Demulsifier -Bottle testing and information collection. M
1. Demulsifier-Bottle testing, information collection and evaluation
Chandran Udumbasseri, Technical consultant
cudumbasseri@yahoo.co.in; chandran.udumbasseri@gmail.com
Demulsification -introduction
This session on demulsifier is to understand various steps involved to conduct bottle test
on specific crude oil and formulate a specific demulsifier for that crude oil and conduct
field trial.
This can help the trained bottle testers to improve their understanding of formulating
demulsifiers for crude oils.
This can also clarify and understand some of the mis-concept that people keep on bottle
testing
Initial information requirement
When a demulsifier bottle test has to be conducted in a gas oil separating plant we should
know:
1. The method of crude oil processing and the sequence of processing
1.1. As a general rule, the crude mixture coming from different drilling wells are
collected in a main pipeline called “production header” and delivered to the
GOSP for processing.
1.2. Usually, demulsifier, corrosion inhibitor and scale inhibitor are injected in
this main line into the incoming crude.
1.3. The wet crude from this production header is entering to the first separating
unit, called “High Pressure Production Trap (HPPT)”. The pressure and
temperature are the line pressure and temperature. No additional heat is given
to the wet crude.
1.4. The incoming wet crude is a mixture of oil, water and gas.
1.5. All the injected processing chemicals get mixed by the turbulent flow of the
crude through pipe line before entering the HPPT.
1.6. The HPPT, in Aramco GOSPS, is usually a horizontal cylindrical bomb shell
of 14-15fts internal diameter and about 150fts horizontal length.
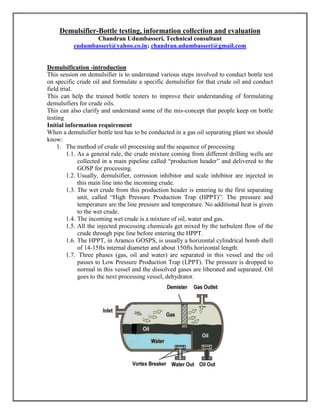
1.7. Three phases (gas, oil and water) are separated in this vessel and the oil
passes to Low Pressure Production Trap (LPPT). The pressure is dropped to
normal in this vessel and the dissolved gases are liberated and separated. Oil
goes to the next processing vessel, dehydrator.
2. (Gas-Oil-Water) Phase Separator
1.8. In some GOSP, the oil coming out of the LPPT is heated to higher
temperature
1.9. The dehydrator separates water by electrostatic coalescence. A high electric
potential is applied across the voltage grid. The water droplets hanging in the
oil layer are di-polarized by the applied electric potential. The water droplets
get elongated reducing the distance between the water droplet and thus
helping flocculation and aggregation of droplets facilitating water layer
separation.
Electrostatic coalescer with transformer
Electrostatic Fields
The electrostatic field accelerates the dehydration process by imparting electrical charges to water
droplets that are present in the crude oil stream. The electrostatic process requires the stabilizing agents
surrounding the water droplets be weakened by heat and chemical demulsifiers.
A water molecule consists of a central oxygen atom that has a partial negative character (δ) and two (2)
hydrogen atoms each having a partial positive character (δ) (Figure 4). When a water droplet enters an
electrical field, a dipole is created. A dipole exists when the ionic charges that are inherent in a droplet
are separated so that the positive ions move to one end of the droplet while the negative ions move to the
other end. When these dipoles are created the ends of droplets that are positive are attracted to the ends
of droplets that are negative. This electrical attraction results in collisions between droplets. These
collisions continue until the droplets coalesce large enough to settle into the water phase of the vessel
AC FIELD
The AC field grid and transformer is shown in figure below. The energized grid plates are insulated
from the vessel shell by Teflon insulators, where as the ground grid plates are attached to the vessel shell
3. 1.10. The separated water layers are removed from the bottom of the tank. The
dry oil is pumped to desalting tank. The dry oil contains crystals of salt
hanging in the oil. Wash water (usually produce water or sea water) is
injected to the desalter inlet pipe and mixed with dry crude oil to dissolve
hanging salt crystals.
1.11. The dry crude is then pumped to crude shipment line. In some GOSPS this
crude oil is pumped to stabilizer. Here any water that is present in the oil is
separated and dry crude oil shipped to crude oil shipping line.
2. The temperature at which the processing is conducted at each stage
It is necessary to know the tie line temperature at which separation in each
separator. Most of the water is separated in the HPPT. In some separating plant
heat is given to oil feed in to the hydrator. The heat or elevating the temperature
helps fast and better water separation. The Bottle test is conducted at these
temperatures.
2.1. Note the temperature of Separator HPPT
2.2. Note the temperature of Dehydrator.
3. The residence time of the crude oil in each vessel in the sequence
The residence (retention) time in each separating vessels is necessary to know.
This is used to note down the amount of water separated during Bottle testing.
Total residence time is calculated from the retention time in each separator.
Total RT = RT in HPPT + RT in LPPT + RT in Dehydrator + RT in Desalter
4. The water separation in each vessel
The Aramco plants are designed with 70% separation of water present in the
emulsion in the HPPT which is the main separator and 30% of the remaining
water is allowed to separate in the Dehydrator. It is necessary to know the extent
of water separation in each vessel under the incumbent demulsifier. A demulsifier
can be designed with varying water separation in the above two vessels. The
performance of a new demulsifier can be compared with the performance of the
existing (incumbent) demulsifier. This gives chance to introduce fast and slow
water droppers as required by the customer.
5. Crude oil sample collection
The usual oil sample collection is supposed to be from centre axis line of the pipe
through which the oil is flowing. Since oil contains gas, oil and water, the sample
collected from top portion (called 12 O’clock position) may contain more
proportion of gas while the sample collected from bottom portion (called 6
O’clock position) may contain more proportion of water in the collected sample.
So to get representative sample it is necessary to collect sample from central
portion (called 3/9 O’clock position). In some crude oil the separation of water is
very quick. In such cases, the collected sample is allowed to settle and measure
the percentage of water and crude in the sample. While filling testing tubes with
crude oil, oil and water should be filled in the same percentage
Once oil sample is collected the test should be conducted as soon as possible to avoid
aging of crude and there by stabilization of crude emulsion
What is aging?
Aging is the process by which the physical and chemical properties of the crude changes
with time when it is collected from the bulk and allowed to stand for a long time.
4. What is the significant change in crude oil due to aging?
Aging increases emulsion stability. It causes oxidation, photolysis, evaporation of light
ends and bacterial action.
During bottle testing most of the crude oils show aging problem. The emulsion gets more
stabilized with aging and water separation or emulsion breaking becomes more difficult.
