
Recommended
Recommended
More Related Content
Similar to G For the exclusive use of A. CAI, 2020.This document .docx
Similar to G For the exclusive use of A. CAI, 2020.This document .docx (20)
More from shericehewat
More from shericehewat (20)
Recently uploaded
Recently uploaded (20)
G For the exclusive use of A. CAI, 2020.This document .docx
- 1. G For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 2 1 Introduction .......................................................................................... 3 2 Essential Reading ................................................................................ 5 2.1 Types of Supply Chains .............................................................. 5 2.2 Types of Decisions in Supply Chains ..................................... 7 2.3 Efficient or Responsive: A Framework for Supply Chain Strategy ............................................................................... 8 2.4 Improving Efficiency: The Bullwhip Effect ........................ 10
- 2. Demand Forecast Updating ................................................... 12 Order Batching ............................................................................ 12 Price Fluctuations ....................................................................... 13 Rationing and Shortage Gaming ........................................... 13 2.5 Improving Responsiveness ..................................................... 16 Delayed Differentiation ............................................................. 17 Read-React Capability ..............................................................18 2.6 Alignment of Incentives ........................................................... 24 2.7 Supply Chain Design .................................................................. 32 Degree of Proximity to Customers ...................................... 32 Degree of Centralization .......................................................... 36 Degree of Flexibility ................................................................... 38 3 Supplemental Reading ..................................................................... 42
- 3. 3.1 Supply Chain Risk Management ............................................ 42 4 Key Terms..................................................................................... ........46 5 Endnotes ............................................................................................... . 47 6 Index ............................................................................................... ......... 49 This reading contains links to online interactive exercises, denoted by a . In order to access these exercises, you will need to have a broadband Internet connection. Verify that your browser meets the minimum technical requirements by visiting http://hbsp.harvard.edu/list/tech-specs. Copyright © 2014 Harvard Business School Publishing Corporation. All rights reserved. To order copies or request permission to reproduce materials (including posting on academic websites), call 1-800-545-7685 or go to http://www.hbsp.harvard.edu Table of Contents For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020
- 4. to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 3 1 INTRODUCTION he supply chain for a product is the network of organizations and activities involved in its production and distribution. A car’s supply chain, for example, comprises auto dealers, factories, component suppliers, semiconductor and electronics producers, steel producers, plastics and chemicals manufacturers, logistics service providers, and so on. All of these organizations are directly involved in the flow of materials and services necessary for the production and distribution of a car. Other organizations, such as information technology service providers and supply chain analytics companies, play crucial supporting roles. Traditionally, organizations in a supply chain have focused on their internal operations without worrying about coordinating their activities with supply chain partners. Even within an organization, activities are often housed in functional silos, such as procurement, manufacturing, sales, and distribution. Each functional manager focuses on improving the operations within his or her scope while taking the requirements of other supply chain members as given. To exert control over activities within their scope, organizations actively buffer themselves from suppliers and customers by establishing
- 5. rigid rules of interaction. For example, they may set long lead times and minimum order sizes for customers so that they can manage their factory operations efficiently, or they may impose penalties for nonfulfillment of procurement orders so that their suppliers carry sufficient inventory. However, academic research and industry experience beginning in the mid-1980s have shown that organizations in a supply chain cannot exist in isolation; they neither have control over their costs and profits nor are they able to manage their risk alone. Instead, all organizations need effective supply chain management to coordinate across organizational and functional boundaries. The supply chain function is responsible for facilitating such coordination. It involves making decisions regarding supply chain design, sharing information about demand and product availability with other members, integrating production and distribution decisions, setting up long-term supplier relationships, writing contracts to share the risks of demand and price uncertainty among organizations, reducing lead time, and so on. In recent years, various forces have heightened the importance of supply chain management. Increasing product variety and shortening product life cycles have spurred organizations to adopt new and innovative supply chain designs that are more responsive to customers’ needs. The sharing of information and the emergence of new technologies
- 6. such as RFID (radio-frequency identification) have enabled firms to collaborate with one another and to function like an integrated entity, reducing waste in the supply chain and decreasing time to market. Globalization and the growth of emerging markets, especially China, have lengthened and fragmented supply chains, renewing the focus on supply chain design. The Internet is creating new methods of selling and of configuring supply chains, turning customers into savvy purchasers. Natural disasters, accidents, contamination, and global recession have turned the spotlight on supply chain risk T For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 4 management, which is now managed at an organization’s most senior levels. And concerns about environmental sustainability and impact have forced all organizations to take responsibility for the entire life cycles of their products, wherever they may be in the supply chain.
- 7. In the Essential Reading, we discuss the principles of supply chain management in the context of these developments. We address questions such as: • What are different types of supply chains? How do they fit different product market requirements? • What should be the goal of a supply chain—efficiency or responsiveness? • How can a supply chain be coordinated across all organizations and activities to deliver greater value? • What should be the supply chain footprint of an organization? • What are the sources of supply chain risk, and how can this risk be managed? In Sections 2.1 and 2.2 of this reading, we define terminology by describing the types of supply chains and decisions in supply chain management (SCM). Section 2.3 introduces two broad supply chain designs—physically efficient and market responsive— which are distinguished by product market characteristics and performance requirements. Section 2.3 also describes methods to improve the efficiency of a supply chain by mitigating the bullwhip effect, sharing information, and coordinating decisions across partners, and presents methods to make a supply chain more responsive, such as
- 8. delayed differentiation and read-react capability. In Section 2.5, we explain how the incentives of organizations in a supply chain can be aligned to facilitate collaboration and maximize total profits. Finally, in Section 2.6 we describe the elements of supply chain design, focusing on the trade-offs that lead to different footprints in different situations. In the Supplemental Reading, we explore sources of supply chain risk and methods for mitigating it—a topic that has gained visibility in recent years because of increased globalization, attention to natural disasters, and political and terrorism-related risks. For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 5 2 ESSENTIAL READING Contrary to what the term suggests, a supply chain is usually a complex network. Figures 1 through 3 show some common types of supply chain networks, characterized by the number of stages in each; the number of facilities, or locations, at each stage; and their
- 9. linkages. A serial supply chain, the simplest kind, moves products through sequential stages, each served by a single facility. The well-known Beer Game, played in many supply chain management courses, is a four-stage serial supply chain consisting of a factory, a distributor, a wholesaler, and a retailer.a We will consider serial supply chains in many sections in this reading because they provide a simple context to illustrate concepts. In the serial supply chain in Figure 1, the factory produces goods and sells them to the distributor, the distributor sells to the wholesaler, the wholesaler sells to the retailer, and the retailer fulfills customer demand. Each location makes decisions about how much quantity to procure from the upstream supplier (or, in the case of a factory, how much to produce) in order to serve the demand from the downstream customer at minimum cost. Upstream and downstream are relative terms: Goods generally flow from an upstream location to a downstream one. Arrows in the diagram show the flow of goods from the factory toward the retailer. Dashed lines show the flow of information, which can move both upstream and downstream. For example, purchase orders flow from the retailer toward the factory, whereas information on production schedules, fulfillment lead times, and availability of inventory flows in the opposite direction. Figure 1 Serial Supply Chain Factors such as the nature of products and the number of
- 10. suppliers and customers pull an organization away from a serial supply chain. A distribution supply chain, shown in Figure 2, has one upstream location, such as a factory or a warehouse, which supplies several downstream locations that serve retail customers. The downstream supply chains of retailers, pharmaceutical companies, and consumer packaged goods manufacturers are typically distribution supply chains. An assembly network, shown in Figure 3, has many suppliers whose products are combined into one complex product in the downstream stage. The procurement function of a manufacturing organization is typically an assembly network. Such a supply chain is useful when a buyer firm creates a portfolio of suppliers differentiated by cost, quality, or responsiveness. It also represents the upstream supply chain of a retailer that purchases different products from specialized manufacturers. a A variation on this kind of supply chain is when a small supplier has a single large customer. 2.1 Types of Supply Chains For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020.
- 11. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 6 Figure 2 Distribution Supply Chain Figure 3 Assembly Network Most actual supply chains are combinations of serial, distribution, and assembly stages. Moreover, in some supply chains, goods flow both upstream and downstream. For example, manufacturers that recycle their products have closed- loop supply chains that not only supply products to customers but also take back used merchandise for recycling or remanufacturing. Logistics service providers such as UPS and FedEx, which handle arbitrary physical flows between any pair of locations, have streamlined their operations by designing their supply chains according to a hub-and-spoke model: Packages are fed from local facilities (spokes) to centralized facilities (hubs), where they are sorted and forwarded to their destinations. Supply chains are said to be differentiated or fragmented when different stages are owned by different organizations and to be vertically integrated when many stages are internal to one organization. Most supply chains are vast and global. Multinational corporations manage supply chains that consist of many internal facilities as well as For the exclusive use of A. CAI, 2020.
