Downloaded 17 times
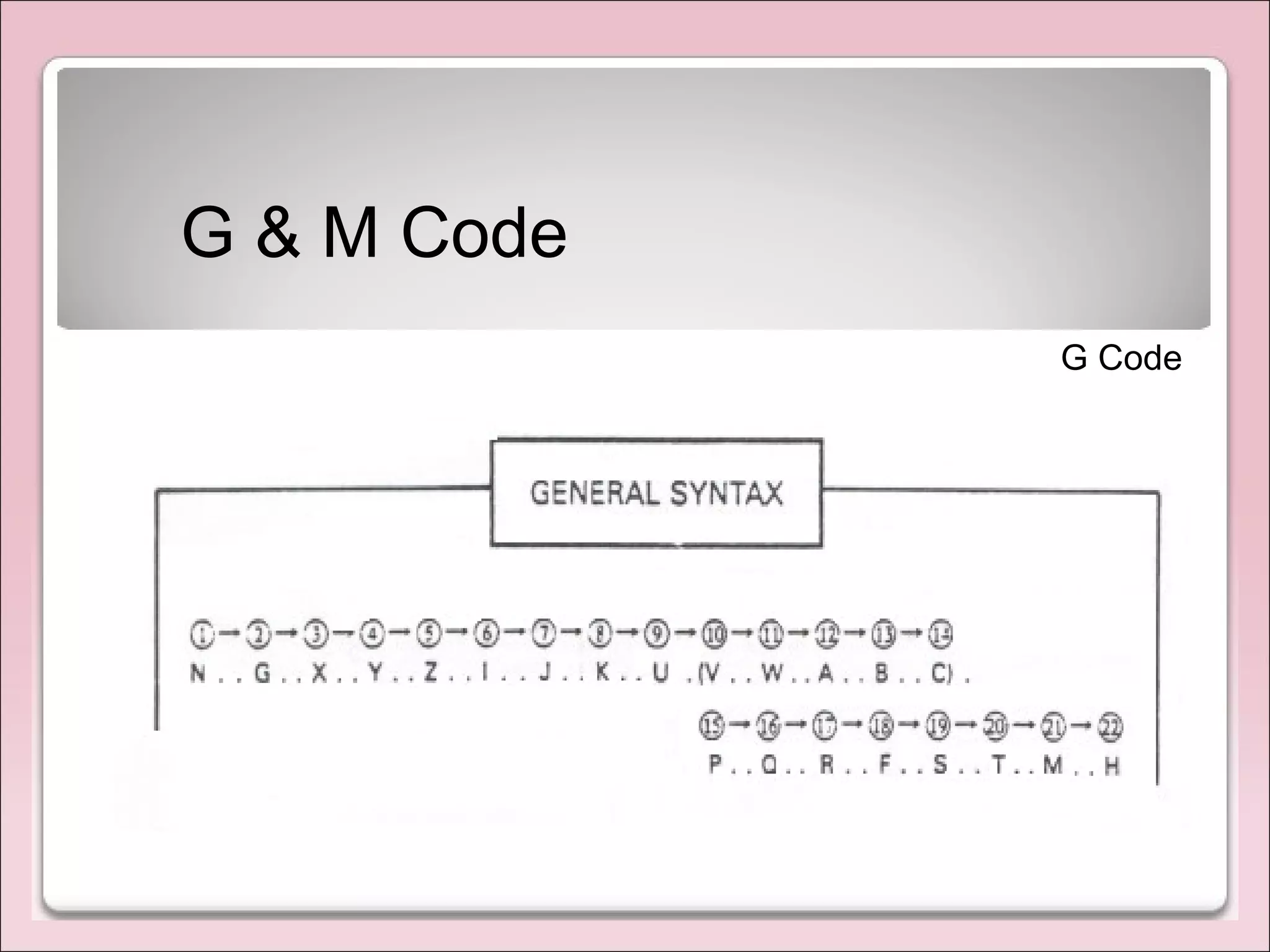
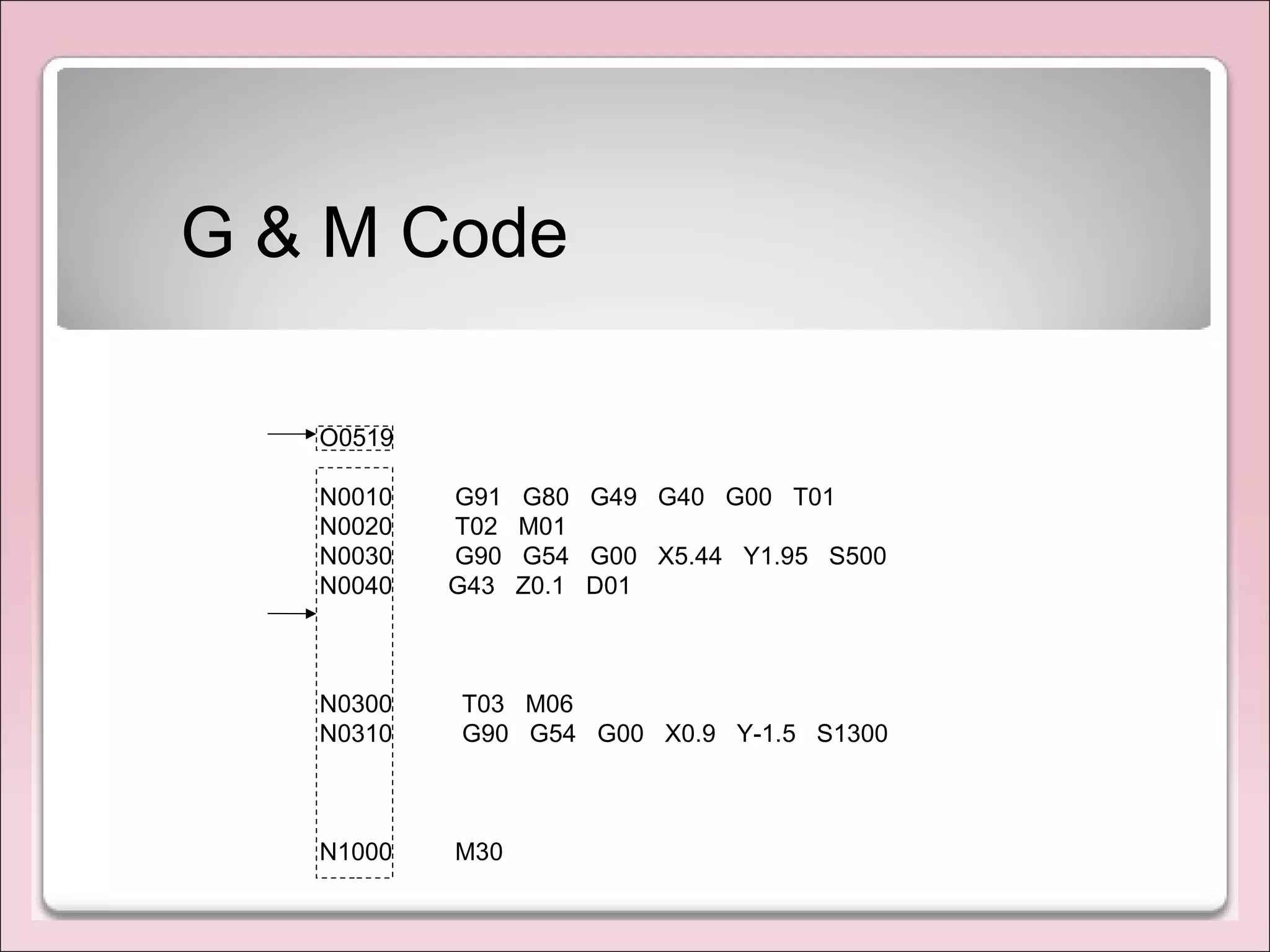
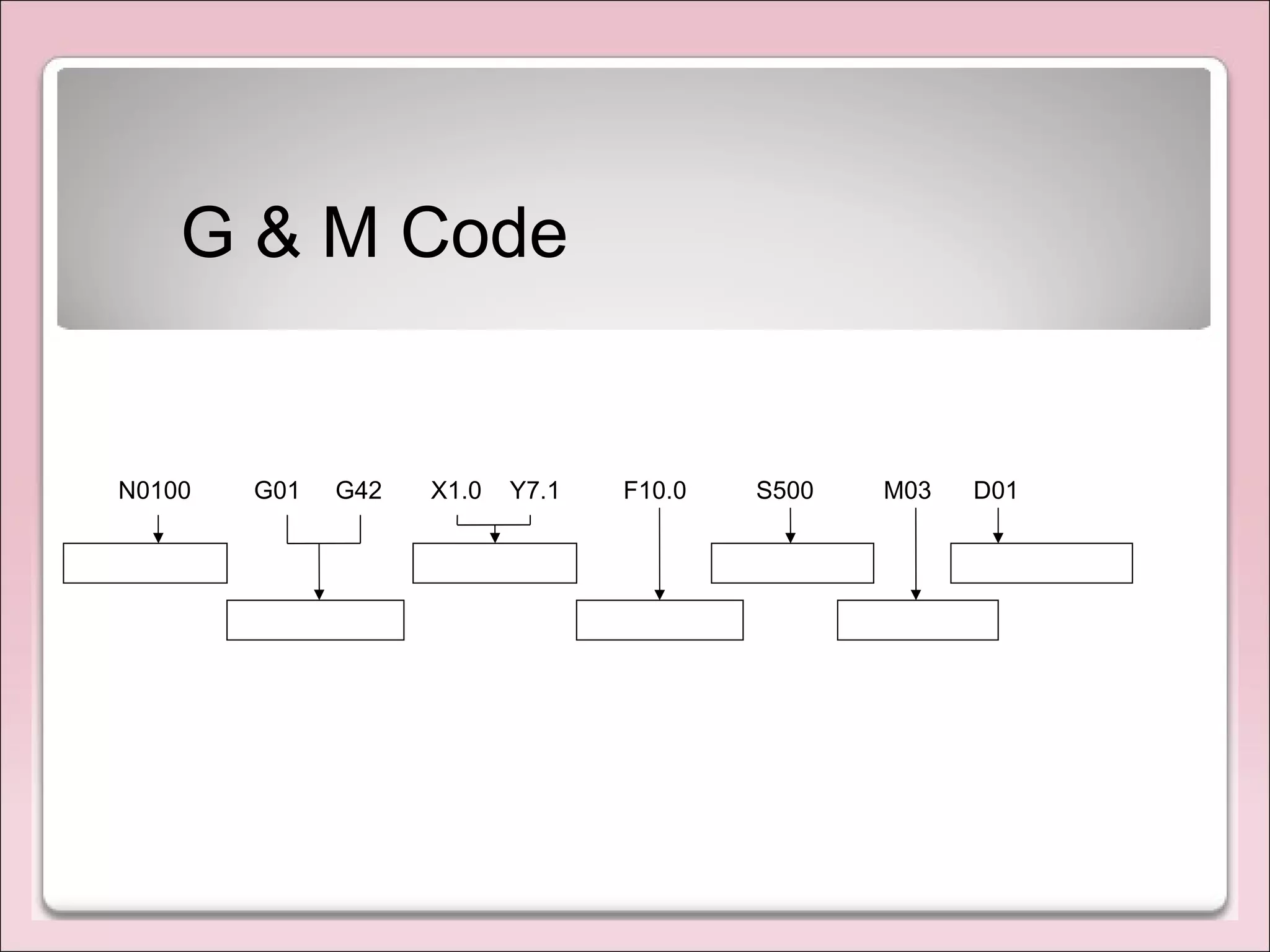
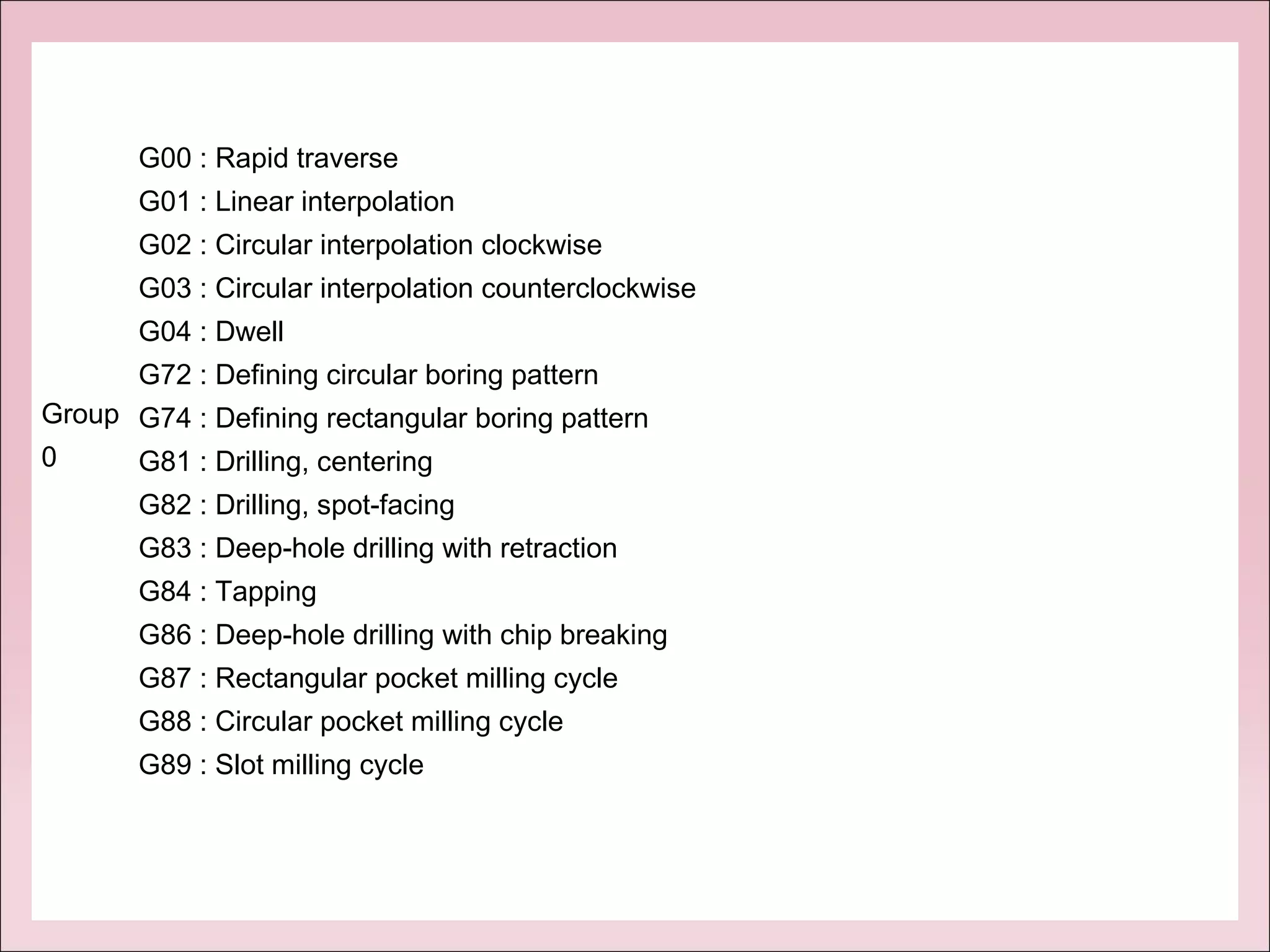