One result of aging is oxidation of organic and inorganic molecules present in the wet
crude oil. The dissolved oxygen present in the wet crude oil can oxidize organic
molecules to peroxides and inorganic molecules to more stable inorganic sludge that can
stabilize emulsion.
Crude oil under the influence of photolysis can produce free radicals that can form
complex molecules that can stabilize the emulsion.
If the crude is stored or exposed for a long time to atmosphere the light fractions
(methane, etc.) in the crude oil can evaporate and cause change in the composition of the
crude oil.
The wet crude oil is always a source of anaerobic bacteria which eat the organic crude oil
and cause molecular change in inorganic molecules. The resulting product can stabilize
the emulsion.
Usual information available from plant people
1. Crude oil nature: light, extra light, medium and heavy crude oil
2. Water cut: percentage of produce water present in the crude emulsion
3.
Crude classification - API gravity scale
Grade API gravity Specific gravity
Light crude >31.1o
<0.8702
Medium crude 22.3 – 31.1 o
0.87-0.92
Heavy crude <22.3 o
>0.92
API gravity = 141.5 _ 131.5
S.G
S.G = Specific Gravity
Other grades
1. Sweet grade = sulfur content <0.5%
2. Sour grade = sulfur content >0.5%
Arab crudes
1. Arab extra light (API > 39.5)
2. Arab light (API = 31.8 - 33.4)
3. Arab medium (API= 29.5 – 30.8)
4. Arab heavy
This information gives the nature of emulsion that is present in the crude.
Extra light crude will be having almost free water and emulsion breaking may not
be difficult.
5. As the grade goes down from light to heavy the emulsion breaking also become
more difficult.
Carbon Numbers and crude: Light crude contains hydrocarbon with Carbon from 1 to
10, Medium with carbon 6 to 16 and Heavy with carbon 11 to 22
Influence of density
- If the difference in density between water and oil is more, then separation is better.
Light crude emulsions can be broken easily.
Influence of viscosity
- Higher crude viscosity causes low emulsion separation
Water cut - (% water)
The water cut in the crude oil gives information on breaking the emulsion. If the water
cut is low the formed emulsion will be distributed in the crude at a low percentage per
given volume. Each emulsion droplet containing water is separated from each other far
apart. Their breaking and flocculation are more difficult compared to high water cut in
the emulsion.
When the percent of water present in the crude oil is low then even after emulsion
breaking the flocculation will be difficult as the distance between each hanging water
droplet will be more as compared to that contains more water in the crude oil. This may
need flocculent with long chain side groups in the molecular net work and with branched
chains so that the flocculent can reach micro water droplets
1. The stability of emulsion can be reduced or destroyed with increasing water
percentage
As the amount of water in the emulsion increases the distance between each
emulsified droplets decreases and the electric double layer also decreases. The
amount of emulsifying agent remains at a particular level, the increase of water
causes emulsion instability.
6. 2. Salt concentration- emulsion separation with fresh water is low compared to salty
water
Fresh water contains less salt and less charged ions. The density of fresh water is
also low compared to sea water. As the difference in density between crude oil
and water increases the emulsion stability decreases. So if the water is sea water
which has higher density and high amount of salt the emulsion breaking and water
separation is easy compared to emulsion with fresh water.
pH
The pH of the produce water also plays an important role in emulsion breaking.
pH: oil-in-water prefer a low pH (4-6) and water-in-oil prefer high pH (8-10). When pH
is increased from 4 to 6 the more stable o/w emulsion is formed. But further increase to
6-8 caused less stable o/w emulsion. When the pH is increased to 8, water-in oil emulsion
is formed. The water-in oil emulsion is stable at very high and at very low pH
Most of the produce water is having pH in the range 6-7 which is not favorable for stable
emulsion
Salt concentration
1. Oil-in water droplet size increase with increase of salt concentration in water
while water-in oil droplet size decrease with salt concentration increase.
Sea water gives emulsion of small size as it is having high concentration of salt.
Such emulsion with high salt concentration water is not stable and can be broken
easily. .
2. The inorganic salt in water of the emulsion has adverse effect on the emulsion
stability. Adding salt to emulsion cause depletion force.
Solid particles
Solid particles in the emulsion stabilize the emulsion and prevent coalescence of water
droplets.
Solid particles/wax, etc, stabilize the emulsion. They get wetted by the water and oil in
the emulsion. They serve as mechanical barrier to prevent coalescence of the droplets.
When a small amount of calcium sulfate (plaster of Paris) powder is added to coconut oil-
water mixture and shaken well it can be seen that the calcium sulfate powder distribute in
the interface of water coconut oil emulsion formed.
The emulsion formed with calcium sulfate powder, water and coconut oil is more stable
as compared to emulsion without calcium sulfate powder.
So the stability of the emulsion increases due to solid particles.
Asphaltenes add stability to emulsion .Large sized molecules of asphaltenes are solid in
nature at room temperature.
Wax also adds stability to emulsion.
At low temperatures wax and asphaltene start crystallizing. The stability of the emulsion
increases as the solid appears at the interface.
But as the temperature is increased to 50C, the wax and asphaltenes dissolve and
disappear from the interface. This will reduce the stability of the emulsion.
7. How are these emulsions formed?
1. Water is normally present in crude oil reservoirs or is injected as steam/sea water
to stimulate oil production.
2. Water and oil can mix while rising through the well and then passing through
valves and pumps to form in most cases relatively stable dispersion of water
droplets in crude oil (w/o).
3. When water comes into contact with crude oil, in many occasions, emulsions are
formed which are stabilized by various components in the oil, including
asphaltenes and resins.
Emulsions are thermodynamically unstable dispersion of two immiscible liquids, but they
are kinetically stable.
Due to surface tension the dispersed phase form spherical droplets in the continuous
phase provided that the dispersed phase volume fraction is less than that corresponding to
close droplet packing (When droplets coalesce, there will be a volume reduction). The
droplets are stable and slow to flocculate and coalesce.
The interfacial layer consisting of surface active material present in crude oil (like
asphaltenes and resins) produces a physical barrier between droplets. This prevents
droplets from coalescing.
(Asphaltenes molecules with polar groups in the aromatic core get adsorbed in the
interface. Acidic and sulfur containing groups stabilize the emulsion)
Emulsion with polymeric emulsifier
Emulsion stabilized with polymer. Stabilization by steric hindrance
Emulsion stabilized by fine powdered materials
8. Emulsion stabilization.
Base Sediment & Water (BS&W) and Free Water: The dispersed phase in crude oil is
called sediment and water (S&W). This phase contains predominantly saline water, solids
such as sand, mud, scale, corrosion products, and precipitates of dissolved solids. (S&W
is also called BS&W meaning Base Sediments and Water or Base Settlings and Water.)