- 12. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 7 external suppliers and customers. Different firms in an industry can differ in their supply chain configurations. For instance, consider two clothing retailers, American Apparel and Forever 21, both U.S. chains based in Los Angeles. American Apparel is vertically integrated—it produces knitwear in its own factory and then ships products to its own stores. Forever 21, in contrast, subcontracts manufacturing with suppliers all over the world.1 The supply chain decisions of an organization affect its logistics costs, inventory costs, and labor costs. Logistics costs are incurred in the movement of goods across locations; inventory costs are incurred in the storage of inventory in distribution centers, warehouses, and retail locations; labor costs are incurred in the handling of goods throughout the supply chain. All these costs add up to a substantial fraction of the total cost of a product sold by a firm. Supply chain decisions also have revenue implications when they improve product availability and increase the speed of introduction of new
- 13. products. Because of these broad cost and revenue implications, supply chain managers can realize many types of objectives through their decisions: reducing cost, improving product availability, minimizing risk, and reducing the cost to the environment. Supply chain decisions can have either short- or long-term timeframes. Short-term decisions involve procurement and production decisions, that is, the quantities of various products and components to procure from upstream locations and the quantities of finished goods, if any, to produce in order to serve demand. Such decisions are often taken on a daily or weekly basis. Tools such as those described in Core Curriculum: Managing Inventory (HBP No. 8016) are commonly used to make those decisions. In large organizations, procurement and production decisions are executed through a multifunctional process called Sales and Operations Planning (S&OP). This process brings together the sales, production, logistics, and finance functions to share forecasts and cost information necessary for decision making. Managers in different functional roles possess different types of operational information about the areas under their control, such as production, ordering, inventory holding costs, the demand received from downstream locations, shipments from upstream, forecasts of future demand, and sales promotion activities. S&OP facilitates share this information and coordinate decisions
- 14. across functional areas and geographical locations. Long-term supply chain decisions pertain to an organization’s physical and its soft infrastructure. In establishing its physical infrastructure, an organization chooses upstream and downstream partners as well as deciding where to locate facilities of its own, such as factories, warehouses, and customer service centers. These decisions depend on the nature of the product, the degree of demand uncertainty, and factors related to the locations of customers and suppliers such as costs, lead time, and risk of disruption. The physical infrastructure of a supply chain is also known as the supply chain footprint. Soft infrastructure decisions are those that determine the extent of coordination across locations. At one extreme is a centralized supply chain, in which a designated central authority makes procurement and production decisions at all locations and collects cost, demand, lead time, and other operational information from all locations. The organization playing that central coordinating role generally seeks to maximize the total profit of the supply chain. Vendor managed inventory (VMI), in which a supplier manages inventory of its product at its own as well as at its customers’ locations, is an 2.2 Types of Decisions in Supply Chains For the exclusive use of A. CAI, 2020.
- 15. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 8 example of a centralized supply chain. At the other extreme is a decentralized supply chain, in which each location makes independent decisions and coordination is achieved through contracts or incentive design. Between these two extremes, supply chain locations may share information about the occurrence of demand, the availability of inventory, production, shipments, and so on, but retain independent decision authority. Note that the centralization or decentralization of decisions in a supply chain are unrelated to the ownership of locations. A vertically integrated organization can have a decentralized supply chain if decision rights are assigned to the managers at each location. And two or more organizations in a differentiated supply chain can choose to coordinate their decision making. Consideration of the soft infrastructure of a supply chain is important because the performance of each location depends not only on its own decisions but also on decisions made at other locations. For example, if an upstream supplier
- 16. does not maintain sufficient stock, then a downstream customer may not receive the product when it needs it. Similarly, if a downstream location places orders that are variable and inconsistent, the upstream location will be forced to carry more safety stock as a hedge against uncertainty. Therefore, the profit of each location in a supply chain can be improved through better supply chain design and better coordination of actions taken by all locations. What should a supply chain do particularly well? As we’ve seen so far, an organization faces a myriad of choices when designing its supply chain. The supply chain strategy of an organization can be structured according to the characteristics of its product. One framework for making these decisions classifies products as either functional or innovative.2 Functional products tend to have long life cycles of two years or more, predictable demand with low average demand forecast error, low profit margins, low product variety, low rates of stockout, and small price markdowns. Packaged foods sold in a supermarket, personal care products, basic clothing and accessories, and many industrial products generally have these characteristics. In contrast, innovative products have short life cycles of three months to a year, unpredictable demand with high average demand forecast error, high profit margins, high product variety, high rates of stockout, and high price markdowns. Examples include products that have
- 17. significant technology or design components, such as consumer electronics, cell phones, fashion and seasonal clothing, home furnishings, and toys. In recent years, the rate of new product introduction has increased steadily. Correspondingly, product variety has proliferated and life cycles have shortened. Products that used to be functional have become innovative. Consider light bulbs: whereas incandescent light bulbs are a functional product, energy-efficient versions have the characteristics of innovative products because their technology undergoes rapid improvements. In industries such as consumer packaged goods, a company with a functional product may launch limited editions or promotional versions, which then have short life cycles and unpredictable demand, making them innovative products. The two types of products impose different costs on a supply chain. Thus, they require different supply chain strategies. For functional products, physical costs—the costs incurred in the production, distribution (transportation and warehousing), and storage of 2.3 Efficient or Responsive: A Framework for Supply Chain Strategy For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS
- 18. MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 9 inventory—are the main consideration. To minimize these costs, an organization must improve efficiency and will therefore gravitate toward a physically efficient supply chain strategy. For innovative products, market mediation costs dominate. These arise from demand uncertainty and the subsequent mismatch of supply with demand, and they include the costs of disposing of excess inventory, lost sales, and lost customer goodwill due to a shortage or stockout. To reduce market mediation costs, an organization must improve its responsiveness to fluctuations in demand and will thus choose a market responsive supply chain strategy. Table 1 compares the characteristics of physically efficient and market-responsive supply chains. Since functional products have long life cycles, it is possible to forecast their demand accurately. As a result, in physically efficient supply chains, production is typically located in a low-cost location, such as in a foreign country or close to the supply base, and is often outsourced to the most efficient or specialized suppliers. Transportation
- 19. is by low-cost means, such as sea routes, because inventory in the pipeline carries little risk of obsolescence or demand uncertainty. Lean production methods are employed to reduce inventory and capacity while increasing product availability. As a result of those characteristics, physically efficient supply chains tend to be differentiated. The many organizations in them share demand and production information with one another and coordinate their decisions so that costs can be lowered throughout the supply chain. Examples of products that have physically efficient supply chains include industrial commodities such as chemicals, plastics, metals, and petroleum products, as well as consumer packaged goods. Table 1 Physically Efficient and Market-Responsive Supply Chain Attributes Physically Efficient Market Responsive Primary Purpose Meet predictable demand at lowest cost Minimize excess inventory and stockouts by responding quickly to unpredictable demand Manufacturing Focus Achieve high efficiency Have excess capacity Inventory
- 20. Strategy Minimize inventory throughout the chain Deploy sufficient inventory to respond to uncertainty Lead-time Focus Reduce lead time as long as cost remains low Aggressively reduce lead time Supply Chain Coordination Collaborate; centralize; share information to cut costs Achieve speed and flexibility Product Design Strategy Maximize performance; minimize cost Invest in new product development to improve effectiveness Reprinted by permission of Harvard Business Review. Exhibit from Marshall L. Fisher, "What Is the Right Supply Chain for Your Products?" Harvard Business Review (March–April 1997). Copyright © 1997 by the Harvard Business School Publishing Corporation;
- 21. all rights reserved. The primary goal of a market-responsive supply chain is quickly reacting to changes in demand, so short production lead times and flexibility are valuable capabilities. To develop them, facilities are typically located close to the customer, excess capacity or flexible capacity is built in so that production volume and mix can be changed quickly, For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 10 and the supply of raw material is ensured by investing in inventory. Firms in responsive supply chains focus on reducing various components of lead time, such as in product design, product launch, and replenishment. Inditex, a Spanish retail conglomerate that owns the Zara clothing brand, is an example of a successful market-responsive firm. It maintains tight control over lead times through its vertically integrated supply chain, which allows it to take products from design to the store in only a few weeks. Another example is Dell, which pioneered the direct-to-customer model
- 22. in computer manufacturing in order to reduce lead times. The choice of supply chain strategy should inform an organization’s choice of performance measures. As shown in Table 2, measures of cost, efficiency, and fulfillment should be emphasized in physically efficient supply chains, whereas lead-time and uncertainty-based measures are more appropriate for market- responsive supply chains. It should be noted that market mediation costs, such as lost sales, are harder to measure than physical costs. As a result, organizations tend to focus excessively on physical costs and to drive toward efficiency in their supply chains regardless of their product characteristics. This can result in a mismatch between supply chain characteristics and business requirements. Table 2 Choosing Measures to Gauge Supply Chain Performance Performance Measure Physically Efficient Supply Chain Market-Responsive Supply Chain
- 23. Amount of Excess I Various Lead Times: 1 from design to production 2 from production to launch 3 replenishment lead time Procter & Gamble discovered in the 1980s that even though consumer demand for Pampers diapers showed little variation, there were huge fluctuations in the orders placed by retail chains and wholesalers. Barilla SpA discovered a similar problem in the orders for dry pasta received by its factories and distribution centers. At Hewlett-Packard, retailers’ orders for printers were more variable than retail demand, and the variability in orders for integrated circuits was even greater. These three companies experienced a phenomenon known as the bullwhip effect, in which the variability of demand increases as one moves upstream in a supply chain from the retail customer to wholesalers, manufacturers, and suppliers. The fluctuations in retail 2.4 Improving Efficiency: The Bullwhip Effect For the exclusive use of A. CAI, 2020.