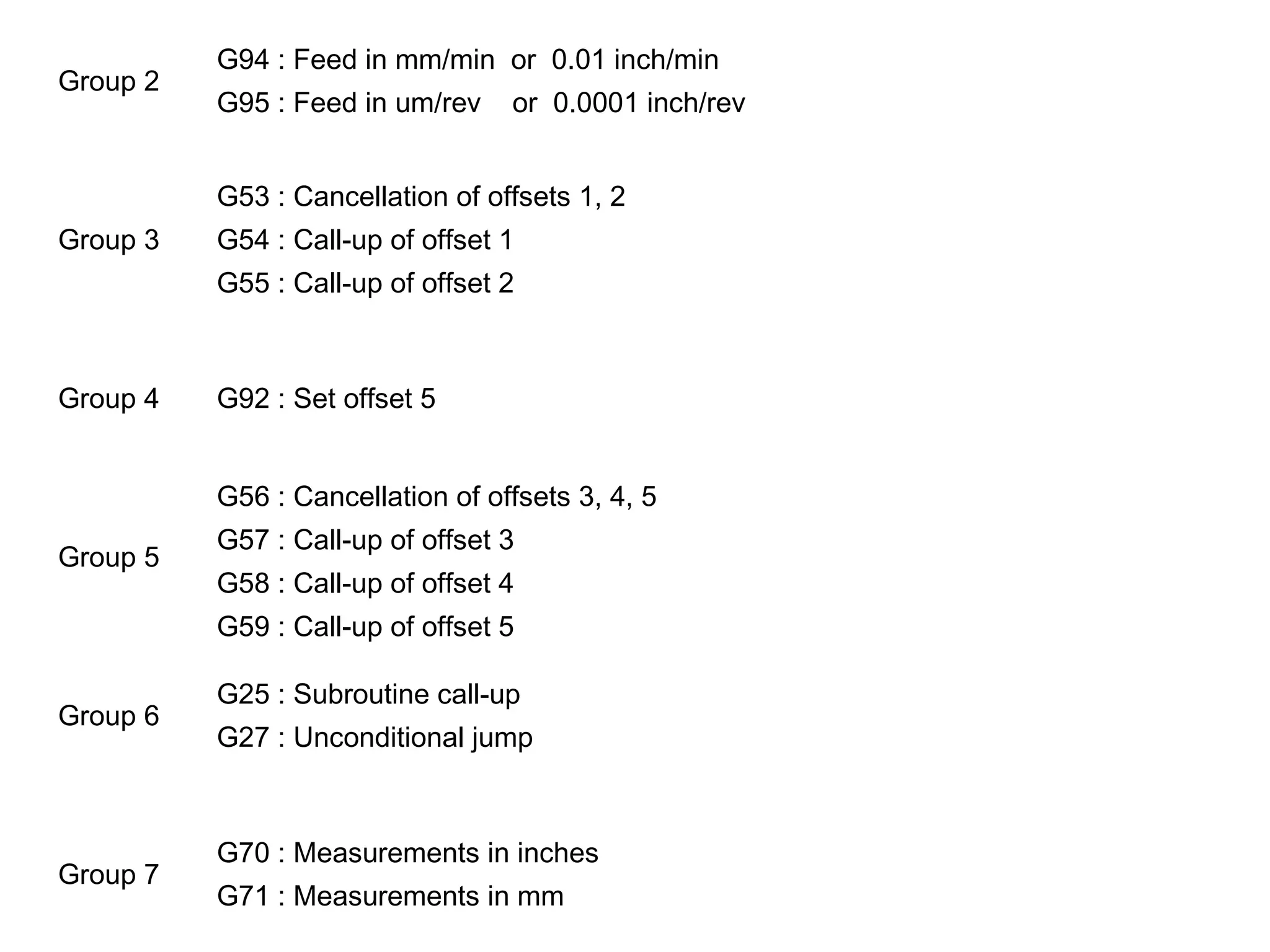
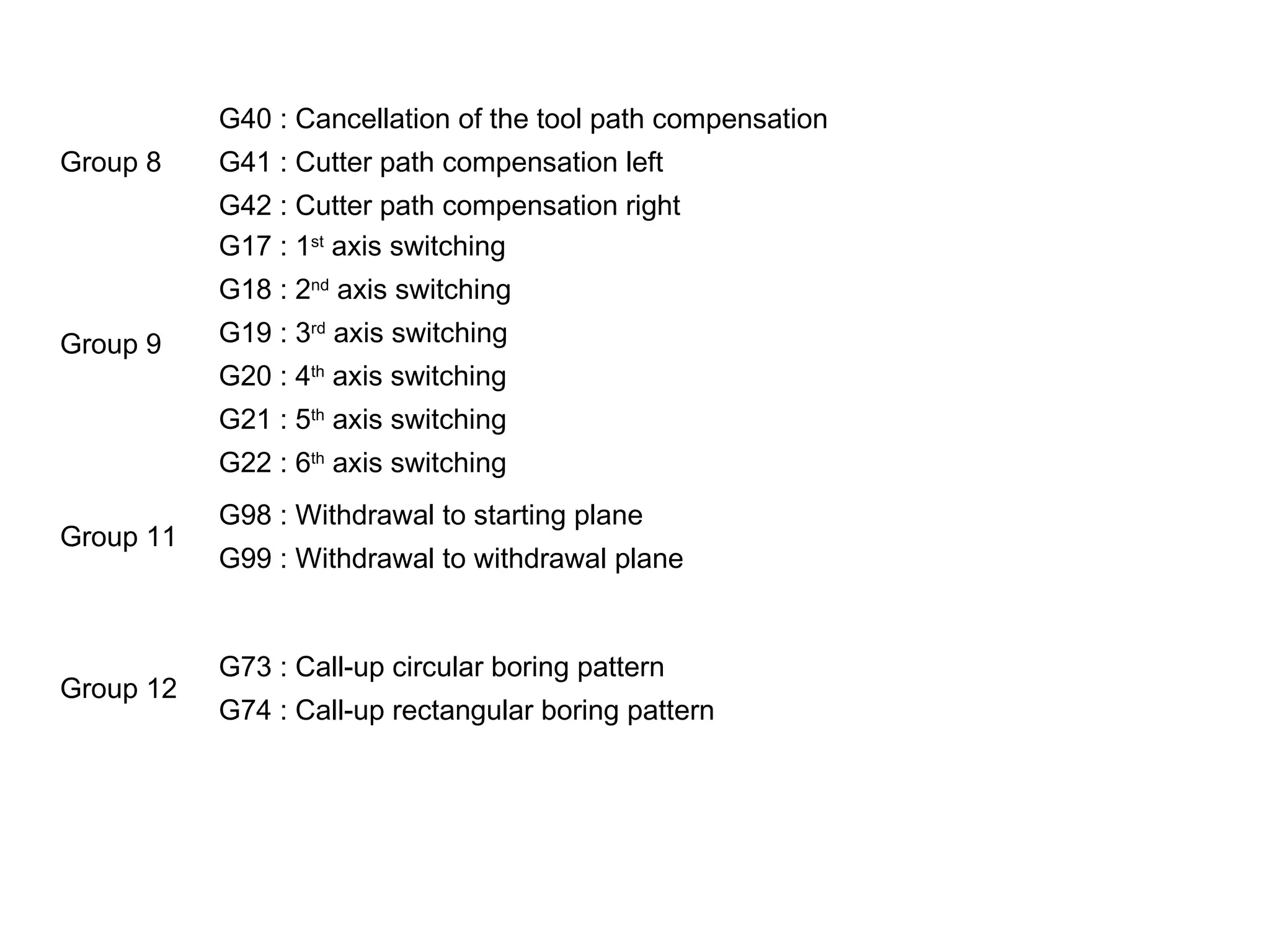
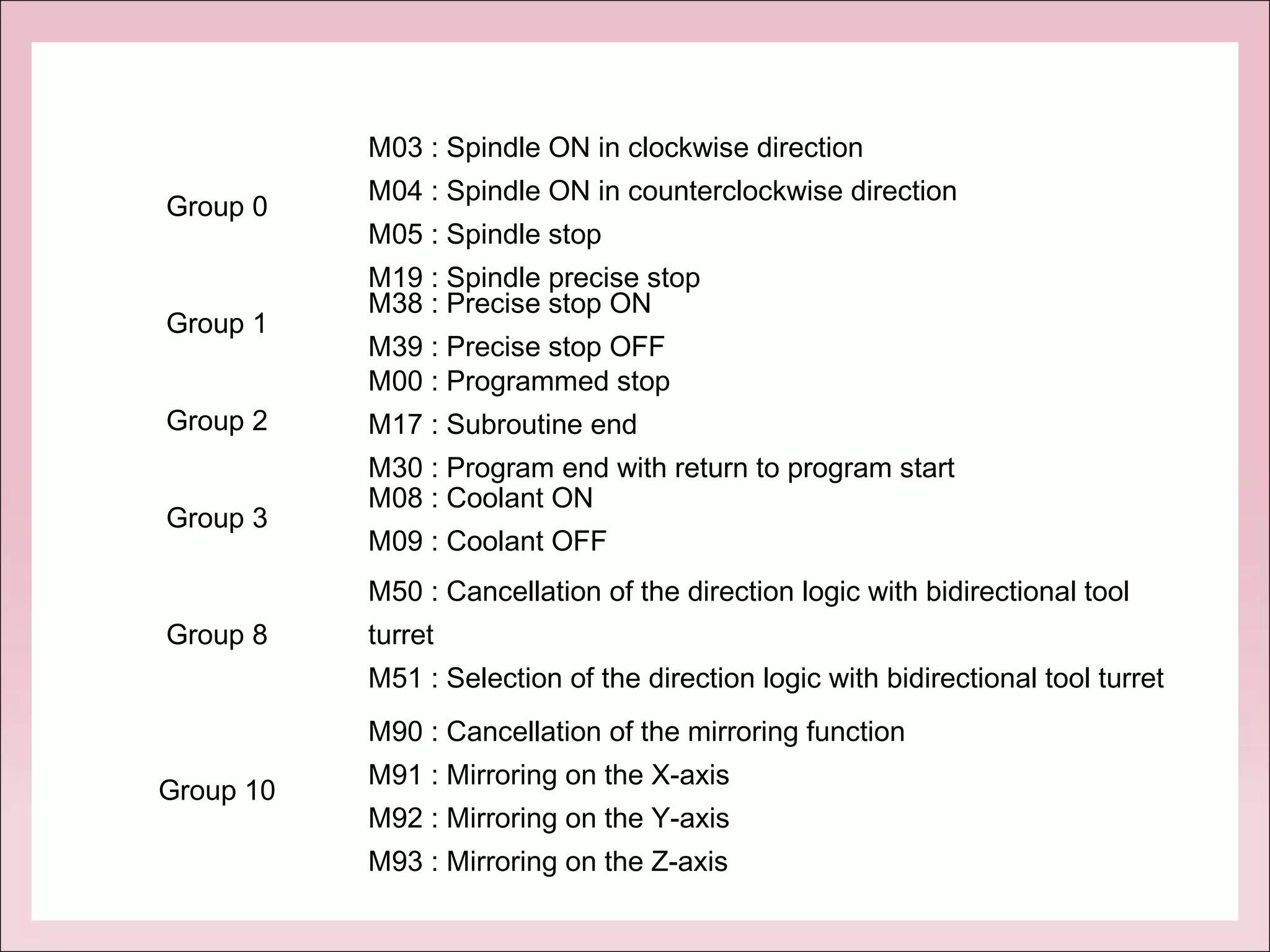
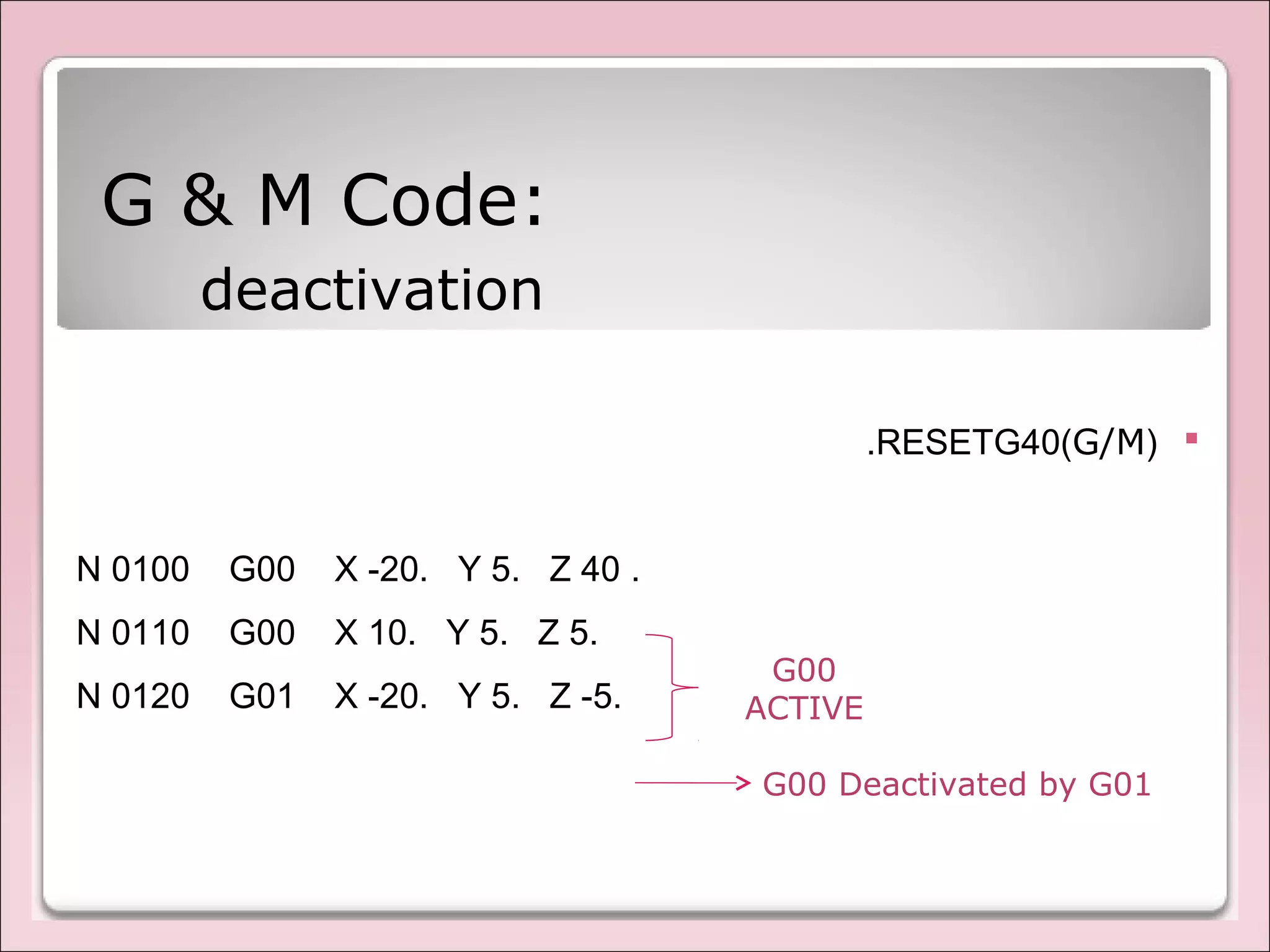
