Download as PDF, PPTX
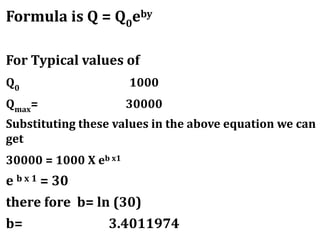

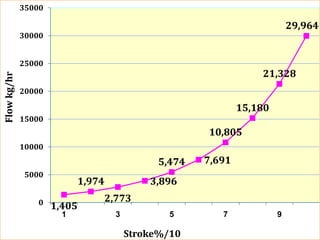

This document discusses the relationship between valve opening percentage and flow for an equal percentage valve. It provides the formula Q = Q0 * e^bY, where Q is the flow, Q0 is the initial flow, Y is the valve opening percentage, and b is a constant determined by the maximum flow. The document then applies this formula using sample values and graphs the resulting flow at each 10% valve opening from 10-100%.



































