Water that separates out readily in few minutes (say 5 minutes) is free water.
A graphical representation of water drop distribution is given below: About 75% of
droplets are of 1-4 micron diameter and the rest between 4 and 7 microns
The emulsified water: The amount of remaining emulsified water (S&W) varies from
<1 to >60% by volume. Light crude (API >20) emulsions contain 5 to 20% water where
as heavy crude (API <20) often have 10 to 35 %. The following figure shows a very
approximate estimate of the amount of entrained water remaining in the crude after free
water knock out.
Indigenous surface active compounds such as asphaltene, resins containing organic acids
and bases, naphthenic acids, carboxylic acids, sulfur compounds, phenols, cresols and
other natural occurring high molecular weight surfactants, etc cause emulsion.
9. Finally divided solids like, sand, clay, formation fines, shale, silt, gilsonite, drilling muds,
work-over fluids, mineral scale, corrosion compounds (FeS, rust), waxes, crystalline
paraffin and precipitated asphaltenes and resins cause formation and stabilization of
emulsion.
The work-over chemicals are more effective in stabilizing the emulsion.
Added chemicals such as corrosion inhibitors, biocides, paraffin depressants, cleaners,
surfactants, wetting agents, stimulation chemicals also cause stabilization of emulsion.
Enhanced oil recovery such as fire-flooding, polymer, surfactant and caustic flooding
cause more stable emulsion.
Enhanced recovery methods can produce very tight emulsions.
Surfactant floods use highly sulfonated polymeric acids to reduce the interfacial tension
between the crude and brine.
In situ combustion generates numerous products of combustion not originally present in
the crude such as asphaltenes and other acids. These products act as superb emulsifiers.
Thermal drives sometime form colloidal sand which stabilizes the emulsions.
Steam injection adds energy, agitation and fresh water to the well. This also promotes
emulsion.
Polymer floods often result in complex emulsions (o/w/o type emulsions)
More stable emulsions are formed by these enhanced recovery methods (water flooding,
steam drive, polymer flooding, fire flooding, surfactant, CO2, etc) that are used for
recovering oil from wells.
Interfacial films: Dispersed droplets are in constant motion due to Brownian movement.
So they collide frequently. A mixture of surfactant (water soluble and oil soluble) form a
close packed mechanically strong film. Also the water droplets do not carry repulsion
force to keep the emulsion droplets apart and from reaching each other. The irregular
shape of water drops in crude also shows requirement of a strong film to keep the
emulsion stable.
Electrical and Steric Barriers: There is no charge on the dispersed drops in w/o
emulsions. So there is no electric barrier to coalesce. A solid particle must be “wetted” by
both phases to keep the solids in the oil-water interface. This is shown in the figure
below:
If the particle is wetted preferentially by oil (contact angle >90) a w/o emulsion is
formed.
10. If the particle is wetted preferentially by water (contact angle <90) o/w emulsion is
formed.
If the contact angle is close to 90o
a stable emulsion is formed because the particle
remains at the interface and creates a Steric barrier.
Colloidal solids can produce most stable emulsions.
Viscosity of continuous phase: A high viscosity to continuous phase lowers the
diffusion coefficient and collision frequency of the drops. This causes increasing stability
of the emulsion.
Drop size: Smaller droplets produce more stable emulsions. Also uniform sized droplets
give more stable emulsion. If the particle size is distributed widely then the emulsion will
be less stable.
Temperature: increasing the temperature increases drop diffusion, decreases external
(continuous) phase viscosity and disturbs the interfacial film by changing surface tension.
All these changes decrease emulsion stability.
Type of oil: Crude with paraffinic-base oil usually does not form stable emulsions;
where as naphthenic and mixed base oils form stable emulsions.
How can be the emulsion broken?
The presence of surfactant film at the water/oil interface causes the stability of the
emulsion. The role of emulsion breaker is to suppress the interfacial tension and lower
interfacial shear viscosity. This process causes damaging of the thin film and there by
draining the water in the emulsion and their coalescence. Demulsifiers are very similar to
emulsifiers as both are surfactants. The demulsifier unlock the effect of emulsifying
agent.
The kinetics of chemical demulsification process is caused by the three main factors:
1. Displacement of interfacial film from the water/oil interface by the demulsifier
2. Flocculation
3. Coalescence of water droplets.
The demulsifier should act with:
1. Interfacial film caused by emulsifying agent
2. Emulsion stabilization caused by sold particles
3. Emulsion stabilization caused by polar compounds
So the demulsifier combination selected for emulsion breaking should have:
1. Organic demulsifier like phenol formaldehyde resin alkoxylate that can interact
with the emulsifying agent
History of phenol formaldehyde chemistry:
In early stages of demulsification of petroleum emulsions, most of the resolving
compounds were based on modified fatty acids (Even ferrous sulfate was used as
demulsifier during that period). The negative side of these resolving compounds
were;
1. They react with calcium and magnesium present in produce water
and form soap salts
2. These soap salts were insoluble in water and soluble in oil
Above two cases were not good while resolving the emulsion. So new organic
products based on condensation of organic molecules were studied.
The criteria were that the condensation product should be stable and should not
11. react with calcium or magnesium in the produce water.
Then phenol-formaldehyde condensation products were investigated and their
application in resolving emulsions were studied by many scientists (Melvin De
Groote of Petrolite corporation and Truman Wayne of Texas).
The phenol-formaldehyde resin is reacted at various degrees with EO (ethylene
oxide) and PO (propylene oxide) at different ratios to change its solubility
characteristics
EO/PO part, which gives hydrophilic character to the condensed resin, orient at
the interface of the oil and water with resin (having hydrophobic character) part
dissolved in the organic layer. The ethoxylate part is more soluble in water. The
propoxylate part is less soluble compared to ethoxylate. By varying the amount of
EO/PO parts the solubility of the compound in water can be varied.
Phenol+ Formaldehyde reaction
Phenol Formaldehyde resin network
2. Sludge conditioner that can act with the solid particles
3. Demulsifier with polar ends that can neutralize the polar character of emulsion
stabilizing compound, like quaternary salts, amines, imines, etc.
12. Characteristics of demulsifiers
There are different functions for the demulsifiers in a formulation. A demulsifier
formulation should have the following capabilities:
1. Water dropper: breaking the emulsion and release the water droplets from
emulsion
2. Emulsion breaker: this is the main function of the demulsifier. Faster the emulsion
breaking better it can separate water.
3. Desalter: a good emulsion breaker is also a good desalter. Once the emulsion is
broken the water is released and oil becomes free from water. The salt is
associated with water. So when the water is freed from oil then the oil is freed
from the salt.
