Download to read offline
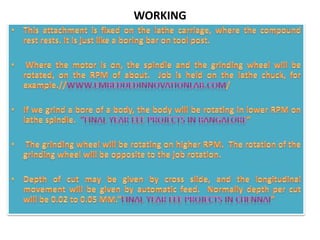


The document discusses the optimization of honing wheel structures to enhance machining accuracy and reduce wear in various grinding processes, particularly in motorcycle engine valves. It presents a motorized grinding attachment designed to improve efficiency and save labor in valve lapping by automating the process. The attachment is compact, cost-effective, and capable of achieving high precision finishes while being compatible with different lathe setups.