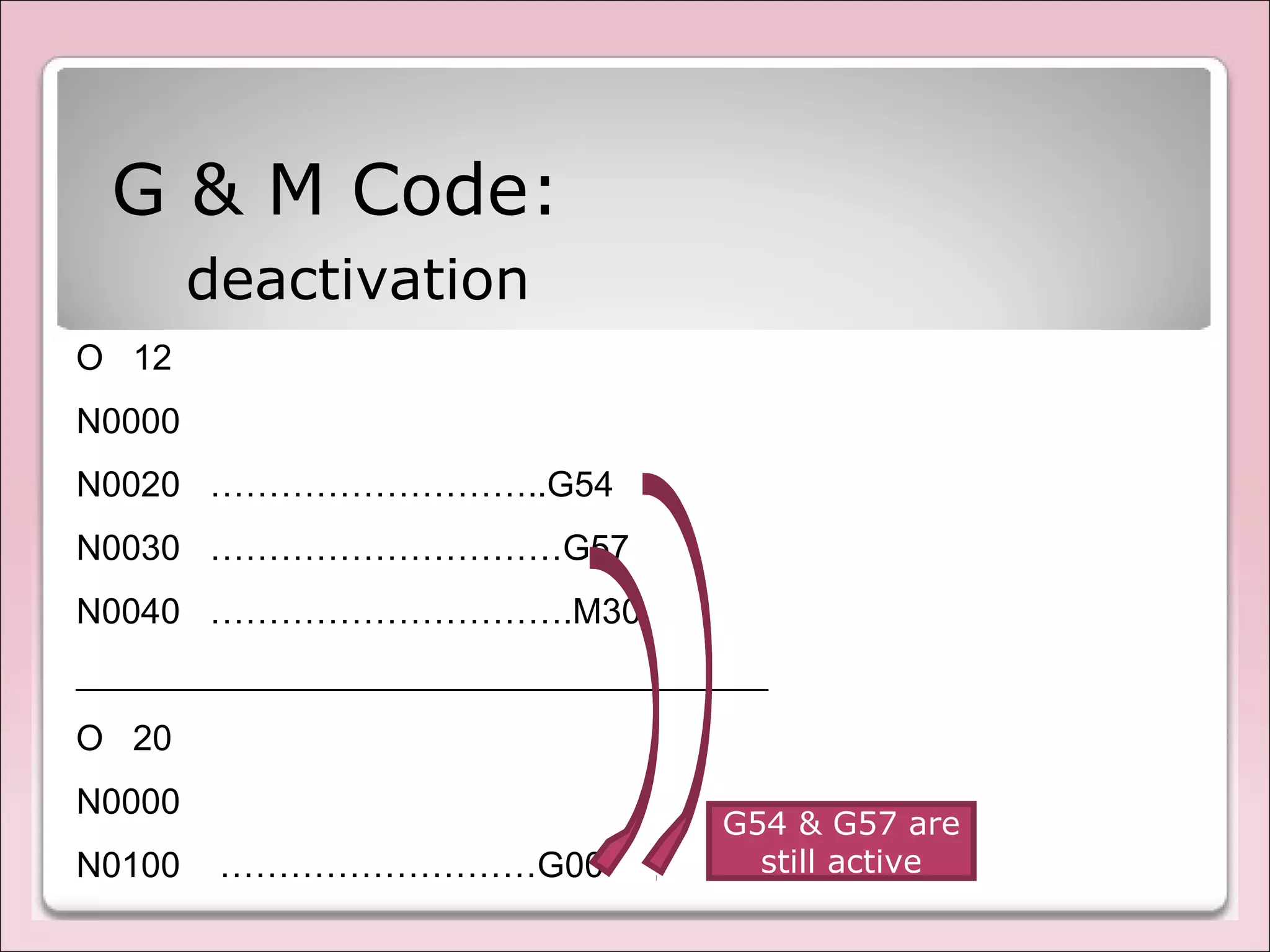
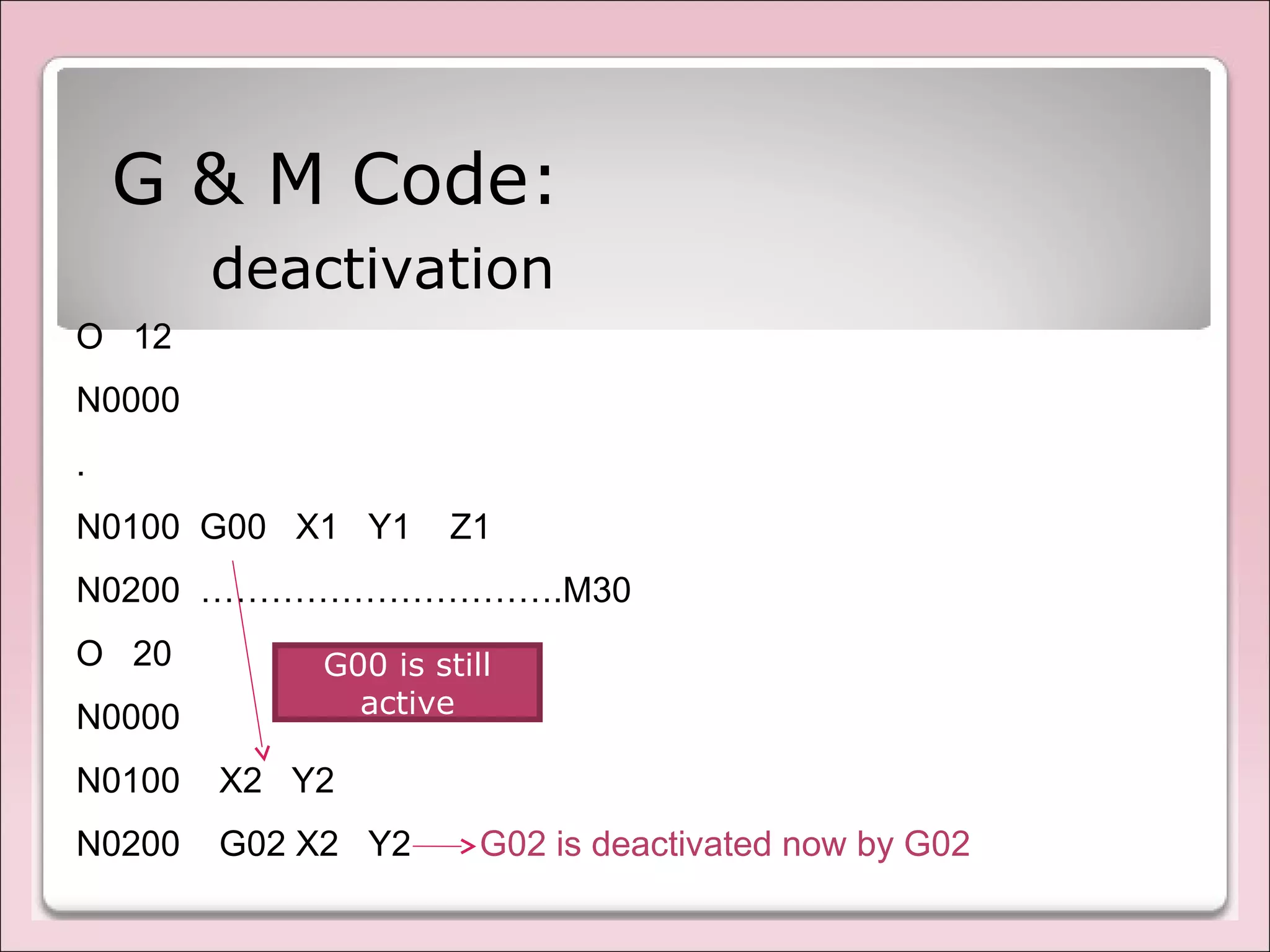
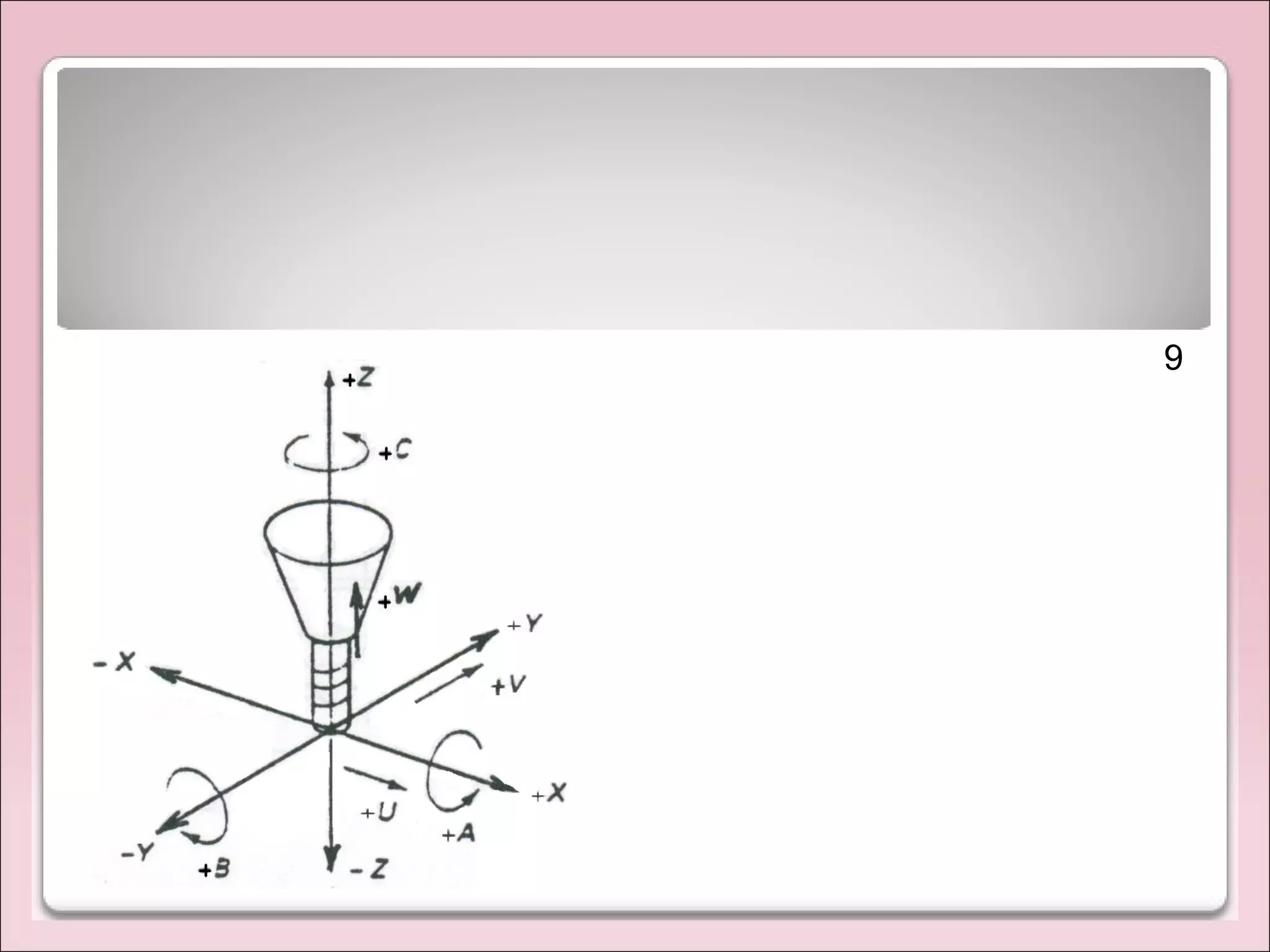
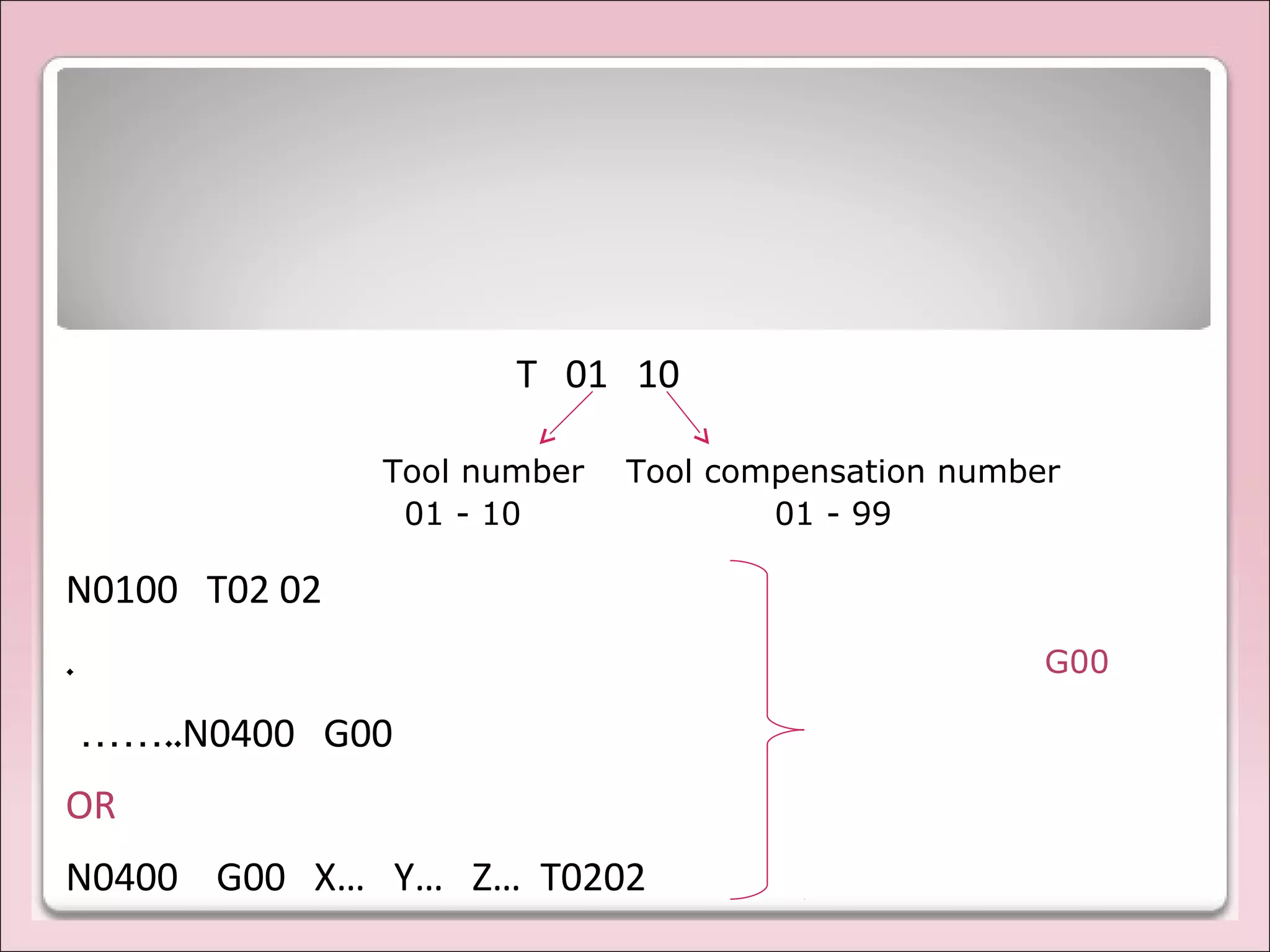