- 24. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 11 orders are larger than those in retail demand; the fluctuations in wholesale orders are larger still, and so on. Variance (Retail Demand) ≤ Variance (Retail Orders) ≤ Variance (Wholesale Orders) ≤ … ≤ Variance (Production) Thus, demand information becomes increasingly distorted as it is passed along the supply chain in the form of orders. The extent of the bullwhip effect at a given location can be measured by the amplification factor, defined as the ratio of variance of orders to variance of demand at that location. Variance of orders placed by a locationAmplification Factor Variance of demand received by that location = Values of this ratio greater than one denote amplification; values of less than one denote attenuation. The higher the amplification, the more severe is the bullwhip effect. Figure 4 illustrates the patterns in sales and orders that are
- 25. commonly due to the bullwhip effect. Figure 4 Bullwhip Effect in Supply Chains Source: V. Padmanabhan, Seungjin Whang, and Hau Lee, "Bullwhip Effect in Supply Chains," Sloan Management Review 38, no. 3 (June 1997), Figure 1. Copyright © 1997 from MIT Sloan Management Review/Massachusetts Institute of Technology. All rights reserved. Distributed by Tribune Media Services. Reprinted by permission. The bullwhip effect is costly to all members of the supply chain but especially to upstream members, which receive the most distorted demand information. Its consequences are all-encompassing: they include excess inventory and capacity investments, stockouts, overtime costs, poor demand forecasts, long lead times, and high costs for corrections (such as expedited shipments). Thus, both the revenue and the costs of each firm in the supply chain are adversely affected. A firm seeking to mitigate the bullwhip effect cannot hope to do so by addressing its consequences in isolation. Instead, it must confront the underlying causes and try to achieve better coordination in its supply chain. Because of their far-reaching implications, such initiatives generally require cross-functional teams and must be championed by senior management.
- 26. For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 12 Four common factors in supply chains contribute to the bullwhip effect: demand forecast updating, order batching, price fluctuations, and rationing and shortage gaming.3 Demand Forecast Updating Each organization in a supply chain periodically observes demand (or procurement orders) from its downstream customers. It uses this information as a signal to update its forecast of future demand and to place procurement orders with suppliers. Those suppliers, in turn, use those orders to update their forecasts of demand and place orders with their suppliers. This is how noise in demand signals becomes amplified as it travels upstream. The degree of amplification depends on lead time and the forecasting method employed. Hypothetically, if lead times were zero—and so information flows and shipments from one stage of the supply chain to the next were instantaneous—then there
- 27. would be no bullwhip effect because managers would not need to update the demand signals received from their customers. Instead, demand information would be instantaneously relayed to the upstream locations in the supply chain. In practice, however, a firm generally must project demand for a nonzero lead time. This causes the bullwhip effect. For example, if there is a four- week lead time for a retailer to receive new shipments from its supplier, then the retailer has to forecast its demand for at least the next four weeks when placing an order today. The longer this lead time, the longer is the forecast horizon, and the greater the amplification of the demand signal by the retailer. Now consider the fate of the supplier who fulfills the retailer’s orders. If the supplier also has a four-week lead time, then it must forecast the retailer’s orders for the next four weeks, which means that it has to forecast consumer demand for about eight weeks. Thus, lead times add up in the supply chain, leading to progressively noisier forecasts based on progressively noisier input. Any time-series forecasting method, such as exponential smoothing or moving average, contributes to the bullwhip effect. However, the bullwhip effect can be worsened when managers forecast manually, using their judgment to determine order quantities instead of automated algorithms (such as exponential smoothing or moving average). In doing so, they may overreact to changes in demand or may rely
- 28. too heavily on recent demand observations; this is called recency bias. Order Batching A company typically places replenishment orders with its suppliers less frequently than it receives demand from its customers. It maintains inventory and thus places an order only when the inventory runs low. This leads to ordering in batches. There are many economic reasons for batching: 1 The company may follow a periodic inventory control system, so it may place orders at fixed intervals (weekly or monthly) that coincide with its planning cycle, whereas demand occurs continuously. (See Core Reading: Managing Inventory [HBP No. 8016] for further detail on periodic inventory control.) 2 Companies may seek to take advantage of economies of scale in ordering costs and manufacturing setups. For example, the transportation cost per unit when using a full truckload shipment is generally lower than when using a less-than-full truckload shipment. Therefore, a buyer organization may For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020
- 29. to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 13 wait until it has enough accumulated order quantity to utilize a full truckload shipment. The economic rationale for batching is explained by the economic order quantity (EOQ) model. This model describes the total cost of fulfilling demand per unit time as a sum of fixed ordering costs and variable inventory holding costs. Those two cost components trade off against each other. As the order batch size increases, fixed ordering cost decreases, but inventory holding cost increases. Thus, the EOQ model states that this tradeoff determines the order batch size that minimizes the total fulfillment cost. 3 Suppliers may impose minimum order quantity restrictions, compelling their customers to order infrequently in large batches. Order batching delays the propagation of demand signals in the supply chain. A supplier receiving orders once a month receives no demand information for the rest of the month. The supplier will have to forecast orders from its downstream customers for longer time periods simply because those customers do not place frequent orders.
- 30. Therefore, the uncertainty faced by the supplier will be larger, contributing to the bullwhip effect. Furthermore, if a product has a low demand rate, customers may place no orders for several months and then unpredictably place a large order. Thus, the supplier is forced to carry large amounts of inventory for long and unpredictable periods and may even incur stockouts. The cost of the bullwhip effect in the supply chains for such products will be large indeed. Price Fluctuations Suppose that the sales department of an organization offers price discounts to customers in order to achieve sales targets and increase market share. This leads to a pattern in sales called the hockey-stick effect, in which sales spike at the end of each month if sales incentives are tied to monthly quotas, or at the end of each quarter if incentives are tied to quarterly quotas.4 Even as the sales department achieves its targets, it induces volatility in orders and makes it harder to fulfill demand, causing stockouts and further exacerbating uncertainty in the supply chain. Thus, price discounts lead to a deterioration of the performance of the supply chain and to costs on the organization’s manufacturing and supply chain functions. Rationing and Shortage Gaming At the peak of the dot-com bubble, from 1999 to 2000, network- equipment customers, anticipating shortages, placed orders for Cisco equipment that were significantly larger
- 31. than their actual needs. Cisco interpreted these orders as signals of rising demand. To keep up with them, Cisco in turn placed big orders with suppliers of components, such as chips and subassembly boards. When the bubble burst, Cisco’s customers canceled their orders, and the company had to take an inventory write-off of $2.25 billion.5 Anticipated demand commonly exceeds manufacturing capacity during the launch of a successful new product (e.g., Harry Potter books, a new gaming console from Microsoft or Nintendo, a new and anticipated model of a luxury car) or when demand is increasing and capacity expansion is costly and time-consuming. In such situations, manufacturers have no alternative but to ration their production to their customers. Customers buy into this game and exaggerate their needs in order to get a bigger allocation. Thus manufacturers have difficulty determining the true needs of each customer and may allocate too much product to customers with less demand and too little to those with high For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020.