4. Flocculent: the demulsifier should also flocculate the released water droplets and
aggregate so that large size droplets are formed and drop down under gravity and
separate as a bottom layer
5. Sludge conditioner: the demulsifier should wet the solid particles present in the
interface film and allow the particles to go along with water layer
6. Treater: the demulsifier should have the ability to clarify the separated water and
de-oil the water if any oil has gone to the water layer.
Different groups of demulsifiers
1. Phenol formaldehyde resin alkoxylates
2. Alkoxylated EO/PO block polymers
3. Alkoxylated alkyl phenols
4. Alkoxylated amines
5. Alkoxylated dicarbamates
6. Alkoxylated diisocyanates
7. Alkoxylated alkyl polyglycosides
13. 8. Alkoxylated polyethylene amines
9. Alkoxylated polyethylene glycols
10. Alkoxylated diglycidyl ethers
11. Resin sulfonates and maleates
12. Phosphate esters of resins and glycols
Classification of demulsifiers based on functions
Demulsifiers can be classified based on their performance.
3. Water dropper: All demulsifiers are water droppers. But extend of water dropping
differ from each other as some release water fast and some slowly. So the water
separation may be trace to 100%. Phenol formaldehyde resin alkoxylate and its
derivatives are good water dropper or emulsion breakers. Usually resins interact
with the interface film and reduce the surface tension causing the breaking of
emulsion. Polyglycols and polyols are also good emulsion breakers. Poly Glycols
interact through hydrogen bonding with the water in the emulsion. Polyols,
polyglycols and esters contribute synergic effect when combined with resins and
improve the performance of the demulsifier. Some demulsifiers interact with
neutralizing the polar compounds present in the emulsifying interface film.
4. Desalters: Desalting is possible only when emulsion has broken completely. Some
demulsifiers which are polar compounds neutralize the charges and there by
desalt the oil layer. Quaternary salts, amines, imines alkoxylates belong to this
class.
5. Hybrids: These demulsifiers are both water dropper and desalter. Such
demulsifiers are more useful in the emulsion breaking of the crude oils.
6. Treaters; These components in the demulsifier formulation interact with the
emulsion, separated oil and water and interface.
4.1. De-oiler: these components remove oil present in the separated water by
reversing the emulsion. Polyethylene glycols behave as de-oilers
4.2. Flocculent: these components flocculate the separated water droplets
aggregate them to settle as a separate layer.
4.3. Sludge conditioner: the solid particles like mud, inorganic materials, dust
that are present in the interface stabilize the emulsion. The sludge
conditioners release these particles from the emulsion interface and allow
them to settle.
4.4. Wetting agents: Sometime it is necessary to wet the solid particles to force
them separated from the emulsion interface and allows them to go o he water
layer.
4.5. Water clarifiers: The tiny oil droplets and solid make the water layer hazy
and unclear. Water clarifiers make the water layer clear. Dithiocarbamates of
polyamines and epoxides are found good water clarifiers ( they form flocs
which may increase interface sediments).
4.6. Dehazers: haziness caused by tiny micro-tiny oil droplets can be marred by
using dehazers. Dehazers are added to remove the haze by their ability to
solublizing or microemulsifying the aqueous material to give clear oil.
Polyethylene imines act as dehazers.
14. Screening of Demulsifiers
During bottle testing of crude oil all the available demulsifier bases are screened without
any selection. Demulsifier bases are selected after the initial screening based on their
performance. Preference is given to better fast water dropper and desalter.
Below is given results of bottle testing conducted at different GOSPs and crude oils
1. Pant 1.
Water cut% =38% Sample 100ml
Demulsifier ppm Water, ml WQ IQ Top
oil
Salt
PTB
3 7.5 15
Code RSN Chemical name 10 - 2 4 G G 2 152
(D3575X), 17 Resin ethoxylate modified 10 5 17 20 VG VG 2 143
(CB461), 12.5 NPF resin alkoxylate 10 15 26 27 F G 92
(CB RO238), 8.7 BPF resin ethoxylate 10 4 23 25 F P 93
(D311), 18 Phenolic resin ethoxylate 10 4 24 26 P P
(DI938), 7.7 Polymeric alkoxylate blend 10 14 33 38 P F 2 13
(DB 9393) 6.7 Imine ethoxylate 10 - 3 27 P P 0 5
Incumbent 10 2.5 5 7 F G 2 180
(DB9947), 13 EO/PO resin alkoxylate 10 2 12 17 F G
(DP292), 17 NPF resin alkoxylate 10 2.5 9 18 F G
(DB5951), 11 Tetrol copolymer 10 7 20 20 F F 4 80
(DI937), 7.6 Polymeric alkoxylate blend 10 9 31 33 F F 0 27
(D3216X), 9 PEI alkoxylate 10 10 18 22 G G 1 84
The results show that the fast droppers are CB461, DI938, DI937, and D3216X
Also DB9393 is the best desalter
Code RSN Name Conc,
ppm
Water
dropping
WQ IQ Top
oil
Salt
3 7.5 15
CB461 12.5 NPF resin lkoxylate 10 15 26 27 F G 92
DI938 7.7 Polymeric alkoxylate
blend
10 14 33 38 P F 2 13
DI937 7.6 Polymeric alkoxylate
blend
10 9 31 33 F F 0 27
D3216X 9 PEI alkoxylate 10 10 18 22 G G 1 84
DB9393 6.7 Imine ethoxylate 10 - 3 27 P P 0 5
15. Out of the four water droppers the fast dropper is DI938 having 38ml water separation in
15 minutes
The best desalter is the DB9393
The result shows DI938 is also a good desalter (salt content 13)
Basically the desalters are supposed to have RSN value above 12. That means the
demulsifier that is more soluble in water can desalt better. But here the best desalters are
having RSN value 7.7 (DI938), and 6.7 (DB9393). This can conclude that demulsifier
that can work in the continuous phase (oil phase) can break better in the case of w/o
emulsions.
The best water droppers are also supposed to be better desalters. But in the above case the
best water dropper is DI938 (38ml) and the best desalter is DB9393 (salt content 5).
It can be seen that the best water dropper is not the best desalter (DI938; water = 38ml,
salt content = 13)
It also can be seen the best desalter DB 9393 (salt content = 5) is not the best water
dropper (water =27ml)
Taking the general rule that desalting is possible only when the water is completely
released from the oil and this is possible only when the emulsion is completely broken.
DB9393 is a good emulsion breaker so a good desalter.
DI938 is an acrylate based demulsifier so acts also as sludge conditioner.
NPF resins directly interact with the organic emulsifying agents.