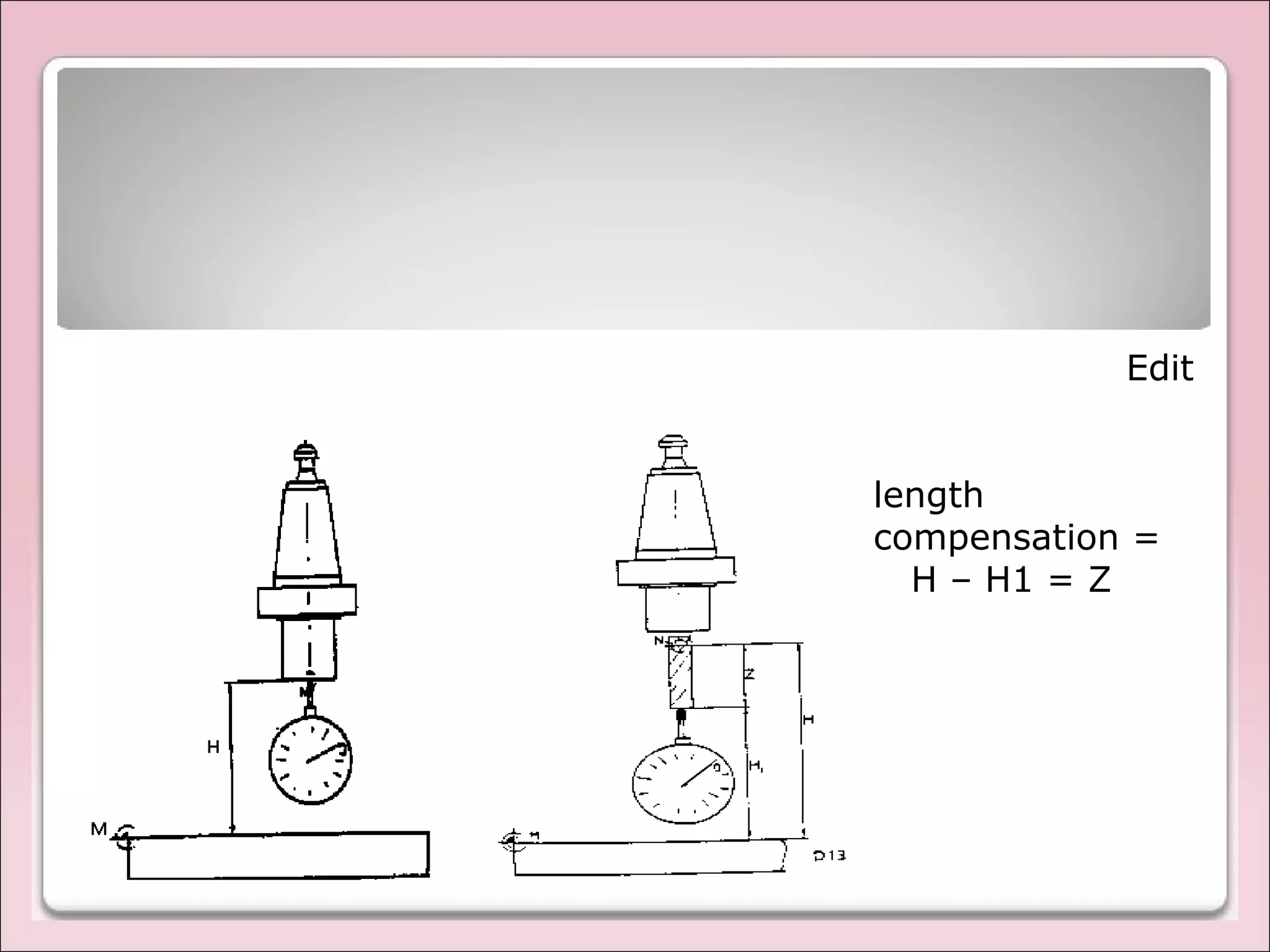

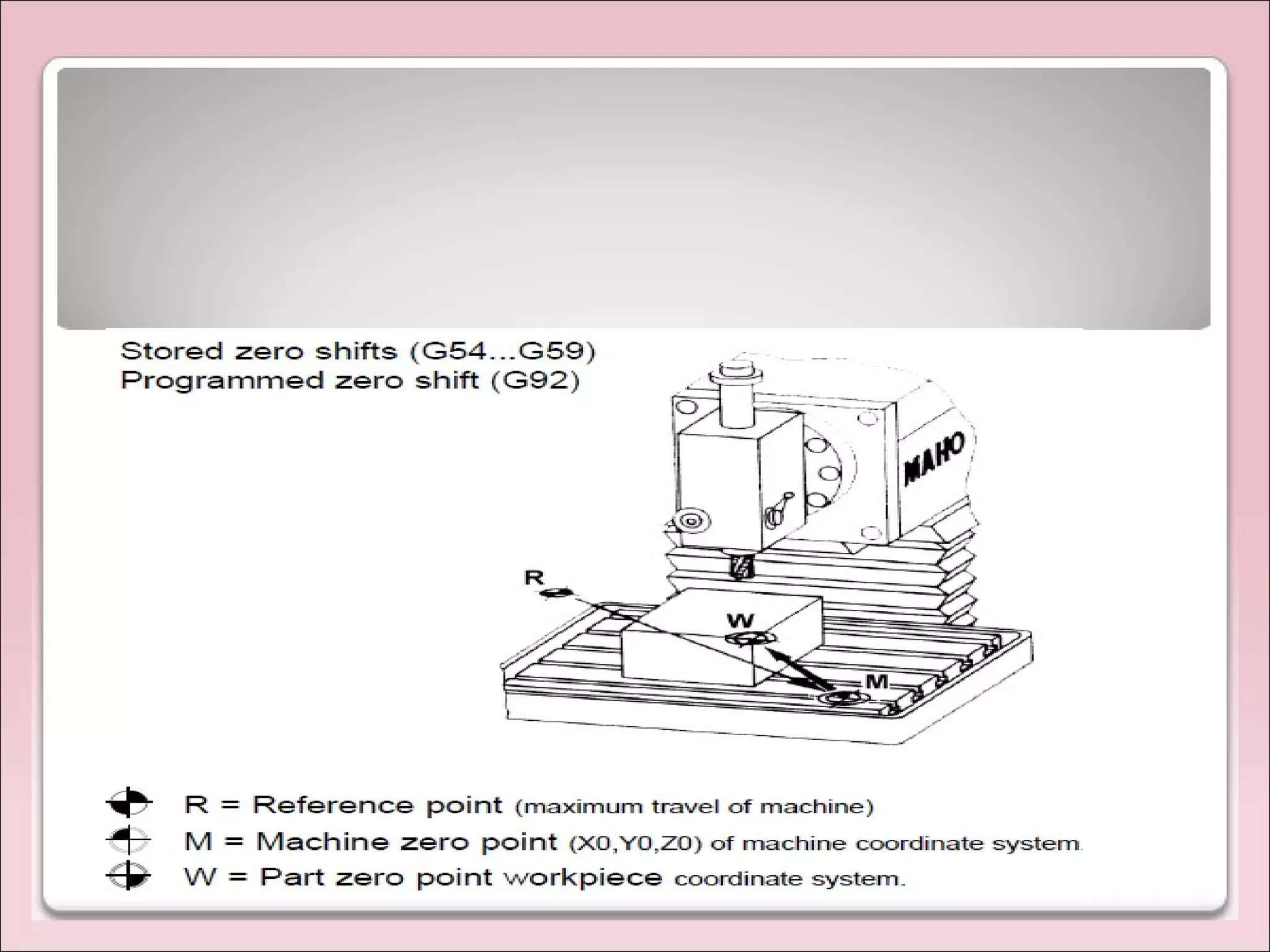


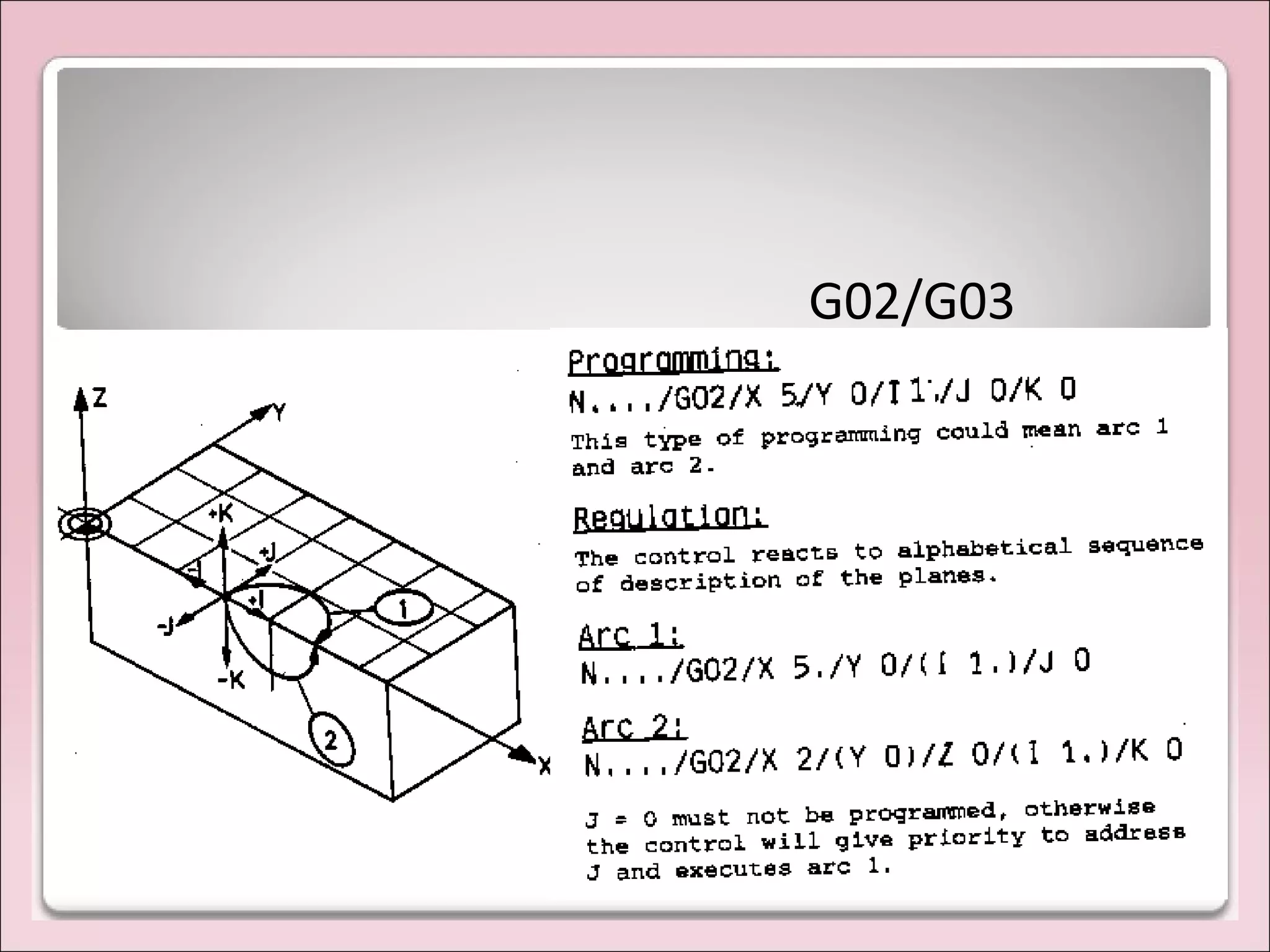
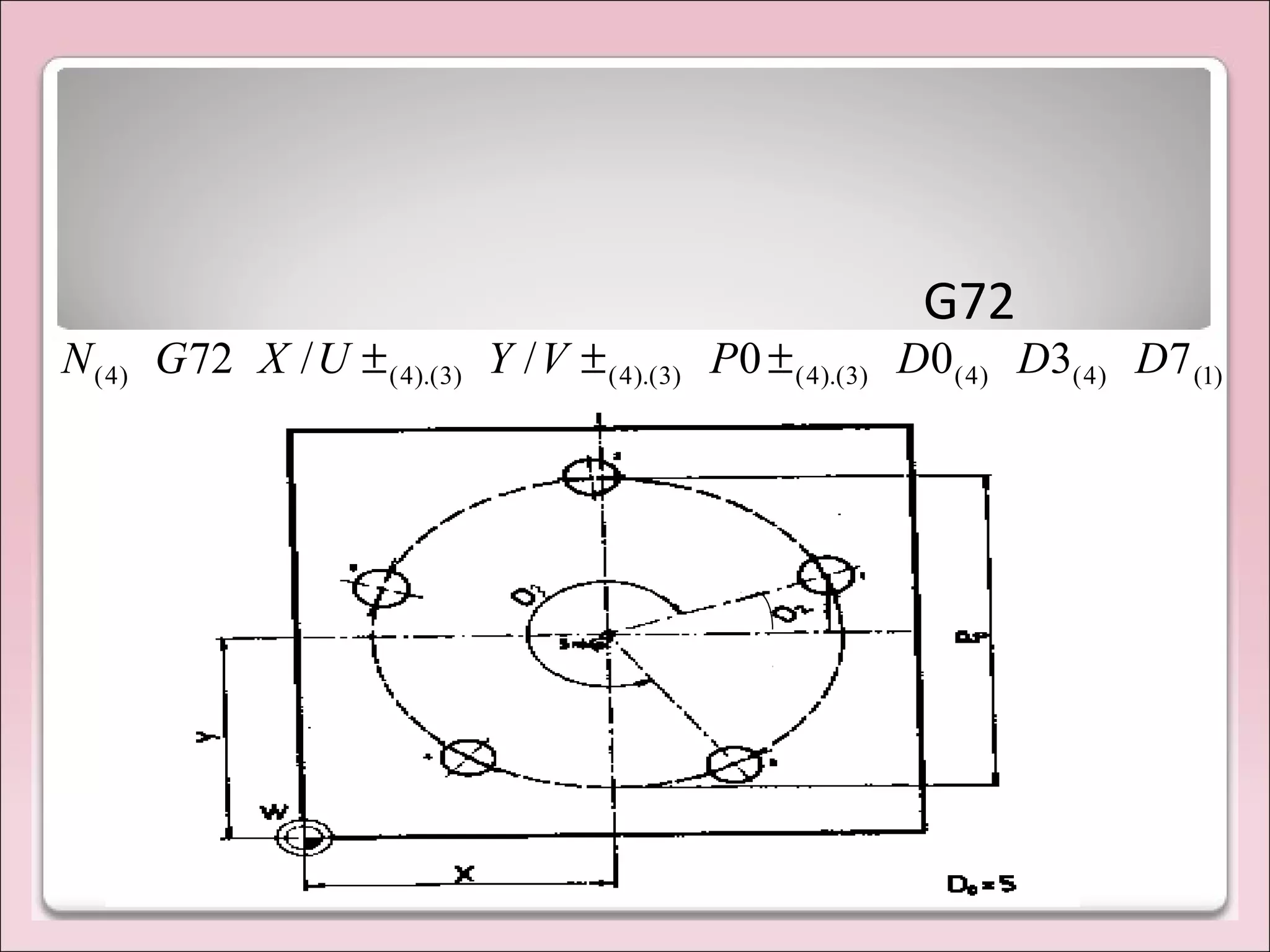