- 32. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 14 demand. This, in turn, creates a feedback loop that exacerbates volatility in the supply chain. Moreover, if the manufacturer ramps up capacity to respond to the large orders, the capacity constraint is suddenly removed and orders drop precipitously. This cause of the bullwhip effect, rationing and shortage gaming, leads to avoidable fluctuations in upstream orders, capacity, and inventories, which are all expensive. The four factors discussed above can be addressed by improving supply chain coordination using three types of solutions, as summarized in Table 3: information sharing, channel alignment, and operational efficiency. For instance, to mitigate the effect of demand forecast updating, organizations in a supply chain should first and foremost share demand and inventory information by setting up an electronic data interchange (EDI). Information sharing reduces the information lead time in the supply chain and enables each organization to plan according to end demand rather than orders placed by organizations immediately downstream. However, EDI is just the foundation; it increases transparency and discipline but doesn’t change the fact that organizations must still respond to orders from downstream customers. Table 3 Preventing Avoidable Fluctuations In recent years, radio-frequency identification (RFID) has been
- 33. increasingly used to improve information richness, increase transparency, and reduce data errors in supply chains. RFID tags attached to pallets (the unit of movement of goods in factories and warehouses), case packs, and individual items can be scanned efficiently and cost- effectively at various stages of the supply chain so that their exact location is known. For example, a retailer would know how much inventory of different items is in shipment, a manufacturer would know how much of its inventory is in a retailer’s backroom and how much is on the selling floor, and so on. Manufacturers and retailers can then use such information to anticipate future orders and plan their respective inventories to reduce the bullwhip effect. Supply chain organizations can realize considerable additional benefit by using shared information to coordinate their forecasting, production, and stocking decisions. Frameworks for such channel alignment include vendor managed inventory (VMI), Information Sharing Channel Alignment Operational Efficiency Demand Forecast Updating Use electronic data interchange (EDI) Use point-of-sale data
- 34. Understand system dynamics Avoid multiple demand forecasts Make centralized ordering decisions Vendor-managed inventory (VMI) Discount for information sharing Consumer direct Lead-time reduction Echelon-based inventory control Order Batching EDI Internet ordering Mixed pallet shipments Cross-docking Logistics outsourcing
- 35. Reduction in fixed cost of ordering by EDI Price Fluctuations Continuous replenishment program Everyday low cost Everyday low price Activity based costing Rationing and Shortage Gaming Sharing sales, inventory, and capacity data Allocation based on past sales For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 15
- 36. collaborative planning, forecasting, and replenishment (CPFR), and continuous replenishment program (CRP). Those frameworks have been put to use by many large organizations, including Campbell Soup, Nestlé, M&M, P&G, Scott Paper, and Unilever. In VMI, a supplier has visibility and control over the inventory at the warehouses of its downstream (retail) customer. The supplier decides periodically how much inventory to replenish to these warehouses based on the rate of depletion. The downstream customer does not need to place orders and the supplier does not need to forecast them. Instead, it can integrate its production and downstream stocking decisions through echelon-based inventory control. Unlike VMI, CPFR does not relinquish inventory control to the supplier. Instead, it provides a model for sharing information about demand forecasts and flow of goods across supply chain partners. The planning process is divided into common steps, such as creating a business plan, generating sales forecasts, and generating orders. All supply chain partners collaborate at each step of this process to make lock-step decisions. CRP involves monitoring point-of-sale data continuously and replenishing products only for the sold amount as needed in real time. Note that there are commonalities across these frameworks. They seek to reveal information and synchronize the actions of supply chain partners in order to reduce excess inventory and stockouts throughout the supply chain.
- 37. Finally, since the amount of amplification caused by demand forecast updating depends on lead time, reduction of lead time in the supply chain brings huge benefits to the mitigation of bullwhip effect in the supply chain. This is accomplished by improving operational efficiency in the supply chain, by, for instance, reducing ordering, production, and shipment costs so that it becomes cost effective to order frequently in small quantities. A similar framework of methods can be used to mitigate the effect of order batching. First, a supplier can improve its access to demand information through EDI so that it does not have to wait for a downstream order to estimate demand. Instead, by concurrently observing downstream demand and inventory levels, it can accurately predict when the next downstream order will be placed and build inventory accordingly. While this does not reduce order batching, it helps reduce uncertainty in planning. Second, suppliers and buyers can use methods that make it economically feasible to order in small batches. For instance, suppliers can set discounts for mixed pallet shipments or an assortment of products that fill a truck rather than full-truck-load shipments of single products. And they can outsource logistics to third-party providers such as UPS and FedEx so that full shipments can be replaced by partially full shipments.
- 38. Finally, a supplier that produces slow-moving products (which have low demand rates) and so must resort to order batching to turn a profit can focus on reducing the fixed costs of ordering. Such a supplier may have a mismatch between its supply chain design and the characteristics of demand for its products. It should consider locating its facilities close to the customer, investing in flexible capacity, or implementing just-in- time production. Those changes in supply chain design will enable the supplier to shift production at no cost from one product to another so that producing small batches can be cost effective. Reducing price fluctuations is generally a matter of channel alignment. To reduce the bullwhip effect caused by price fluctuations, organizations must coordinate internally across functions. They need to modify incentives given by the sales department without sacrificing the benefits of those incentives for the competitiveness of the organization. Organizations also need to coordinate with customers so that they get the benefit of stable and low prices without creating order variability. Methods such as everyday low cost For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to
- 39. May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 16 (EDLC), everyday low price (EDLP), and activity-based costing (ABC) are commonly used for this purpose. These methods, along with VMI, CPFR, and CRP, are a part of a larger initiative called Efficient Consumer Response (ECR), which focuses on the needs of the consumer and seeks to optimize the entire supply chain to improve efficiency. In the case of rationing and shortage gaming, manufacturers employ many mechanisms to allocate scarce stock to customers: allocating capacity in proportion to orders, in proportion to past sales and customer satisfaction, or on the basis of the priority of customers. But many of those mechanisms do not solve the problem because they do not induce buyers to truthfully report their requirements to the capacity- constrained manufacturer.6 Manufacturers can eliminate gaming in shortage situations by requiring customers to share sales and inventory data, imposing stricter return and order cancellation policies, centralizing stocking decisions in the supply chain, or incentivizing customers on the basis of their past ordering behavior. As we have noted, products with short life cycles are increasingly common. An article of fashion clothing, for example, typically has a selling season of
- 40. two or three months but a production lead time of nine to twelve months. Production orders must be placed well before the start of the season to fulfill commitments through the complex supply chain. Once the season starts, the firm has no recourse. Two attributes of such products make them costly to manage: uncertain demand forecasts and long lead times. It is difficult to forecast demand, and thus plan production, for short-life-cycle products because there is typically no historical demand or sales data available. In these instances, the time series forecasting models that are embedded in ERP systems are not effective. Instead, managers must rely on their judgment and experience. Such “judgmental forecasts” tend to be noisy, and so the firm loses revenue and incurs the considerable cost of excess inventory. Long lead times exacerbate the problems of noisy demand forecasts by making it harder for managers to react to changes in demand. Managers of such products must focus on improving the speed of the supply chain—that is, making it more responsive. Managers can undertake many initiatives to develop responsive supply chains. They can choose suppliers located close to the demand base that can provide shorter lead time and integrate their processes better with the buyer firm. They can also coordinate information sharing with suppliers, reserve production and distribution capacity in advance, and pre-position raw materials so that production can
- 41. be triggered at short notice. Zara, which we mentioned earlier in discussing market- responsive supply chains, provides a good example of such a supply chain. The company designs its products in- house, maintains raw material inventories, produces in its own factories, ships all finished merchandise to a central distribution facility, and then allocates merchandise to stores all over the world several times a week. By tightly coordinating all these activities, Zara is able to quickly respond to changes in demand and deliver “fast fashion.” Its supply chain is so responsive that the total flow time of a product from design to store can be as little as 10 days. While Zara’s supply chain design naturally facilitates responsiveness, many other firms are entrenched in supply chains with long lead times. In such cases, responsiveness can be developed in two ways: delayed differentiation or read- react capability. 2.5 Improving Responsiveness For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020.
