Downloaded 402 times
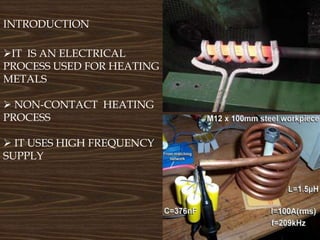
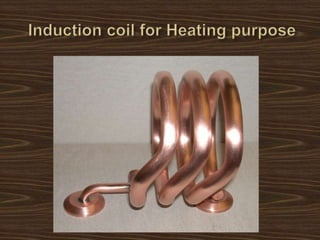
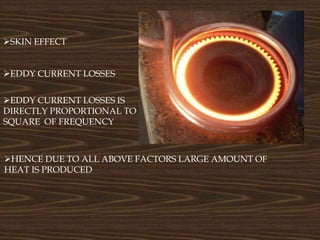
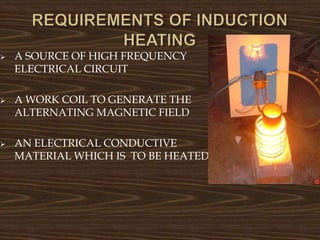
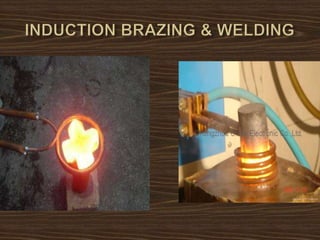
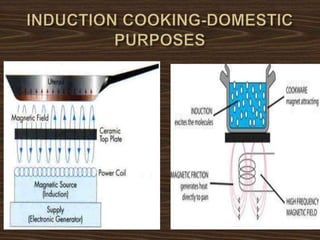



This document provides an overview of induction heating, including its working principle, requirements, and applications. It discusses how induction heating works by generating eddy currents in conductive materials using a high-frequency alternating magnetic field. This causes heating through hysteresis and eddy current losses. Key applications mentioned include induction cooking, welding, brazing, plastic processing, and sealing of food containers.























































