Polymeric and acrylate resin blends interact with emulsifying agent and sludge in the
interface.
Neutralizing agents, imine and polyethylene imines interact with the polar compounds
that cause emulsion.
2. Plant 2
Water cut 42%, Sample
Demulsifier pp
m
Water , ml W
Q
IQ Top
oil
Salt
PTB
Code RSN Chemical Name 10 20 30 40
Incumbent 20 20 22 30 32 G F 0.2 8.2
(CB 461), 12.5 NPF resin alkoxylate 20 20 22 24 24 F F - 12.5
CB RO 238 8.7 BPF resin alkoxylate 20 8 10 15 24 Vg F 11.5
(D311), 18 Phenolic resin
ethoxylate
20 12 14 20 20 F F 0.1 70
(DRI9036), 8 NPFR
alkoxylate+diepoxide
20 9 12 17 22 G F 0.02 10
(DP188), 16 Polyol 20 2 4 8 12 G F 0.02 3.3
(DI938), 7.7 Polymeric alkoxylate
blend
20 12 16 22 30 G F 0.02 38.4
DI937), 7.6 Polymeric alkoxylate
blend
20 12 14 20 30 F F 0.05 11
(DB9393), 6.7 Amine ethoxylate 20 0 0 2 4 G G 0 3.1
(DG270), 6.7 Modified ester 20 - 1 3 5 G F 0.1 8.4
16. Better water droppers are CB461 (RSN=12.5), D311(RSN=18), DRI9036 (RSN=8),
DI938 (7.7), DI937 (7.6)
Desalters are DP188 (16), DB9393 (6.7), DG270 (6.7). These three are also good
emulsion breakers.
NPF resin, phenolic resin, polymeric + acrylate are good water droppers
Formulation is with DI938/DI937/D311 , DP188/DG270, and DB9393
The combination can be with phenolic resin/NPF, polyol/ester, imine
In these combinations organic emulsifying agent are interacted with phenolic resin, NPF
resins, polymeric +acrylate.
Polyol finds use as desalter. Here the polyol is completely breaking the emulsion using
hydrogen bonding between OH of the polyol and that of water
Polar compounds are neutralized by imine ethoxylate. Polyesters are also using their
polar characteristics to break the emulsion.
In the combination polyols and esters can contribute through synergism.
Resins with RSN around 13 or above (in the emulsion region) has shown better water
droppers
In the case of others with RSN (6-7) is supported by sludge conditioners or with Van der
Waal’s forces
3. Plant 3
Water cut 35%
Demulsifier ppm Water , ml WQ IQ Top
oil
Salt
PTB
4 9 18 27 36
Incumbent 25 3 7 10 14 18 F F - 11.3
RSN Chemical Name 30 3 6 9 10 11 G F 115.3
D3575X, 17 Resin ethoxylate 30 2 7 13 14 14 G G - 80
CB461, 12.5 NPFR alkoxylate 30 20 20 21 21 22 VG G - 80
D311, 18 Phenolic resin
ethoxylate
30 0 3 14 18 18 P P - 83
DI938, 7.7 Polymeric alkoxylate
blend
30 12 16 18 20 20 F G - 86
DB9393, 6.7 Amine ethoxylate 30 0.5 2 3 5 8 G F - 3.35
DB5951, 11 Tetrol polymer 30 15 15 18 18 19 F P - 81
DI937, 7.7 Polymeric alkoxylate
blend
30 10 14 17 18 20 F G - 75
DG270, 6.7 Modified polyester 30 10 14 18 20 23 F F - 50
CB461/DB9393; 1:2 30 8 18 28 34 40 G G 0.1 6
2:1 30 22 26 30 36 40 VG G 0.1
5
7.3
The water droppers are CB461, DI938, DB5951, DI937, and DG270. none of them are
complete emulsion breaker.
The desalter is DB9393 which is the good emulsion breaker
Formulation
CB461 with DB9393 gave good water dropper and desalter.
17. 4. Plant 4
.
Water cut 18%, sample 100ml
Demulsifier ppm Water, ml WQ IQ Top
oil
Salt
PTB
8 17 28 41
Incumbent 20 2.5 3.2 4 5 G G 0.4 27
C11/C3; 1:1 20 3 6 9.5 16 F G 0.0
5
2.9
CB461, 12.5 NPF resin alkoxylate 15 6 7 7.5 8.5 G G 5 73
RO238, 8.7 BPF resin alkoxylate 15 5 7 9 9.5 G F 1 71
D311, 18 Phenolic resin
ethoxylate
15 5 6 7.2 8 G G - 83
D309, 29 Phenolic resin
ethoxylate
15 1 2.2 4 5 G G - 88
DI938, 7.7 Polymeric alkoxylate
blend
15 8 8 9 10 F G 4 43
DB9393 6.7 Amine ethoxylate 15 0 0 0.2 1 G F 0 3.9
DG270, 6.7 Modified ester 15 8 10.5 12 14 G G 0.4 41
DI937, 7.6 Polymeric alkoxylate
blend
15 5 6 6.5 6.8 G F 0 73
RO238/DP196DB9393;
2:2:1
20 8 9 11 14 F G -
D309/DP196/DB9393;
2:2:1
20 8 9.5 12 16 F G 0.1
5
7.5
D309/DI938/DB9393;
2:2:1
20 11 14 17.5 25 F G 0.2 6.5
D3575/DI937/DB9393;
2:2:1
20 4 8 10.5 22 G G
D309/D937/DB9393;
2:2:1
20 7 10 14 20 G G 0 7.5
incumbent 50 14 16 17 18 G G 0.8 26
DI938, DG270, DI937, RO238 are water droppers; DB9393 is the only desalter
Water droppers:
CB461, CB RO 238, D311, D309, DI938, DI937, DG270
Desalter:
DB9393
Formulation:
DI938, D309, DB9393 gave high water dropping and low salt content.
5. Plant 5
This crude oil is heavy crude oil. As the density of the crude increases the oil-water
separation becomes very difficult.
If salt content in produce water is high the emulsion breaking of the crude is easier.
If water cut is more then also emulsion breaking is easier.
The dozing during screening should be high to separate water at a faster rate.