- 42. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 17 Delayed Differentiation Consider a firm producing a family of products that share parts. The production process consists of common steps and points of differentiation. Common steps are those that are undertaken for more than one product, whereas differentiation progressively determines the identity of each product. Figure 5 depicts a manufacturing process consisting of common stages of production and points of differentiation. The first differentiation occurs after stage 1. The second differentiation occurs after stage 2 for products A and B, and after stage 3 for products C and D. Delayed differentiation, also known as postponement flexibility, postpones the point of differentiation as late in the production-distribution supply chain as feasible. It reduces the need for the firm to carry inventory of differentiated products subject to uncertain demand. Instead, it carries inventory of undifferentiated products, called vanilla boxes, which are converted into finished products late in the process when it is able to use more accurate information about demand for each finished product. The firm has a shorter effective lead time. The amount of safety stock of inventory needed by the firm decreases, and costs of excess inventory and shortage decline. Delayed differentiation capability can be developed by redesigning products to share common modules, sequencing the production process so that
- 43. points of differentiation occur later in the process, and redesigning the supply chain so that differentiation tasks can be pushed closer to the customer. A classic example of delayed differentiation is provided by the manufacturing of knitwear, such as sweatshirts and T-shirts. Typically, garments of different colors are produced by first dyeing yarn into various colors and then knitting the yarn by a common process. By switching the sequence of dyeing and knitting tasks, a firm can carry inventory of undyed rather than dyed garments and can thus manage the uncertainty of demand for different colors with less stock. Figure 5 A Manufacturing Process with Common Stages of Production and Points of Differentiation For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 18 Read-React Capability This capability seeks to reduce procurement lead times to such
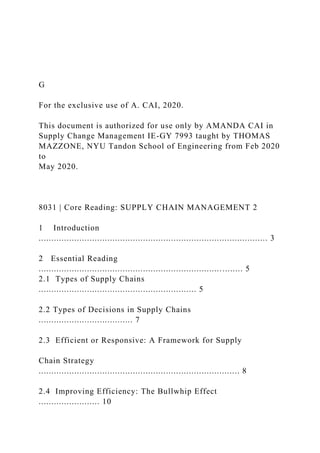
- 44. an extent that a firm can utilize early demand signals to forecast demand and replenish merchandise in the middle of the selling season or life cycle of a product. Figure 6 illustrates the timeline of activities in a firm with read-react capability. The selling season is split into three parts. The firm positions inventory for the first part, called the “read period,” in advance of the season by relying on the forecasts of experts. Upon observing demand during this period, it updates its demand forecast for the remaining season or product life cycle. It then places a replenishment order, which arrives after a short lead time. The firm uses inventory from the replenishment order to serve demand in the third part of the season. Figure 6 Read-React Timeline Read-react capability can be developed by reserving capacity with suppliers ahead of time so that they will be able to produce the product on short notice, pre-positioning raw materials at suppliers to cut down procurement lead time, and using algorithms to update the demand forecast by observing initial demand during the read period. The production capacity that is deployed during the middle of the selling season is called reactive production capacity. Read-react capability is used in many industries. A notable example is the skiwear manufacturer Sport Obermeyer.7 Figure 7 illustrates the impact of read-react capability
- 45. on forecast accuracy at Sport Obermeyer. The top panel in the figure shows actual sales for several items plotted against initial forecasts made ahead of the season. Note that the forecasts have large errors. If Sport Obermeyer were to plan inventory for the entire season based on these forecasts, it would bear considerable expense of excess inventory and lost sales at the end of the season. The bottom panel shows forecasts made during the season by extrapolating actual demand in the first 20% of the season. These forecasts are remarkably more accurate. Thus, Sport Obermeyer developed reactive production capacity so that it could take advantage of the more accurate in- season forecasts and thus increase its sales revenue and profit. For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 19 Figure 7 Effect of Read-React on Forecast Accuracy Reprinted by permission of Harvard Business Review. Exhibit from Marshall L. Fisher, Janice H. Hammond, Walter R. Obermeyer, and Ananth Raman, "Making Supply Meet Demand in an
- 46. Uncertain World," Harvard Business Review (May–June 1994). Copyright © 1994 by the Harvard Business School Publishing Corporation; all rights reserved. For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 20 Let’s illustrate the benefits of read-react capability through Interactive Illustration 1. (We shall explain the computations for this interactive illustration later in this discussion.) The interactive compares a firm that does not have read-react capability with one that does. The former firm makes a single procurement decision before the start of the selling season. The latter firm makes two procurement decisions: an initial buy before the start of the selling season and a replenishment during the season after observing the actual demand occurrence during the read period. The selling price, procurement cost, and salvage value of leftover inventory can be varied using the sliders in the interactive. We model demand using the normal probability distribution.b Interactive Illustration 1 shows the mean and
- 47. standard deviation of demand for the read period and the react period. The demand during the react period is correlated with the demand during the read period. Interactive Illustration 1 Read-React The firm that does not have read-react capability estimates the total demand for the season. The mean of total demand for the season is the sum of the means of demand during the read period and the react period. The standard deviation of the total demand during the season depends on the standard deviations during the read period and the react period, as well as on the correlation between them. For example, if the standard deviation of read demand is 600, the standard deviation of react demand is 2,400, and the correlation coefficient is 0.5, then the standard deviation of the demand for the entire season will be the square root of (6002 + 2,4002 + 2 ∙ 0.5 ∙ 600 ∙ 2,400) = 2,750. With this demand estimate, the nonread-react firm uses the newsvendor model to decide its procurement quantity. In other words, the firm determines the optimal inventory to buy in order to balance the costs of excess inventory and lost sales, which b Actual computations will be more complex and will have to be done through simulation or computational software packages. Scan this QR code, click the image, or use this link to access
- 48. the interactive illustration: bit.ly/hbsp2ukeAL8 For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. https://s3.amazonaws.com/he-assets- prod/interactives/047_read_react/Launch.html https://s3.amazonaws.com/he-assets- prod/interactives/047_read_react/Launch.html http://bit.ly/hbsp2ukeAL8 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 21 occur due to randomness of demand. The interactive shows the resulting procurement quantity and the average profit that the firm can expect to make. The read-react firm places an order at the start of the season to fulfill demand for the read period. Unlike its nonread-react counterpart, it doesn’t have to be precise about optimizing this inventory. On the contrary, it should order a little extra so that it does not run out of stock in the first two weeks. This helps the firm satisfy customers and get a good reading of demand. Moreover, its inventory risk is low because the inventory left over after the first part can be sold off in the second part. After observing demand during the read period, the firm updates its forecast and places a
- 49. replenishment order according to the newsvendor model. Let’s suppose for simplicity that the replenishment order arrives the next day (it has zero lead time). The interactive shows the resulting average profit and the average amount of inventory bought under possible scenarios of demand for this firm. Observe that the read- react firm always makes a higher profit than the nonread-react firm. Vary the parameters of the model and explore their effect on the difference in profit. You will observe that the higher the magnitude of the correlation coefficient between demand in the two periods, the higher the percent increase in profit. Now let us follow the details of the computations in this interactive illustration in order to grasp the sources of increase in profit. Suppose that price = $10, procurement cost = $5, and salvage value of leftover inventory = $4. For simplicity, let us suppose that there are no markdowns or price changes in the middle of the season. Before the season starts, the demand for this product is forecasted to be normally distributed with mean = 10,000 and standard deviation = 2,750. The newsvendor critical fractilec for the above values of price, cost, and salvage value is (10–5)/(10–4) = 5/6. This fractile corresponds to a z-score of 0.967 from the standard normal distribution. If the firm does not have read-react capability, it places a single procurement order at the start of the season and does not plan to
- 50. place a second order midseason. According to the newsvendor formula, the order quantity that maximizes the expected profit of the firm, given the above critical fractile and demand distribution, is given by mean demand + z∙standard deviation of demand = 10,000 + 0.967∙2,750 = 12,660 units. This gives the following performance characteristics (Numbers might not sum due to rounding): • Expected lost sales. The firm would not be able to meet the entire possible range of demand because it carries limited inventory. If demand exceeds 12,660 units, the rest of the demand will be lost. For z = 0.967, the standard normal loss function value is L(z) = 0.0887. Thus, the firm should expect to lose sales of L(z)∙standard deviation = 0.0887∙2,750 = 243.9 units, on average, due to demand uncertainty. o Expected sales. The firm should expect, on average, to sell Mean Demand – Expected Lost Sales = 10,000 – 243.9 = 9,756.1 units of the product. o Expected leftover inventory. The firm should expect that an inventory of Q* – Expected Sales = 12,660 – 9,756.1 = 2,903.9 units will be left over at the end of the season, on average.
