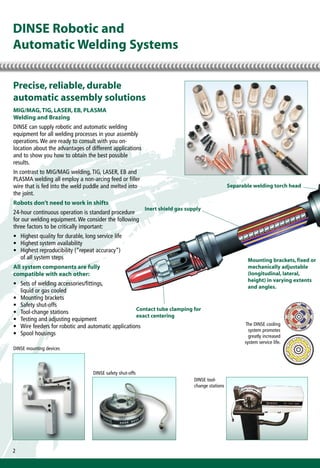
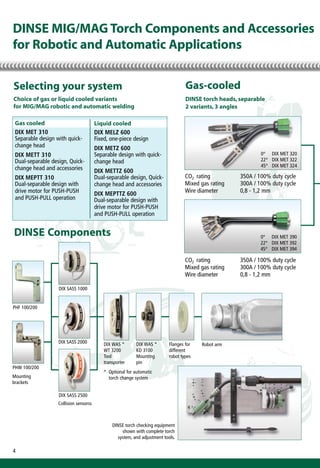
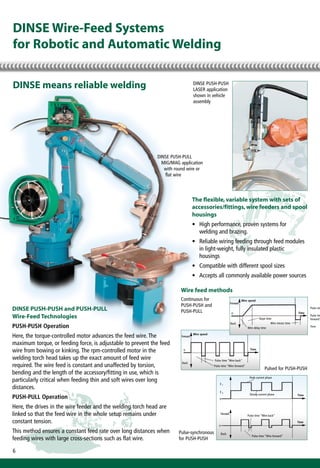
The document discusses Dinse's robotic and automatic welding systems. It provides details on welding torches, wire feeders, components, and accessories for MIG/MAG, TIG, laser, EB, and plasma welding processes. The document describes Dinse's welding tools and components, including gas and liquid cooled welding torch options in different angles, as well as wire feeders, mounting brackets, safety shut-offs, and tool changing stations.