18. Water cut 14%
Demulsifier ppm Water WQ IQ Top
oil
Salt
30 60 90
incumbent 100 2.5 6 8 F P 35
D1131 100 2 4 8 F F 54
DB9947,RSN= 13 Resin EO/PO
alkoxylate
200 4 8 10.5 F F 30
DB2903,RSN=23 EO/PO block
polymer
200 5 7.5 9 G P 45
D400 200 Tr Tr 11 7.6
L12
RSN=9.4
EO/PO block
polymer
200 Tr Tr 11 P P 7.6
DP188,RSN=16 Polyol 200 4 4 5.5 P P 21
7063 200 0 0 9.7
DRA22, RSN=20.8 Phenolic resin
alkoxylate
200 0 0 6.7
DI926,RSN=,5.9 Diepoxide 200 0 Tr 6.6
CB6218, 200 1 1.8 F P 34
CB 217, Polyoxyalkylene
glycol
200 1 2 F P 49
CB6243 200 2.2 2.5 F P 38
DI985,RSN=6.5 Diepoxide 200 0 0 10.2
DI936,RSN=8.4 Acrylic polyol 200 0 0 15.5
L12/DB9947 ; 1:1 100 4 6 7 P G 52
DRA22/DP188/DI926; 1:1:1 100 2 6 8 P F 20
DRA22DP188; 1:1 100 0.4 2 2 G P 29
30 60 90 105
1.DI938/D400/DB9947; 1:1:2 100 7 9 11 12.5 F P 2.4 16.3
2.1:1:1 100 5 7.5 9 12 F P 3 10.7
3.1:2:1 100 6.5 9 10 14.5 F P 1.6 8.8
Incumbent 100 3.5 8 9.2 15 G P 5.6 16.6
Selection DI938/D400/DB9947at 1:2:1
Water droppers:
DB9947, DB2903, L12, DP188
Desalters:
L12, 7063, DRA22, DI926, DI985
Hybrid: D400
Formulation
The results of demulsifier bases screened in GOSP Plant 6 are tabulated below.
The average water cut of this crude is 46%. So 46 ml of water is expected from 100ml of
crude oil.
19. Plant 6: Water cut 46% sample 100ml
Demulsifier ppm Water , ml WQ IQ Top
oil
Salt
PT
B
ID RSN Name 15 30 45
Incumb
ent
35 1.5 10 34 G F 2.7
DI938 7.7 Polymeric
alkox ble
35 14 24 30 G P 5.9
DI937 7.6 Polymeric
alkox ble
35 23 32 38 G P 2.5
CBDG4
283
11 Resin
alkoxylate
35 9 10.
5
14 G G 76
CB9393 6.7 Amine
alkoxylate
35 17 40 51.5 G G 2.1
D309 29 Phenolic
resin ethox
35 5.5 8 8.5 G G 55
D311 18 Phenolic
resin alkox
35 13 16.
5
19 G G 50
PEL121 EO/PO
block
35 0.4 3 5 G G 3.2
D3551X 10 Polyimine
alkoxylat
35 Tr 0.9 2 G VG 2.6
DB9393 6.7 Amine
ethoxylate
35 Tr 0.3 10 G G 2.8
DP188 16 Polyol 35 5 20 50 G G 3.1
CB6226
,
11-
12
Phenolic
resin alkox
35 Tr Tr Tr 28
CB DI
936
8.4 Acrylic
polyol
35 6 10 22.5 G F 11
CB DI
950
8 Modified
polyol
35 1 3.5 6 F F 32
DP318 8 Block
polymer
35 0.3 8 20 G F 7.5
DB
9393
6.7 Amin
ethoxy
40 0.2 0.4 0.8 G F 3.4
D309/DI938; 3:1 35 16 18 21 VG G 4.4
DI938/DP188;
3:1
35 10 18 29 VG VP 2.5
2:1 35 10 19 28 VG P 1.9
DP493 9 APFR
alkoxylate
35 39 42 43 VG VG 0 34
DP314 6 Alkylene
block
35 20 30 40 VG VP 0 4.6
RDM
9510
7.9 P blend 35 9 27 36.5 G F 0 30
10 20 30 40
DI938/DP188
4:1
50 20 32 34 38 G F 0 8.2
DI938/D311
1:3
50 33 36 37 39 VG G 0 3
RD12/RD14
3:1
50 4 20 30 40 G F 0 2
RD53/RD14
3:1
50 34 34 36 38 VV
G
VG 0 2.2
RD54/RD53
1:3
50 40 40 41 41 VV
G
VG 0 14
20. DI938/D311/DB9393
2:2:1
50 37 38 39 42 G G 0 3.8
Selection DI 938/D311/DB9393 at 2:2:1 and RD53/RD14 at 3:1
Evaluation
The results are evaluated as follows. The results are tabulated based on their functions.
Water droppers
Below table contains water droppers. The results show that even though they are good
water droppers, they are not good desalters. This is very important point to be
remembered during selecting demusifiers and formulating.
Demulsifier bases CBDG4283 and D311 are not good water droppers even though they
show fast initial water dropping
D311 shows better initial water dropping but reduces with time. It has RSN value 18
which shows it is more soluble in the water (hydrophilic). As temperature increases it
promote reverse emulsification while at low temperatures it is less soluble in the water
layer and work more in the organic layer and help emulsion breaking.
Bases DP493 and RDM9510 are good water droppers. DP493 is better of the two good
initial fast water dropping. But this one is also not a good dealter.
Better water droppers are hydrophobic (RSN = 7.9 and 9). That means they work in the
continuous phase. DP493 is APFR alkoxylate
RDM9510 which is working in the oil phase drops water better. It is a blend of resin and
polyols. But initial water separation is not fast.
So resin alkoxylate that work in the oil phase is the fast water dropper for this crude oil.
Demulsifier ppm Water ,ml WQ IQ Top
oil
Salt
PT
B
ID RSN Name 15 30 45
CBDG
4283
11 Resin
alkoxylate
35 9 10.5 14 G G 76
D311 18 Phenolic
resin alkox
35 13 16.5 19 G G 50
DP493 9 APFR
alkoxylate
35 39 42 43 VG VG 0 34
RDM
9510
7.9 P blend 35 9 27 36.5 G F 0 30
Desalter
The bases listed in the table given below are desalters. All the three bases show low salt
content, but also low lo water dropping. This is possible only if the water is completely
separated from the oil. Also this is possible only when the emulsion is completely broken.
So the best desalter is the one that completely break the emulsion. But the best desalter is
not the best water dropper. This is an important point to be remembered during
demulsifier formulation.
The bases D3551X and DB9393 are good desalter for this crude. They are working in the
continuous phase (RSN = 10 and 6.7). Both show low water dropping. Both are amine
alkoxylates. Amine alkoxylates work more like neutralizers. That means they work by
neutralizing the polar emulsion and thus breaking the emulsion.