- 51. c See Core Reading: Managing Inventory (HBP No. 8016) for an in-depth description of the newsvendor model and the critical fractile. For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 22 • Expected profit. These values will yield a total expected profit of Price ∙ Expected Sales + Salvage Value ∙ Expected Leftover Inventory – Cost ∙ Order Quantity = $10 ∙ 9756.1 + 4 ∙ 2903.9 – 5 ∙ 12660 = $45,876.60. Now suppose that the season is divided into two parts of two and eight weeks. Let X denote the random demand for the first part and Y the random demand for the second part. Suppose that the forecast of total demand is split as follows: X has mean 2,000 and standard deviation 600, and Y has mean 8,000 and standard deviation 2,400. Historical data about similar products sold in previous years tells the company that the demand during the second part is correlated with the demand during the first part. That is, Y is given by the following regression line estimated on historical
- 52. data, with an R-square of 25%: Y = 4,000 + 2∙X + random noise This is equivalent to saying that X and Y follow a bivariate normal distribution with correlation coefficient 0.5. Thus, after observing the first two weeks of demand, the firm will know the value of X and can apply the above regression equation to forecast demand for the rest of the season and order the optimal quantity according to the newsvendor model. The optimal expected profit for the firm in following the above two-part strategy turns out to be $47,572, which represents a 3.7% improvement over the base case. This increase represents gross profit, which will flow to the bottom line because none of the fixed costs are affected. Since net profits in retailing are typically 1% to 5% of sales, this increase is substantial. This increase in profit stems from a simultaneous reduction in inventory and increase in sales: 1 Splitting the selling season into two parts lowers the demand uncertainty in each one. Thus, the firm needs less safety stock and less total inventory. Indeed, the amount of merchandise ordered in the base case was 12,660, whereas the total amount of merchandise ordered in the split
- 53. case summed over the two periods is an average of 12,163. This decreases the cost of excess inventory. 2 The order the firm places for the second part of the season enables it to catch up to demand volatility in the first part. If demand was high, then more merchandise can be produced. Otherwise, less production is needed, and the firm can instead focus on selling the available inventory. This ability to adjust to demand volatility increases revenues. In our example, the total expected sales in the base case was 9,830, whereas the total expected sales in the split case is 9,956. 3 Demand from the early part of the season provides a more accurate forecast of demand for the rest of the season. Thus, the firm can capture the demand upside when the product turns out to be hot. In this example, we used a conservative value of 0.5 for the correlation coefficient ρ between demand during the two parts. You observed the effect of varying ρ on the average profit through Interactive Illustration 1. In Figure 8, we depict this effect by varying ρ while keeping X and Y fixed. The figure shows the percentage increase in profit obtained from read-react capability compared to the base case for different values of ρ. Observe that there is an increase in profit even when ρ = 0—
- 54. that is, when the demand during the first period conveys no information about demand during the second period. For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 23 This increase is due to the first two reasons described above— that splitting the season into two parts reduces inventory requirements and enables the firm to respond to demand volatility. As ρ increases, the third reason begins to make a difference because the value of forecast updating becomes more and more salient, resulting in larger increases in profit. Figure 8 Profit Increase Due to Implementation of Read-React Capability It is useful to note that the read-react capability translates into not only higher expected profit but also lower working capital needs. That’s because the firm needs less inventory and thus has better cash flow. Moreover, since inventory levels are reduced, the firm can provide higher variety and higher service levels to
- 55. customers without investing in additional warehousing or retail space. To illustrate the benefits of the read-react capability, Interactive Illustration 1 has not included real-world complications and circumstances. For an effective real-life implementation, our example must be refined to incorporate features such as the following: • Orders placed midseason may not arrive immediately. Instead, the replenishment quantity will become available to meet demand only after the lead time has transpired and the shipment has been received. Thus, the selling season must be divided into three parts, as shown in Figure 6. When determining the replenishment order quantity after the read period, we must account for the further depletion of stock that will take place before the order is received. • The supplier may charge a higher price to produce and ship products on short notice in the middle of the season. This would somewhat erode the benefit of the read-react capability. The initial and replenishment order quantities must be adjusted to minimize the adverse impact of this increase in price. The supplier would be economically justified to charge a higher price because, although the retailer’s risk decreases when it has
- 56. a responsive supply chain, the supplier’s risk increases. For example, after the recession of 2007 to 2009, apparel retailers pressured their suppliers to cut lead times so that the retailers could order closer to the season and thus lower their risk of unsold inventory. Suppliers naturally resisted this pressure because of the For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 24 difficulty of scheduling shipment containers, labor, and factories at the last minute and the increased risk of demand uncertainty.8 • Finally, when using historical data to estimate the regression equation shown above, the firm must control for other factors that influence demand, such as price changes during the season, promotions, and competition. Those variables can change from one year to the next, so we must include variables other than the read-period demand in the regression equation. Doing so will
- 57. improve the accuracy of the demand forecast obtained from the read period. So far in this reading, we have implicitly assumed that all organizations in a supply chain share the objective of increasing the total profit of the supply chain. However, the costs and benefits of improving efficiency or responsiveness can accrue disproportionately. For instance, the cost of reducing the bullwhip effect or making the supply chain more responsive may be borne by one organization, but the benefit may accrue to another. In reality, organizations have different and often conflicting objectives as they seek to maximize their own profits. As a result, buyer-supplier relationships in supply chains can be adversarial rather than collaborative. The richness of practical considerations in supply chain coordination is exemplified by a case study of how Procter & Gamble improved its relationship with Walmart.9 Consider the following quote from Sam Walton, Walmart’s founder, to Lou Pritchett, Vice President for Sales at P&G: Your company is just the hardest company we do business with. It just seems to me that if you thought of my stores as an extension of your company, we would have a totally different business relationship than we have today.10 This conversation led to multiple initiatives that increased
- 58. coordination between the companies and their joint business over the subsequent decades. These initiatives addressed not only cross-firm obligations but also within-firm incentive structures. They involved setting up processes for periodically assessing the impact of business conditions and technological changes on incentives in order to avoid misalignment and to improve trust among supply chain partners. Misalignment of incentives in a supply chain can be traced to three possible causes.11 The first is hidden action. Organizations in the supply chain can influence demand through, for example, customer service, presentation of products, and advertising, but organizations often cannot observe one another’s level of effort. If one organization in the supply chain (say, the buyer) can make an effort to increase demand, coordination becomes challenging because the cost of the effort is borne by that organization but the benefit accrues to both the buyer and the supplier. If the effort is visible to both organizations or can be verified after the fact, then they can share the cost. But if the effort is not visible, then one organization does not know if the others are behaving in everyone’s best interest. The second is hidden information about costs, demand, capacities, and competitive structure. Supply chain partners hide their information from one another because of a lack of trust and bargaining games. Such cross-company
- 59. problems are difficult to detect 2.6 Alignment of Incentives For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 25 because of culture, organizational structure, personalities, and even history. Hidden information makes it impossible to design incentives optimally. The third is badly designed incentives. In practice, firms set incentives for their suppliers and customers on the basis of sales revenue, cost, profits, inventory shrinkage, and so on. Too much or too little emphasis on any one variable can lead to badly designed incentives and erosion of profit. To align incentives, managers should first recognize how their suppliers’ and customers’ decisions are affected by the incentives of their buyers and suppliers. If there is indeed a problem, they should determine which of the three issues discussed above is at its root. Hidden information, for instance, can be revealed by capturing data on relevant
- 60. variables and incorporating that data into performance evaluation processes. It can also be revealed through various intermediaries; for example, third parties collect and validate sales data, which then enables a manufacturer to incentivize a retailer based on sales revenue. The occurrence of hidden action and hidden information is illustrated by a practice called “markdown money,” used by department store chains to share their risk of unsold inventory with clothing suppliers. The chain buys products from the supplier at a fixed wholesale price and sells them in its stores at a fixed list price. When the chain marks down a product below list price, it charges a fraction of the markdown amount (called chargeback) to the supplier. To justify these charges, department stores must maintain detailed records of when the product was sold, at what price, and what deductions were charged from the supplier. In the absence of such records, the supplier’s share of markdowns cannot be determined because the actions of the department store are not visible to the supplier. This can lead to a situation like the one we saw in May 2005 when several clothing makers sued department store chains, including Saks Fifth Avenue and Dillard’s, for withholding payments for clothes shipped and for deducting markdown money from payments without authorization and without proper recordkeeping. To avoid such conflicts, retailers and suppliers must work closely with one another to
- 61. determine their terms of trade as well as the mechanism by which compliance will be established.12 One effective way to rectify badly designed incentives is to rewrite the contracts that specify the decision rights for organizations in a supply chain. For example, a contract may specify that the supplier firm decides the final selling price of the product, whereas the buyer firm decides the quantity of inventory to be carried in retail stores. Contracts set incentives for the stakeholders, such as transfer payments, prices for goods bought and sold, and penalties for nonfulfillment of contractual duties. For example, the seller may be held liable for a penalty if it does not meet the quantity, the quality, or the delivery schedule for an order placed by the buyer. Contracts specify how merchandise will be displayed in a retail store (if it is an end product), if unsold merchandise can be returned to the supplier, and what compensation will be provided for it. They specify how the costs of advertising and promotion will be shared between the buyer and seller. They also describe what kind of monitoring will be conducted by stakeholders or by a third party to verify fulfillment of the terms of the contract. One method of monitoring is by buyers and sellers sharing demand, sales, or inventory information in order to increase transparency. Thus, contracts determine the extent of coordination in a supply chain, the sharing of risks and rewards, and collaboration in efforts to improve efficiency, quality, or other
- 62. performance goals. From the perspective of an organization in a supply chain, contracts serve two broad purposes. First, they determine the organization’s profit and risk. Second, they determine For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 26 whether the incentives of other organizations in the supply chain are aligned with it. If a contract is not designed well, these two objectives would be in conflict with each other, which could hurt the performance of the entire supply chain. That is, the higher your share of profits, the less the decisions of the other organizations in the supply chain would be aligned with your interests. To maximize the profit of the entire supply chain, it is not sufficient that each organization seeks to maximize its own profit. Instead, the profits of each can be improved only if the incentives of all are aligned and contractual terms are chosen properly. Let’s explore the implications of contract design on the
- 63. alignment of incentives in a supply chain through a simple hypothetical example of contracts between a single buyer and a single supplier. Suppose that ColorCraft is a producer of artistic greeting cards in a small town in upstate New York. The company uses a special papermaking process with a long production lead time. Cards for a holiday season must be designed and ordered weeks in advance. Each card has a variable production cost of $1.50 and sells for $5, and unsold cards have no residual value. Using historical data, the company forecasts that demand for its greeting cards in the coming holiday season will be normally distributed with a mean of 5,000 and standard deviation of 1,500 cards. Ms. Marks, the owner of ColorCraft, has been running a vertically integrated operation, making and selling cards from her shop. This year, she is interested in selling through a retailer so that she can focus her staff on production quality. Let’s compare these two options to determine the best one for Ms. Marks. Vertically integrated supply chain: Based on tools provided by a local microbusiness MBA student club, she uses the newsvendor model to determine the optimal inventory to maximize her expected profit (Numbers might not sum due to rounding):13 • The newsvendor critical fractile for her price and cost values is (5 – 1.5)/5 =
- 64. 0.7. • This fractile corresponds to a z-score of 0.5244 from the standard normal distribution. • Thus, the optimal amount of inventory that she would produce for this season is Q* = Mean Demand + z ∙ Standard Deviation of Demand = 5,000 + 0.5244∙1,500 = 5,787 cards. • Her expected performance metrics will be as follows: o Expected lost sales. For z = 0.5244, the standard normal loss function value is L(z) = 0.1904. Thus, she should expect to lose sales of L(z) ∙ Standard Deviation = 0.1904∙1,500 = 285.6 cards, on average, due to demand uncertainty. o Expected sales. She should expect to sell Mean Demand – Expected Lost Sales = 5,000 – 285.6 = 4,714.4 cards on average. o Expected leftover inventory. She should expect that an inventory of Q* – Expected Sales = 5,787 – 4,714.4 = 1,072.6 will be left over at the end of the season on average. o Expected profit. Her total expected profit will be Price∙Expected Sales – Cost ∙ Inventory Level = $5 ∙ 4,714.4 – 1.5 ∙ 5,787 = $14,892.