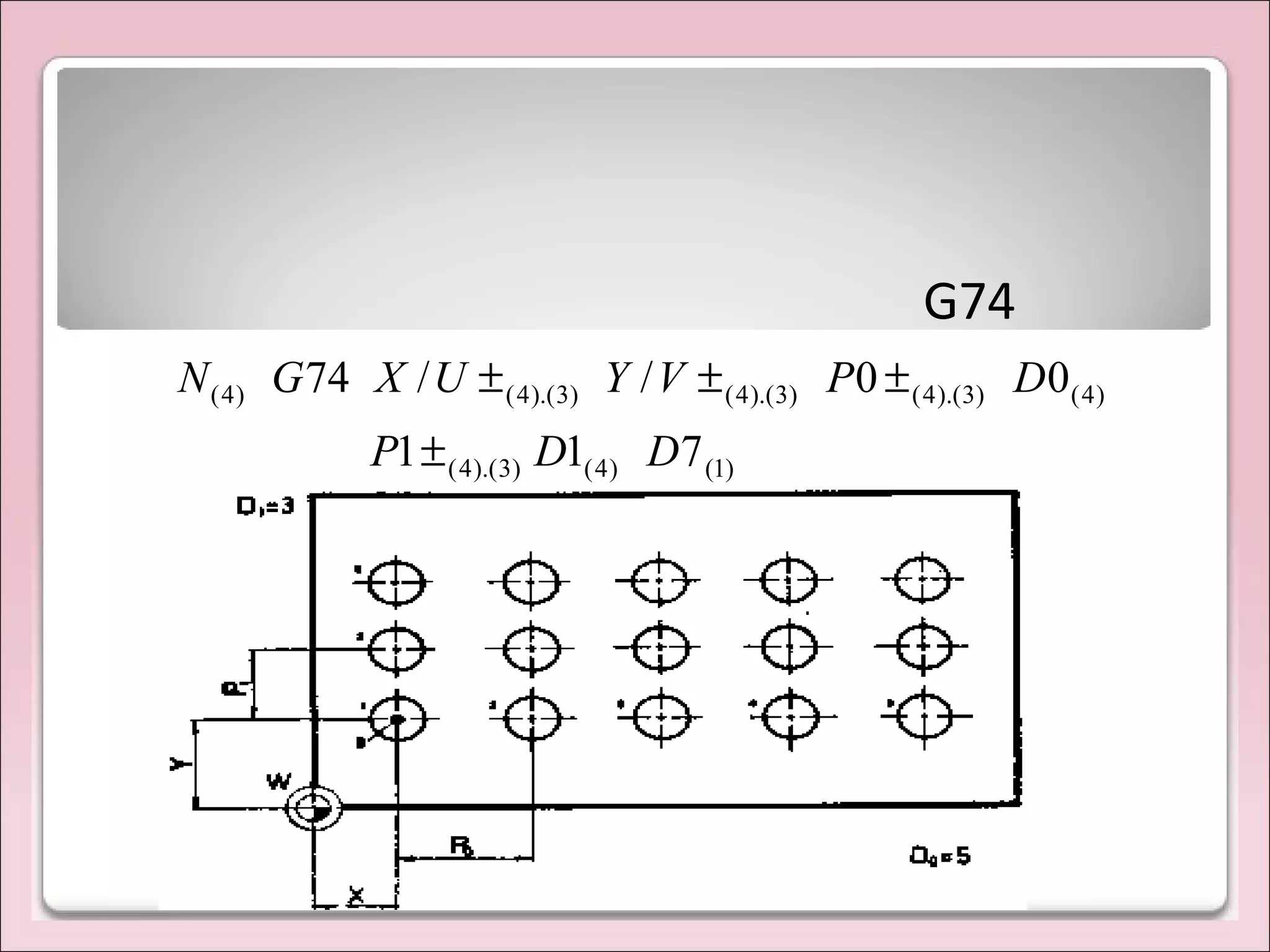
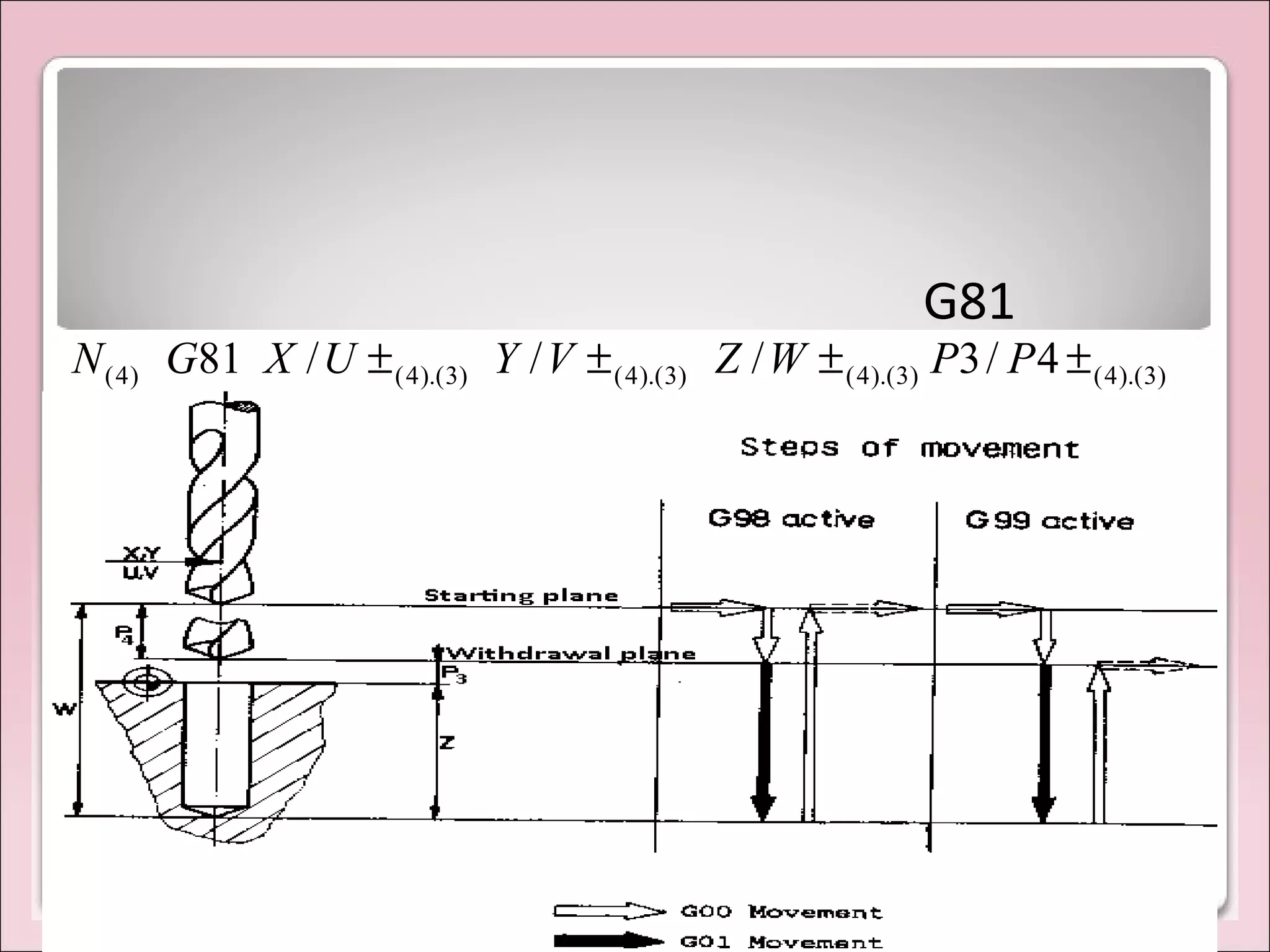

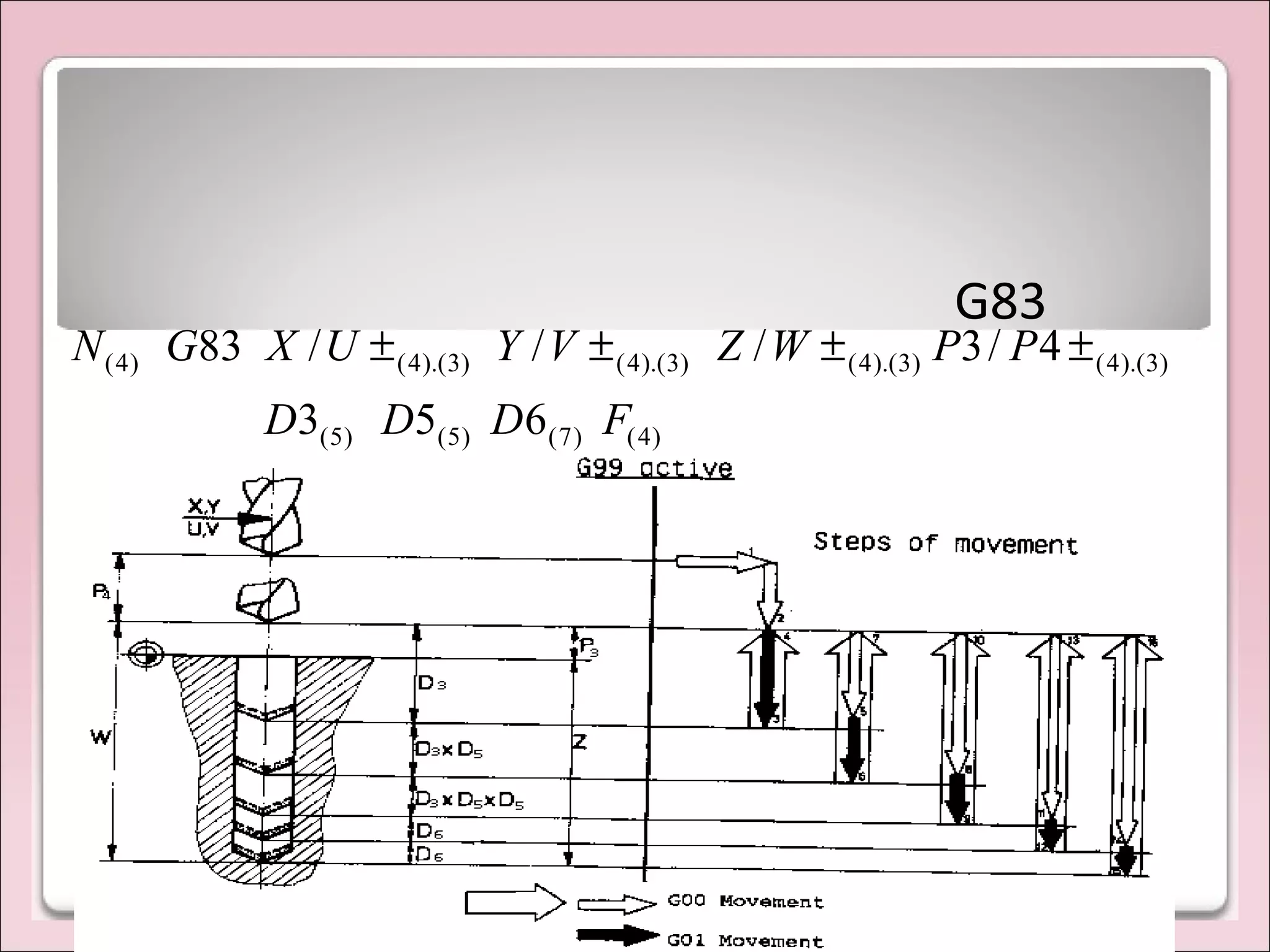

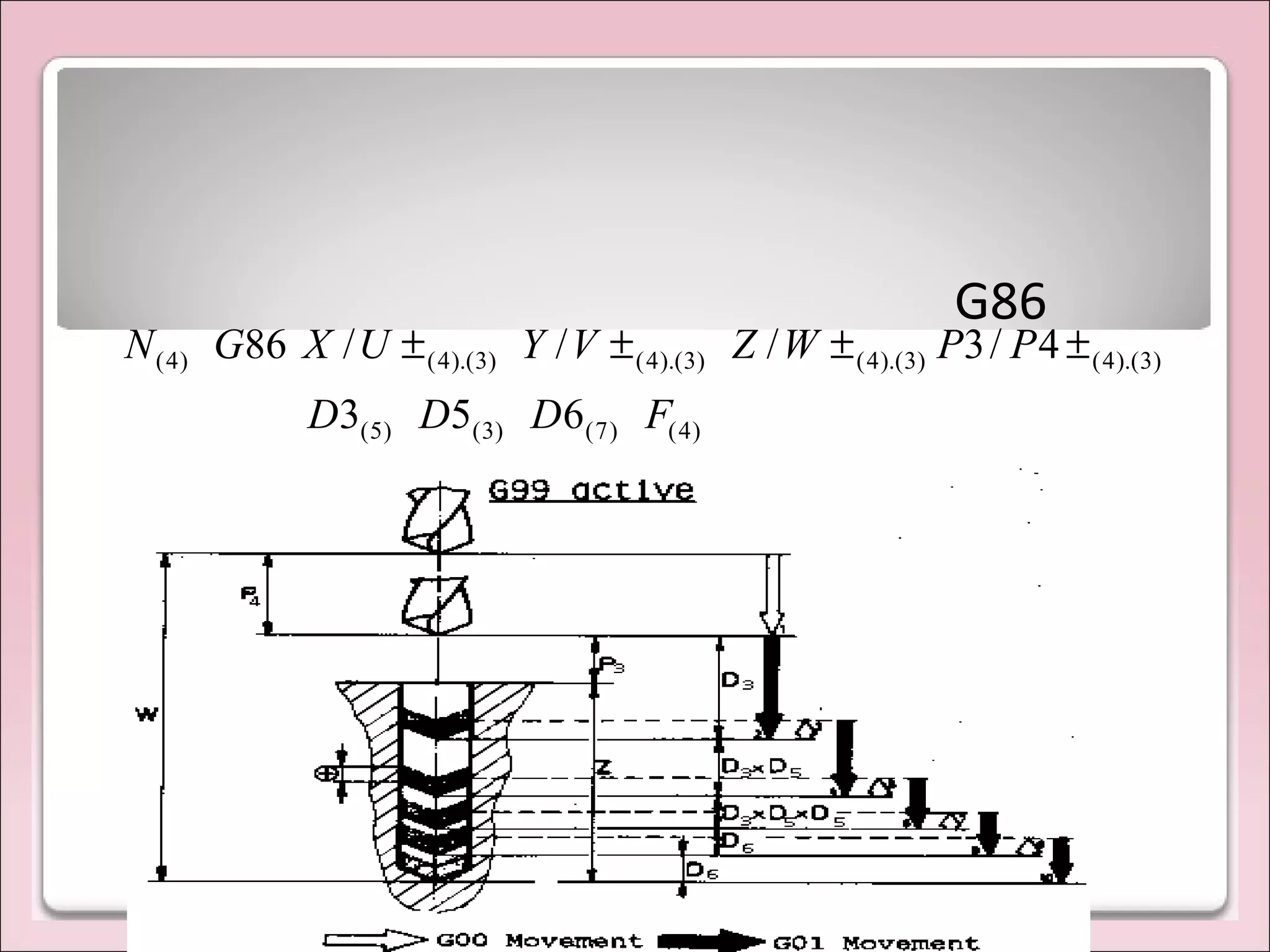