21. So neutralizing amine alkoxylate are better emulsion breaker for this crude oil
Demulsifier ppm Water ,ml WQ IQ Top
oil
Salt
PT
B
ID RSN Name 15 30 45
PEL121 EO/PO
block
35 0.4 3 5 G G 3.2
D3551X 10 Polyimine
alkoxylat
35 Tr 0.9 2 G VG 2.6
DB9393 6.7 Amine
ethoxylate
35 Tr 0.3 10 G G 2.8
Hybrid
All the demulsifiers listed below with test results are good water droppers and desalters
for this crude oil. It concludes that these bases are good emulsion breakers. It can be said
that here best water droppers are also better desalters.
None of them are phenol formaldehyde resin alkoxylates.
CB DI938 and DI937 are acrylate resin alkoxylates
CB9393 is amine alkoxylate
DP314 is block polymer
DP188 is polyol
So for this crude oil it is not the organic emulsifying agent that contribute to
emulsification.
It is the organic and inorganic particles that contribute to the emulsification and its
stabilization.
All these bases can be taken for formulation along with above two types of bases (water
droppers and desalters)
Demulsifier ppm Water WQ IQ Top
oil
Salt,
PTB
ID RSN Name 15 30 45
DI938 7.7 Polymeric
alkox ble
35 14 24 30 G P 5.9
DI937 7.6 Polymeric
alkox ble
35 23 32 38 G P 2.5
CB9393 6.7 Amine
alkoxylate
35 17 40 51.5 G G 2.1
DP314 6 Alkylene
block
35 20 30 40 VG VP 0 4.6
DP188 16 Polyol 35 5 20 50 G G 3.1
Selecting bases for formulation
Above results have given the guide lines how to continue with the formulation:
Points to be remembered for formulation:
1. From screening select best water droppers, desalters and hybrids
2. Classify all the selected bases based on their chemical structure.
3. Classify all the selected bass as oil soluble and water soluble based on the RSN
values (the base with RSN below the value 13 are more oil soluble and bases with
RSN value above 13 are more water soluble and the one within the range of 13 is
working in the interface)
4. Combine the bass as follows:
22. 4.1. Resin with a synergist like polyol/ester/ block polymer
4.2. Combine water dropper with desalter based on step 4.1.
4.3. Combine based on solubility in oil or water.
4.4. Add a sludge conditioner to the combination
4.5. Add a neutralizer to the combination
4.6. Add a wetting agent to the combination
4.7. Combine as follows:
4.7.1. PFR Resin/Polyol; Resin/Ester; Resin/polyglycol; Resin/Diepoxide
4.7.2. Resin//Synergist/amine alkoxylate; Resin/polyol/sludge conditioner;
Resin/synergist/polymeric alkoxylate
4.8. First combine two bases in the ratio 1::1, 1::2, 2::1. This is to understand the change
in water dropping and desalting as the ratios and find out better combination that can
give good results.
4.9. In the next series of screening add neutralizer, sludge conditioner and wetting agent
respectively and find out the good combinations under screening.
4.10. The combinations may be changed to 1::1::1, 1::2:1, 1::1::2, 2::1::1 as three bases
4.11. Also add one opposite resin (oil soluble or water soluble) to the combination and
screen to find any emulsion inversion, change water and interface quality.
4.12. Check all for complete emulsion breaking by testing top oil for BS&W. Also
check mixed cut for BS&W. This will ensure for the complete emulsion breaking
and dryness of top oil.
4.13. The specification requires top oil to be dry ( BS&W , 0.2%) and Salt in crude oil
< 10 PTB ( Parts per Thousand Barrels)
Demulsifier ppm Water WQ IQ Top
oil
Salt
15 30 45
D309/DI938; 3:1 35 16 18 21 VG G 4.4
DI938/DP188;
3:1
35 10 18 29 VG VP 2.5
2:1 35 10 19 28 VG P 1.9
DI938/DP188
4:1
50 20 32 34 38 G F 0 8.2
DI938/D311
1:3
50 33 36 37 39 VG G 0 3
CB9393/RD14 (diiepoxide)
3:1
50 4 20 30 40 G F 0 2
RD53(DP493)/RD14
3:1
50 34 34 36 38 VV
G
VG 0 2.2
RD54(DP314)/RD53
1:3
50 40 40 41 41 VV
G
VG 0 14
DI938/D311/DB9393
2:2:1
50 37 38 39 42 G G 0 3.8
Selection DI 938/D311/DB9393 at 2:2:1 and RD53/RD14 at 3:1
In the above table the screening results of different formulations are given
1. First combination is D309/DI938-Phenolic alkoxylate/Polymeic blend with
acrylate. The ratio after screening is found 3::1 better perfume compared with
1::1, 1::2, 2::1
23. 2. Second combination screened is DI938/DP188 – Polymeric blend/Polyol. The
ratio 2::1 is better performer compared ratio 3::1. That means the lower DI938 in
the combination it is better to perform.
3. Third combination DI938/D311 – Polymeric blend/phenolic resin alkoxylate- at
ratio 1::3 performed better. It has remembered that these tests were in winter
season with crude oil temperature below 20C. So D311 performed better ( see
explanation water dropper evaluation)
4. Forth formulation CB9393/RD14 – amine alkoxylate/diepoxide- at ratio 3::1 is
better performer compared to third formulation
5. Fifth formulation DP493/RD14 – APFR alkoxylate/diepoxide- at ratio 3::1 is
better performer compared in all respect
6. Sixth formulation DP314/DP493 – Block polymer/APFR alkoxylate- at ratio 1::3
is good at water dropping but poor at desalting even though top oil BS&W show
zero unresolved emulsion. This is an important point to be remembered to avoid
the mis-concept that, if BS&W of top oil is zero, then that formulation can give
good desalting.
7. Seventh formulation DI938/D311/DB9393 – polymeric blend/phenolic resin
alkoxylate/amine ethoxylate -at ratio 2:2:1 is comparatively good performer
The selected formulations are
Demulsifier ppm Water ,ml WQ IQ Top
oil
Salt
PTB
ID RSN Name 10 20 30 40
RD53(DP493)/RD14
3:1
50 34 34 36 38 VVG VG 0 2.2
DI938/D311/DB9393
2:2:1
50 37 38 39 42 G G 0 3.8
Screening with selected formulations
Sometimes existing formulations are used for screening from the beginning. It is good if
the formulations perform better than any individual demulsifier bases.
Sometimes other bases are added to formulation to perform better. But first it is necessary
to screen the individual bases to confirm that each bases in the formulation contribute for
better performance. Then only additional bases should be added to the formulation
because adding one more base to the existing formulation make the new formulation less
applicable if the new formulation could not better highly.
The below result is from the recent tests in Tanajib. Formulaions 1107D, 1115C and
1115D are screened from the beginning. They are found good water dropers. But the salt
content was not to the required level (56.7 PTB). So base RD84 which has a low salt
content (6.3 PTB) was used as additional base for the formulation 1107D. When it was
used the salt content did not come down as expected (35.8 PTB).