- 65. Differentiated supply chain: Ms. Marks sells greeting cards to a local arts and crafts retailer at a wholesale price of $3.50 each, and the retailer then sells them to customers for $5 each. The retailer has the same demand forecast and decides ahead of the season how For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 27 many greeting cards to procure in order to maximize its own expected profit. Any leftover cards have no residual value. This type of contract is called the wholesale price contract. Let’s apply the same method we used for the centralized chain to assess the performance of this decentralized chain (Numbers might not sum due to rounding): • The newsvendor critical fractile for the retailer is (5 – 3.5)/5 = 0.3. • This fractile corresponds to a z-score of – 0.5244 from the standard normal distribution. • Thus, the optimal amount of inventory that the retailer would
- 66. order from Ms. Marks for this season is Q* = Mean Demand + z ∙ Standard Deviation of Demand = 5000 – 0.5244 ∙ 1,500 = 4,213 cards. • The expected performance metrics for Ms. Marks and for the retailer will be as follows: o Ms. Marks makes a profit of $(3.50 – 1.50) ∙ 4213 = $8,426 because she produces and sells 4,213 cards for $3.50 each and has a variable production cost of $1.50 each. o The retailer buys 4,213 cards but faces uncertain demand. We need to apply formulas from the newsvendor model to calculate its expected profit: – 0.5244, the standard normal loss function value is L(z) = 0.7148. Thus, the retailer should expect to lose sales of L(z) ∙ Standard Deviation = 0.7148∙1,500 = 1,072.2 cards on average. etailer should expect to sell Mean Demand – Expected Lost Sales = 5,000 – 1,072.2 = 3,927.8 cards on average. an inventory of Q* – Expected Sales = 4,213 – 3,927.8 = 285.2 will
- 67. be left over at the end of the season on average. Sales – Cost ∙ Inventory Level = $5∙3,927.8 – 3.5∙4,213 = $4,894. o Total profit of the supply chain will be equal to $(8,426 + 4,894) = $13,320. Observe that the decentralized supply chain stocks fewer greeting cards than the centralized supply chain because the retailer’s risk-return trade- off is worse than Ms. Marks’s in the centralized supply chain. The wholesale price contract has transferred the entire risk of demand uncertainty to the retailer but not the entire profit. In particular, the retailer loses $3.50 on each card unsold and makes a profit of $1.50 on each card sold, whereas Ms. Marks was losing $1.50 on each card unsold and making a profit of $3.50 on each card sold. The stocking quantity in the centralized supply chain is called the first best solution because it yields the highest possible expected profit. The decentralized supply chain makes lower total profit than the centralized supply chain. This phenomenon, in which the profit margin is split into two parts in the decentralized chain and each party tries to maximize its own profit, is called double marginalization. Is there a particular wholesale price that would maximize the expected profit for
- 68. ColorCraft in the decentralized supply chain? The answer is, “Yes,” as shown in Figure 9. As the wholesale price increases, Ms. Marks makes a higher profit on every unit sold. But For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 28 the retailer orders progressively fewer units because its margin shrinks (Figure 10). The net outcome of these two opposing forces is that there is an optimal wholesale price that maximizes the expected profit for ColorCraft. Figure 9 shows that the optimal wholesale price for Ms. Marks is about $4.20 per card. Figure 9 Maximizing Profit in a Decentralized Supply Chain Figure 9 also shows that the total profit of the decentralized supply chain decreases as the wholesale price increases. Recall that the supply chain profit under the first best solution was $14,892, which occurs when the wholesale price is exactly equal to ColorCraft’s production cost, because it induces the retailer to order the first best inventory quantity. As the wholesale price increases, the retailer
- 69. orders less. Thus, the supply chain profit decreases. The supply chain profit at a wholesale price of $4.20 is $11,648. Figure 10 shows how the inventory stocking quantity ordered by the retailer decreases in the wholesale price. Figure 10 Inventory Stocking Quantity vs. Wholesale Price For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 29 The incentives of Ms. Marks and the retailer can be aligned by redesigning the contract between them to eliminate double marginalization and achieve the first best total expected profit. Table 4 describes the characteristics of some common contract types. Any of these except the wholesale price contract can coordinate the ColorCraft supply chain. But let’s consider how a buyback contract would work. Table 4 Contract Characteristics Contract Type
- 70. Description Characteristics Wholesale Price Contract Supplier (upstream firm) offers a fixed wholesale price w to retailer (downstream firm). Risk of demand uncertainty is borne by retailer. Simplest contract type; lowest administration cost. Buyback Contract Supplier sells each unit to the retailer at a fixed wholesale price w. Retailer returns unsold units to the supplier and receives a buyback price b for each unsold unit. Risk of demand uncertainty is shared. Used in book publishing and apparel retailing industries. It is not necessary that unsold units be returned to supplier. Retailer may salvage them and share the cost with the supplier. Revenue Sharing Contract
- 71. Supplier sells each unit to the retailer at a fixed wholesale price w. Retailer gives a fixed fraction p of the total revenue to the supplier. Risk of demand uncertainty is shared. Used for contracts between movie studios and rental firms in the video rental industry. Quantity Flexibility Contract Supplier sells each unit to the retailer at a fixed wholesale price w. Supplier compensates the retailer for all its losses on unsold inventory up to an upper limit. Retailer is fully protected from the risk of demand uncertainty up to a limit. Retailer bears the risk of demand uncertainty above that limit. Sales Rebate Contract Supplier sells each unit to the retailer at a fixed wholesale price w. Supplier gives a rebate r to the retailer for each unit sold above a threshold t.
