drives a cultural
transformation because it requires everyone to think about
improvement every day, everywhere. At its core, Kaizen Teian is about
actively involving all people in improvement.
To be successful in Kaizen Teian, one must always be looking to
eliminate the eight forms of waste:
• Defects: Scrap or products that require rework.
16.
TYPES OF KAIZEN
•Excess processing: Products that must be repaired to satisfy
customers’ needs.
• Overproduction: When there are more parts in production than
customers are purchasing. This type of waste spells big trouble for an
organization.
• Waiting: A person or process inaction on the manufacturing line.
• Inventory: A valuable product or material that is waiting for processing
or to be sold.
• Transportation: Moving a product or material and the costs generated
by this process.
• Moving: Excessive movement of people or machines. It is more
common to talk about people movement, as this leads to wasted effort
and time.
17.
TYPES OF KAIZEN
•Non-utilized talent: When the management team fails to ensure that all
the potential and experience of its people are being used. This is the
worst of the eight wastes.
2. Kaizen Events – or defined improvements is not about continuous
improvement. It’s about a specific process improvement developed
over a brief amount of time. Kaizen events are typically brief, focused
improvement projects where people, including the management team,
participate in analyzing their Value Stream Map (VSM) to solve a
specific problem. A Kaizen event demands thoughtful planning by team
leaders involved.
18.
TYPES OF KAIZEN
3.Kaikaku – (radical change) describes a process where an entire
organization is focused on a radical process transformation. Rather
than improving a process, Kaikaku may demand the organization moves
to an entirely new process.
Hiroyuki Hirano, who developed the 5S system, offers Ten
Commandments of Kaikaku:
• Throw out the traditional concept of manufacturing methods.
• Think of how the new method will work; not how it won’t work.
• Don’t accept excuses. Totally deny the status quo.
• Don’t seek perfection. A 50% implementation rate is fine as long as it is
done on the spot.
19.
TYPES OF KAIZEN
•Correct mistakes the moment they are found.
• Don’t spend money on Kaikaku.
• Problems give you a chance to use your brains.
• Ask “why” five times.
• Ideas from ten people are better than one person’s knowledge.
• Kaikaku knows no limit.
4. Kakushin – (break-through innovation) happens when you move to an
entirely new way of doing something. It’s about the big break-through
that changes everything. Kakushin demands management challenge
their assumptions about why they do business a certain way. It will
require a culture change that can commit to a new way of doing things.
Brainstorming and analysis are the tools of Kakushin.
20.
JIT PRODUCTION SYSTEM
Just-in-timealso known as JIT is an inventory management method
whereby labour, material and goods (to be used in manufacturing) are
refilled or scheduled to arrive exactly when needed in the
manufacturing process.
JIT approach has the capacity when adequately applied to the
organization, to improve the competitiveness of the organization in the
market significantly by minimizing wastes and improving production
efficiency and product quality.
21.
JIT BACKGROUND ANDHISTORY
JIT is a manufacturing management process. It was first developed
and applied in the Toyota manufacturing plants in order to meet
consumer demands with minimum delays. Taiichi Ohno of Japan is
referred to as the father of Just in Time. Toyota met the increasing
challenges for survival through a management approach that was
entirely focused on people, systems and plants.
Toyota realized the Just in Time approach would only be successful
if every person within the Toyota was committed and involved in it and if
plant and processes were properly arranged for maximum efficiency
and output, and if the quality of the goods produced and production
programs were scheduled to meet demands exactly.
22.
ELEMENTS OF JIT
1.Make stable and level the Master Production Schedule (MPS) with uniform plant
loading create a uniform load on all work centers through regular daily production
and mixed model assembly.
2. Decrease or eliminate set up times. Aspire for single digit set up times less than 10
minutes or one touch set up. This is done through better planning, process, redesign,
and product redesign.
3. Trim down lot sizes. Decreasing set up times allows economic production of
smaller lots, close cooperation with suppliers which is necessary to realize reduction.
4. Shrink lead times. Production lead times can be reduced by moving work stations
closer together, applying group technology and cellular manufacturing concepts,
reduce wait-in-line length and improving the coordination and cooperation between
successive processes. Delivery lead times can be decreased through close
cooperation with suppliers.
23.
ELEMENTS OF JIT
5.Preventive maintenance. Use of machine and worker idle time to preserve
equipment and avoid breakdown.
6. Flexible work force. Workers should be trained to work on several
machines, to carry out maintenance tasks, and to do quality inspections.
7. Oblige supplier quality assurance and execute a zero defects quality
program. Make use of a control system like Kanban system (or other
signaling system) to transport parts between work stations in smaller
quantities such as JIT with Material Requirements Planning (MRP) system.
24.
SIX PRINCIPLES OFJIT AS STATED BY SCHNIEDEDANS
• Reduce buffer inventory
• Try for zero inventory
• Search for reliable suppliers
• Reduce lot size and increase the frequency of orders
• Reduce purchasing cost
• Improve material handling
25.
ADVANTAGES AND DISADVANTAGESOF JIT SYSTEMS
Advantages of Adopting Just-In-Time include:
• Just-in-time approach keeps stock holding costs to a minimum level. The
released capacity results in better utilization of space and bears a
favourable impact on the insurance premiums and rent that would otherwise
be needed to be made.
• The just-in-time approach helps to eliminate waste. Chances of expired or
out of date products; do not arise at all.
• Under this management method, only essential stocks which are required
for manufacturing are obtained, thus less working capital is required.