24. The performance of each bases in the formulation 1107D was also tested (RD1, RD15,
and RD35). But the contribution of new base RD84 is not as expected and also the
formulation 1107D has to be discarded because of high salt content.
If a formulation is screened, then:
1. Ascertain the performance of each bases in the formulation
2. Combine two bases of this formulation and evaluate their contribution
3. If any of the bases in the formulation was found not contributing it should be
replaced by better performing base from the new screening results.
4. Adding a new base to the formulation should be done carefully.
Plant 7
Demulsifier ppm Water WQ IQ Top
oil
Salt
ID Name 10 20 30 40 50
Incumbent 50 Tr Tr 1.2 2 2 P G 56.7
DI938 50 Tr Tr Tr 0.1 0.5 G F 35.4
D309 50 Tr Tr 0.1
5
0.4 0.8 G G 36
D9393 50 Tr Tr Tr Tr Tr 12.5
DI985 50 Tr Tr Tr 0.2 0.7 G G 6.3
Incumbent
(D)+DI985
2:1
50 Tr Tr 1.3 1.8 1.9 F G 35.8
D + D4 (5%) 50 0.1 0.1 1.3 2.5 2.5 G G 52.5
D + H(5%) 50 Tr Tr 1 2 2.2 F F 54.9
D + S(5%) 50 Tr Tr 1.4 2 2.1 F G 53.4
Field Trial
Field is the final assessment of the demulsifier performance in bulk under process
conditions. The following information should be collected before and during field trial:
1. Daily production rate
2. Temperature of the incoming crude oil
3. Demulsifier injection rate in the production header
4. Demulsifier injection rate before dehydrator, if any
5. Total water separated in the first production trap (HPPT)
6. Total water separated from the dehydrator outlet
7. Wash water used to desalt in the desalter
The following tests are required to know the performance of the demulsifier as emulsion
breaker and desalter.
1. Crude oil after first separator, HPPT: BS&W check the total amount of emulsion
left in the crude after first separator. The extent of emulsion breaking tht has taken
in the first separator can be understood from this. This gives good idea about the
water dropping ability and desalting ability of the demulsifier. Good water
25. dropper is good emulsion breaker. But good emulsion breaker is not a good
desalter.
2. Crude oil after Dehydrator:
2.1. BS&W check gives the amount of unresolved emulsion in the final
product. The allowed limit value is <0.2%. If the result is more than this value
the demulsifier is not performing well and cannot be recommended.
2.2. Salt in Crude oil: check by analyzer the amount of salt present in the final
crude oil. It should not be more than 8 PTB. If it is more the demulsifier is not
working as a good desalter and cannot be recommended.
3. Crude after Desalter: In the desalter the salt crystal hanging in the crude oil after
dehydrator treatment are removed by washing with sea water. This is the final
sample. Its BS&W and salt content are the same as that for dehydrator.
4. Oil in WOSEP water: collect a sample of water from WOSEP and measure the
amount of oil in this water. As per specification this value should not be more
than 100mg/l. Oil goes to WOSEP due to poor oil to water interface separation,
oil hanging in the water due to reverse emulsification also called overtreat by the
demulsifier. If demulsifier dosage for emulsion breaking this inversion cannot
occur. But if the amount of demulsifier is more than required then that amount
may cause reversal of demulsification. So some oil gets separated to the bottom of
the water or get hanged in the body of water.
If all test values are as per requirement and than the results of the incumbent values, this
demulsifier can be recommended for that particular crude oil.
The sequence operation should be:
1. Collect all data and test results while running the incumbent demulsifier.
2. Collect all data while running the recommended demulsifier.
3. Again revert back to the incumbent running and collect all data as in case 1&2.
Now from all results evaluate what should be recommended demulsifier dosage so that
the demulsifier performs better than incumbent.
26. APPENDIX
Demulsifiers – Some General Formulas
1. Alkoxylated alkyphenol/formaldehyde resins
R4 is straight chain or branched C1-C20 alkyl, in particular C4-C12,
P is from 1 to 74, preferably from 2 to 40, and
X is alkylene group k is from 1 to 74
2. Alkoxylated amine-modified alkylphenol/formaldehyde resins of the general
formula
R5/R4 is hydrogen, C1-C4 alkyl or benzyl,
q is from 1 to 100, preferably from 3 to 50, k can be 1 to 100
X is alkylene group k is from 1 to 74
3. Condensates of mono- or oligoamine alkoxylates, dicarboxylic acids and
alkylene oxide block polymers of general formula
R9 is straight chain or branched C1-C12 alkylene
Y is one 1,2 alkylene group or different 1,2 alkylene groups of 2 to 4 carbon atoms,
present in block form
I is from 1 to 200, preferably from 3 to 150, particularly from 5 to 100
s is from 2 to 80, preferably from 3 to 50 and
27. X, k and R2 have the above meanings. X can also be partially quaternized (C1-C4, alkyl
or benzyl at the nitrogen atoms).
4. Co-and terpolymers of alkoxylated acrylates or methacrylates of the general
formula
R6 is hydrogen or methyl and X, k, and R2 have the same meanings mentioned above
with vinyl compounds of the general formula
R6 has the above mentioned meaning
R7 is hydrogen or –COOH, -COOC2H4OH, -COOC2H4N(C2H5)2, -CONH2, -CN,
phenyl, -OCOCH3, -CH2OH, -NHCHO, -COOCH3, -COOC2H5
R8 is hydrogen or -COOH
5. Polyethyleneimine alkoxylates of the general formula
A1 has the above mentioned meanings; k is from 1 to 200 (preferably from 5 to 150); x is
from 10 to 2500 (preferably from 40 to 1200)
6. Monoamine alkoxylates of the general formula I or oligoamine alkoxylates of
the general formula II
28. Formula I
Formula II
R2 is straight chain or branched C1 –C30 alkyl, straight chain or branched C2-C30
alkenyl or phenylalkyl where the alkyl group is of 1 to 20 carbon atoms
R3 is a group of the formula –(XO)k-H or has the meanings of R2,
X is one 1,2-alkylene group or different 1,2 alkylene groups of 2 to 4 carbon atoms,
present in block form; k has the abovementioned meanings and m is from 1 to 10
(preferably from 1 to 4)
7. Dithiocarbamates salts made from the reaction products of polyamines and
epoxides and have general formula
R” is from –R-RNH2 and
R is selected from the group, straight, branched or cyclic alkylene moieties, arylene
moieties, their substituted moieties, or their mixtures
R’ is:
Where n and m independently range from 1 to 5 and q is 0 or1