- 72. Retailer bears a higher proportion of the risk of demand uncertainty for demand below the threshold than for demand above the threshold. Useful when retailer can exert effort to increase demand. Quantity Discount Contract Supplier offers the retailer a wholesale price that is decreasing in the number of units ordered by the retailer. Retailer bears the risk of demand uncertainty. Cost of administering the contract is low. Suppose that Ms. Marks offers to buy back unsold cards from the retailer for $2.86 each. The cost of production, wholesale price, and selling price are the same as before. The buyback price transfers a part of the risk of unsold inventory from the retailer to Ms. Marks, reducing the cost of unsold cards for the retailer. Thus, the retailer’s optimal order quantity increases. In fact, we have set the buyback price in such a way that the newsvendor critical fractile for the retailer becomes (5 – 3.50)/(5 – 2.86) = 0.7, the same as
- 73. For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 30 that for the centralized supply chain. Therefore, the retailer’s optimal order quantity is 5,787 units. Repeating the same computations as above, the retailer’s expected profit is $6,382, Ms. Marks’s profit is $8,510, and the total expected profit of the decentralized supply chain is $14,892. Thus, both parties’ expected profits increase, and the supply chain achieves the first best order quantity and expected profit. We say that this supply chain is coordinated. Many combinations of wholesale price and buyback price can achieve coordination. For example, if the wholesale price is $3.00 and the buyback price is $2.14, then the retailer’s critical fractile is again 0.7, which leads to the first best order quantity and first best total supply chain profit. In fact, for any wholesale price (w) between $1.50 and $5.00, a buyback price (b) achieves coordination if it satisfies the following condition:
- 74. 5 1.50.7 5 0.7 w wb b − −= ⇒ = − Figure 11 shows combinations of buyback and wholesale prices. Although they achieve coordination (that is, they achieve 100% efficiency), they split the pie differently between Ms. Marks and the retailer. The higher the wholesale price, the greater the share of supply chain profits that accrues to Ms. Marks. Figure 12 illustrates this effect. She and the retailer may bargain with each other on how to split the pie. Figure 11 Optimal Buyback Price as a Function of Wholesale Price For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 31
- 75. Figure 12 Expected Profit as a Function of a Wholesale Price Under Coordinating Buyback Contracts Interactive Illustration 2 enables you to see the effect of different choices of wholesale price and buyback price on the retailer’s inventory order quantity, expected sales, and split of profits between the supplier and retailer. First set the buyback price to zero in order to mimic the wholesale price contract. Vary the wholesale price and observe the effect on the order quantity and profits. Then fix the wholesale price to any value and vary the buyback price to see the effect on the order quantity and the price. Note how there are many combinations of wholesale price and buyback price that coordinate the channel, but allow profits to be split in different proportions across the supplier and the retailer. Buyback contracts are used in many settings. For example, luxury goods manufacturers may prefer unsold merchandise to be returned rather than sold at a discount so that they control pricing and brand. Book publishers take back unsold merchandise so that it can be reallocated to other retailers or sold at a future date. Buyback doesn’t necessarily have to involve the return of merchandise to the supplier. The practice of “markdown money” described in Section 2.5 is also equivalent to a buyback contract. In this practice, excess inventory is marked down and sold by the
- 76. retailer, but the cost of the markdown is shared with the supplier. The above example shows how a poor choice of contract or price can reduce the profits of both ColorCraft and the retailer. By choosing the buyback contract and setting prices appropriately, it’s possible to coordinate ColorCraft’s supply chain. In practice, contract design can be more complex because different firms may not agree on the forecast of demand, there is competition, prices vary over time, and firms engage in sales promotion or advertising to increase demand. The performance of the contracts listed in Table 4 is affected by these considerations. Moreover we must keep in mind that incentives can be misaligned for reasons other than contract design, as we discussed earlier. It’s equally important to address hidden information and hidden action. For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 32 Interactive Illustration 2 Buyback Pricing
- 77. The previous sections of this reading have looked at the decisions managers face as they manage supply chains that already exist. We now turn to the decisions involved in supply chain design, which involve the elements of physical infrastructure, or footprint, we discussed in Section 2.2. Degree of Proximity to Customers As they establish their own facilities or choose external supply chain partners, firms commonly must choose between locating close to the customer and farther from the customer—in a foreign country, perhaps. Proximity to the customer shortens lead time, which improves responsiveness and reduces inventory holding costs. But it often results in higher production costs because it limits a firm’s sources of supply. When proximity to the customer is not essential, the firm can choose a location that provides a lower production cost but may entail a longer lead time and less responsiveness. So, the location decision depends on differences in production costs and lead time and the extent of demand uncertainty. The following example illustrates the trade-off among these parameters. Suppose that the per-unit cost for domestic production is cd and for production in a foreign country is cf, with cd > cf. The replenishment lead time is Ld weeks for the domestic location and Lf weeks for the foreign location, Ld < Lf. The firm follows a weekly
- 78. 2.7 Supply Chain Design Scan this QR code, click the image, or use this link to access the interactive illustration: bit.ly/hbsp2unKwOL For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. https://s3.amazonaws.com/he-assets- prod/interactives/014_buyback_pricing/Launch.html http://bit.ly/hbsp2unKwOL https://s3.amazonaws.com/he-assets- prod/interactives/014_buyback_pricing/Launch.html Ld Lf Scan this QR code, click the image, or use this link to access the interactive illustration: bit.ly/hbsp2pHNTLD For the exclusive use of A. CAI, 2020.
- 79. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. https://s3.amazonaws.com/he-assets- prod/interactives/035_holding_costs_local_vs_faraway/Launch. html http://bit.ly/hbsp2pHNTLD https://s3.amazonaws.com/he-assets- prod/interactives/035_holding_costs_local_vs_faraway/Launch. html 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 34 locations is low, if demand uncertainty, σ, is high, if the inventory holding cost, h, is high, or if the targeted service level, z, is high. Interactive Illustration 4 offers an intuitive way to explore how holding costs, the cost of production, the in- stock rate, and demand (and variance in demand) affect the decision to produce in a domestic or foreign location. Observe from this interactive that for each combination of costs, the sourcing decision depends on the domestic and foreign lead times. Interactive Illustration 4 When to Produce in a Foreign Location Interactive Illustration 5 shows the computation of total costs that are involved in the comparison of domestic and foreign sourcing. It fixes the mean weekly demand and
- 80. the domestic lead time, and allows you to see the cost effect of changing any of the remaining parameters. Besides procurement cost and holding cost, we have also included transportation cost, which is often expressed as a percent of procurement cost. Therefore, varying the transportation cost has the same type of effect as varying procurement cost. Scan this QR code, click the image, or use this link to access the interactive illustration: bit.ly/hbsp2IV9AQp For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. https://s3.amazonaws.com/he-assets- prod/interactives/036_when_to_produce_faraway/Launch.html http://bit.ly/hbsp2IV9AQp https://s3.amazonaws.com/he-assets- prod/interactives/036_when_to_produce_faraway/Launch.html 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 35 Interactive Illustration 5 Domestic vs. Foreign Sourcing The above trade-off is modulated by additional factors, such as supply chain risk. For example, domestic production becomes more attractive in the following situations:
- 81. • When the exchange rate is volatile and the cost attractiveness of a foreign sourcing facility is lower. • When transportation cost rises or becomes more volatile. In recent years, the cost of fuel has risen; as a result, transportation has become more expensive, which has made domestic production more attractive. • When products require a great deal of customization or have a significant service component. • When a firm wants to maintain control over its intellectual property. To return to an earlier example, American Apparel finds it beneficial to produce domestically because it focuses primarily on knitwear, which has a highly automated manufacturing process that can be located in Los Angeles despite high labor costs. In contrast, Forever 21 is able to provide a broad assortment of labor-intensive woven garments, such as dress shirts and cashmeres, by locating in low-cost countries. During the 1990s, many firms sought low-cost production locations in emerging economies such as China. While this trend of offshoring continued into the 2000s, it slowed significantly because of the rising cost of labor in China, higher transportation costs, and increases in customization requirements in many industries. This resulted in
- 82. reshoring by firms that sought locations closer to their customers. Now, as demand grows worldwide, many firms are deploying factories in emerging markets as well as in developed countries to serve local demand in each market. Scan this QR code, click the image, or use this link to access the interactive illustration: bit.ly/hbsp2IXu8YA For the exclusive use of A. CAI, 2020. This document is authorized for use only by AMANDA CAI in Supply Change Management IE-GY 7993 taught by THOMAS MAZZONE, NYU Tandon School of Engineering from Feb 2020 to May 2020. https://s3.amazonaws.com/he-assets- prod/interactives/020_local_vs/Launch.html http://bit.ly/hbsp2IXu8YA https://s3.amazonaws.com/he-assets- prod/interactives/020_local_vs/Launch.html 8031 | Core Reading: SUPPLY CHAIN MANAGEMENT 36 Degree of Centralization This decision regarding degree of centralization will determine whether to have many small facilities or one large one. A brick-and-mortar retail chain has hundreds of stores spread throughout its market to serve customers in different regions. But the Internet retailer Amazon.com had in its early years a single distribution center to fulfill demand received through its website from all over the United States. A
- 83. single, large location offers benefits of economies of scale from two sources: lower overhead costs, and the pooling of demand uncertainty across many locations. In 1979, Gary Eppen termed the second source of benefit statistical economies of scale. 14 To illustrate this, suppose that a firm serves demand in N identical regions through a facility in each location. Each region has normally distributed demand with mean μ and standard deviation σ. The firm has identical costs of excess inventory or shortage at each facility and thus wishes to provide the same in-stock rate.e The total inventory carried by the firm is ( )μ σ μ σ+ = +N z N Nz where z is the standard normal variable corresponding to the firm’s target in-stock rate. Now suppose that the firm decides to carry inventory at a single centralized location, similar to Amazon.com, and serve demand in all N regions from that location. To keep things simple, suppose that demand is independent across the N regions—that is, there is zero correlation between the demand in any two regions. (We will later explore the effect of correlation through interactive illustrations.) The total demand at the centralized location has mean =