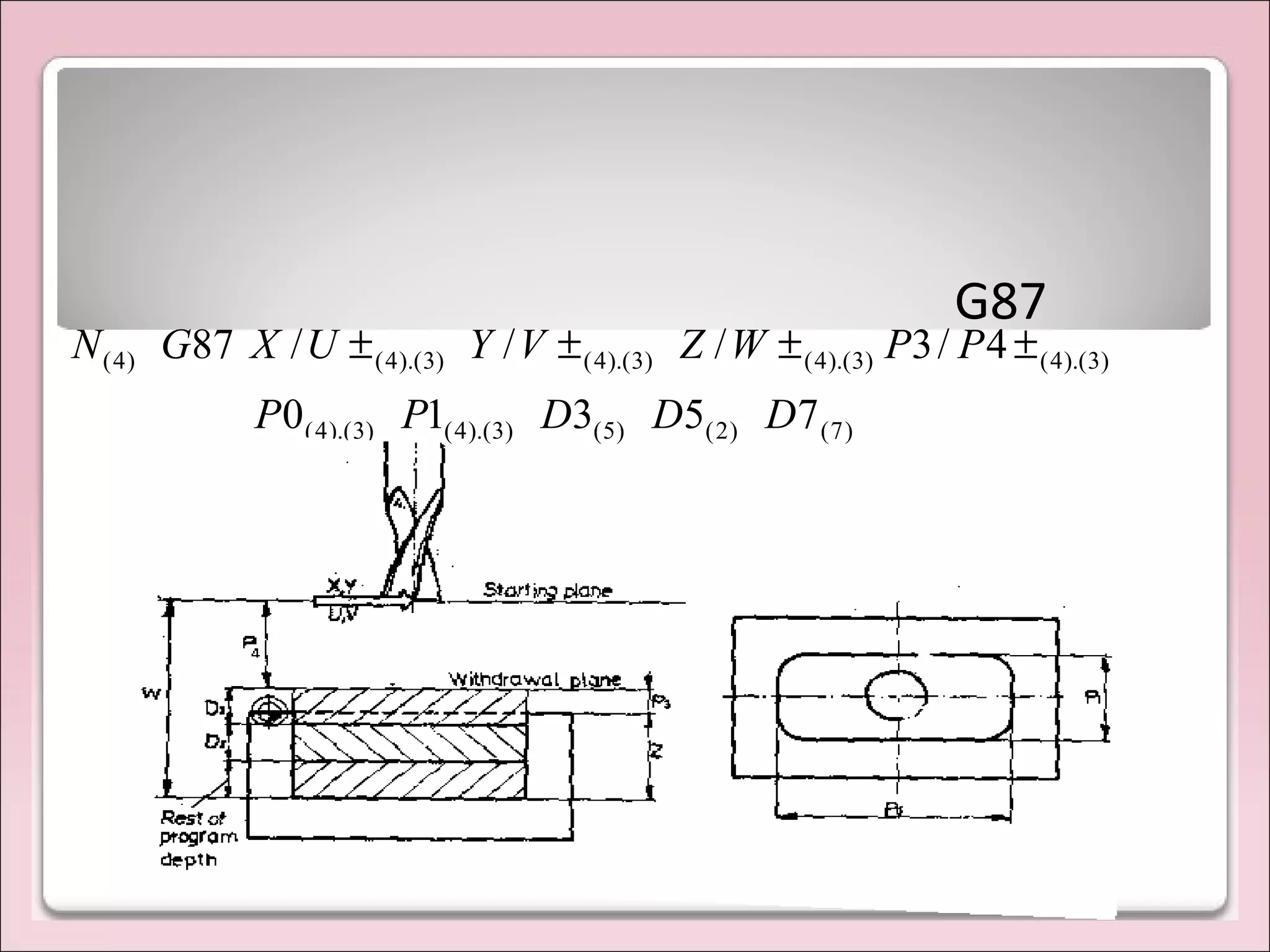
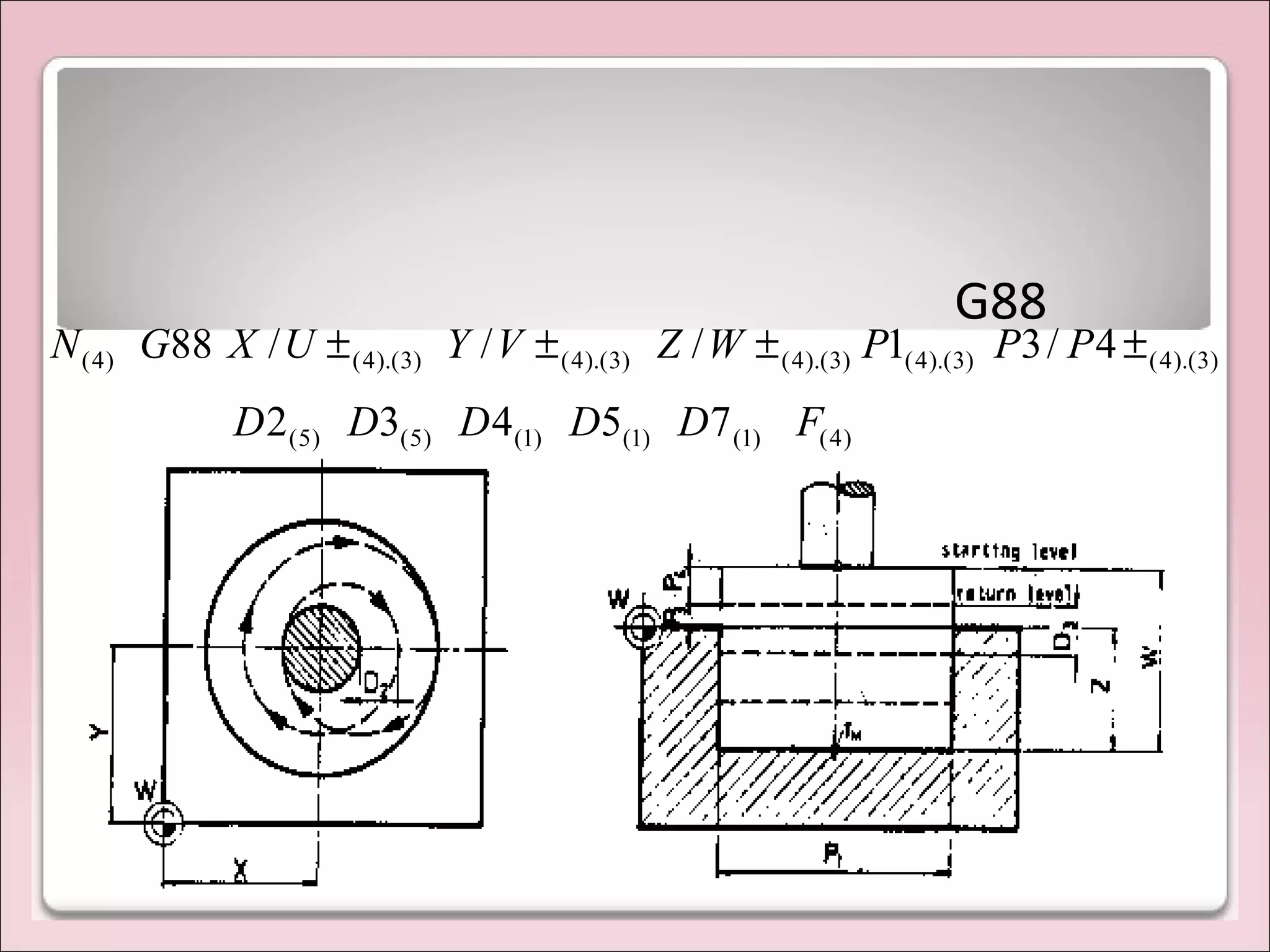
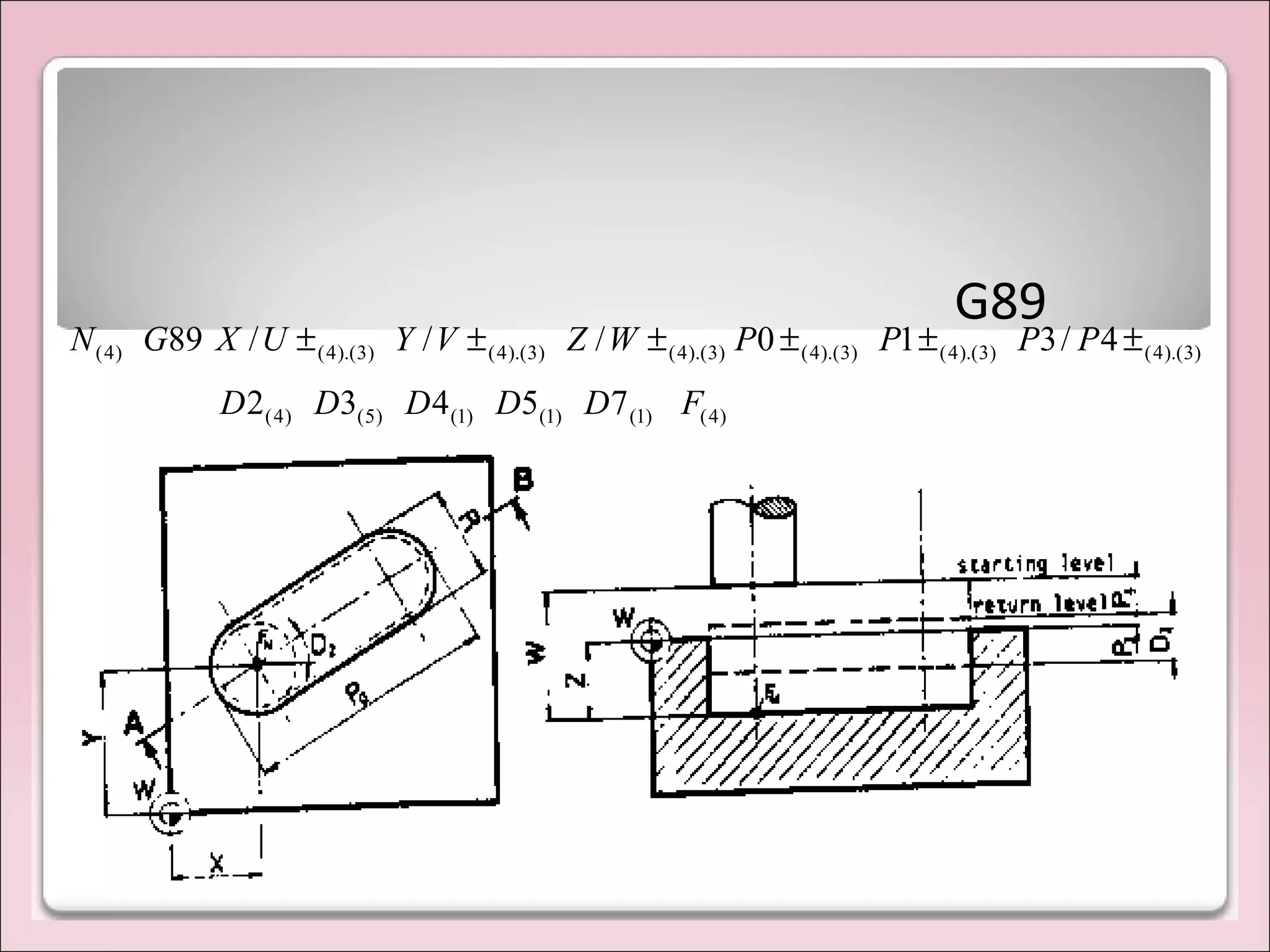

The document discusses G & M codes used in computer numerical control (CNC) and computer-aided manufacturing (CAM). It provides descriptions of common G codes for linear and circular interpolation, drilling cycles, tool compensation, and measurement units. It also describes common M codes for spindle control, stopping, cooling, and mirroring. Examples of G and M code usage in part programs are provided.