• Under this approach, a minimum re-ordering level is set, and only when
that level is reached, order for fresh stocks are made and thus this becomes
a boon to inventory management too.
26.
ADVANTAGES AND DISADVANTAGESOF JIT SYSTEMS
Advantages of Adopting Just-In-Time include:
• Due to the abovementioned low level of stocks held, the ROI (Return on Investment)
of the organizations be high in general.
• As this approach works on a demand-pull basis, all goods produced would be sold,
and thus it includes changes in demand with unanticipated ease. This makes JIT
appealing today, where the market demand is fickle and somewhat volatile.
• JIT emphasizes the ‘right-first-time’ concept, so that rework costs and the cost of
inspection is minimized.
• By following JIT greater efficiency and High-quality products can be derived.
• Better relationships are fostered along the production chain under a JIT system.
• Higher customer satisfaction due to continuous communication with the customer.
• Just in Time adoption result in the elimination of overproduction.
27.
ADVANTAGES AND DISADVANTAGESOF JIT SYSTEMS
Disadvantages of Adopting JIT Systems
• JIT approach states ZERO tolerance for mistakes, making re-work difficult in
practice, as inventory is kept to a minimum level.
• A successful application of JIT requires a high reliance on suppliers, whose
performance is outside the scope of the manufacturer.
• Due to no buffers in JIT, production line idling and downtime can occur which would
have an unfavourable effect on the production process and also on the finances.
• Chances are quite high of not meeting an unexpected increase in orders as there
will be no excess inventory of finished goods.
• Transaction costs would be comparatively high depending upon the frequency of
transactions.
• JIT may have certain negative effects on the environment due to the frequent
deliveries as the same would result in higher use and cost of transportation, which in
turn would consume more fossil fuels.
28.
TOTAL QUALITY CONTROL
TotalQuality Control is the organised Kaizen activities involving
everyone in the company, managers and workers in totally integrated effort
toward improving performance at every level. This improved performance is
directed toward satisfying such cross-functional goals as quality, cost,
scheduling, manpower, development, and new product development. It is
assumed that these activities ultimately lead to increased customer
satisfaction.
Total quality control is a broad-ranging set of techniques that are
employed to minimize errors throughout an organization. By doing so, an
organization can greatly improve both its profits and customer satisfaction.
It requires the involvement of employees across the organization who are
empowered to make changes.
29.
TOTAL QUALITY CONTROL
Thisapproach involves a number of concepts, which include:
• The customer’s perception of quality is what matters.
• Error reduction focuses on process improvements.
• Processes must continually be improved, so there is no end to the total
quality control effort.
• There must be continual feedback loops and close integration of
motivational tools with the quality improvement goal.
30.
TOTAL PRODUCTIVE MAINTENANCE
TPM(Total Productive Maintenance) is a holistic approach to
equipment maintenance that strives to achieve perfect
production:
• No Breakdowns
• No Small Stops or Slow Running
• No Defects
In addition, it values a safe working environment:
• No Accidents
31.
THE 5S FOUNDATIONOF TPM
The goal of 5S is to create a work environment that is clean and
well-organized. It consists of five elements:
• Sort: eliminate anything that is not truly needed in the work
area.
• Straighten: organize the remaining items.
• Shine: clean and inspect the work area.
• Standardize: create standards for performing the above three
activities.
• Sustain: ensure the standards are regularly applied.
32.
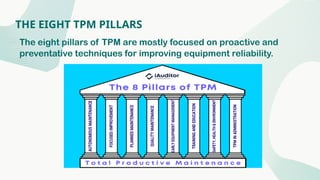
THE EIGHT TPMPILLARS
The eight pillars of TPM are mostly focused on proactive and
preventative techniques for improving equipment reliability.
33.
THE EIGHT TPMPILLARS
1. Autonomous maintenance: Autonomous maintenance means ensuring your
operators are fully trained on routine maintenance like cleaning, lubricating and
inspecting, as well as placing that responsibility solely in their hands.
2. Focused improvement: Focused improvement is based around the Japanese
term “kaizen,” meaning “improvement.” Focused improvement increases
efficiency by reducing product defects and the number of processes while
enhancing safety by analyzing the risks of each individual action and ensures
improvements are standardized, making them repeatable and sustainable.
3. Planned maintenance: Planned maintenance involves studying metrics like
failure rates and historical downtime and then scheduling maintenance tasks
based around these predicted or measured failure rates or downtime periods.
34.
THE EIGHT TPMPILLARS
4. Quality maintenance: The quality maintenance pillar focuses on
working design error detection and prevention into the production
process.
5. Early equipment management: The TPM pillar of early equipment
management takes the practical knowledge and overall understanding
of manufacturing equipment acquired through total productive
maintenance and uses it to improve the design of new equipment.
6. Training and education: Training and education applies to operators,
managers and maintenance personnel. They are intended to ensure
everyone is on the same page with the TPM process and to address any
knowledge gaps so TPM goals are achievable.
35.
THE EIGHT TPMPILLARS
7. Safety, health and environment: Maintaining a safe working
environment means employees can perform their tasks in a safe place
without health risks. It’s important to produce an environment that
makes production more efficient, but it should not be at the risk of an
employee’s safety and health.
8. TPM in administration: A good TPM program is only as good as the
sum of its parts. Total productive maintenance should look beyond the
plant floor by addressing and eliminating areas of waste in
administrative functions.