Quality Control-1
•
2 likes•6,831 views

This document discusses quality control techniques, including statistical quality control. It covers topics such as quality characteristics that can be measured, sources of variation in manufacturing processes, controlling variation, objectives of quality control programs, concepts of inspection and statistical quality control, benefits of quality control programs, and basic terminology used in statistical quality control like frequency distributions and histograms. The overall goal of quality control techniques is to ensure products meet specifications and customer expectations by monitoring processes for variation and taking actions to prevent defects.

Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (20)
Similar to Quality Control-1
Similar to Quality Control-1 (20)
More from Chandran Udumbasseri
More from Chandran Udumbasseri (16)
Quality Control-1
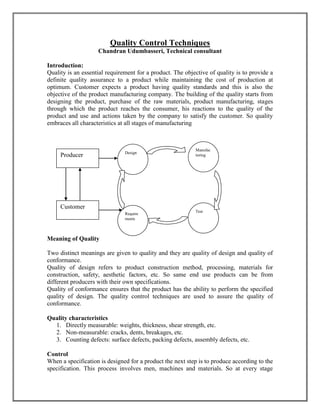
- 1. Quality Control Techniques Chandran Udumbasseri, Technical consultant Introduction: Quality is an essential requirement for a product. The objective of quality is to provide a definite quality assurance to a product while maintaining the cost of production at optimum. Customer expects a product having quality standards and this is also the objective of the product manufacturing company. The building of the quality starts from designing the product, purchase of the raw materials, product manufacturing, stages through which the product reaches the consumer, his reactions to the quality of the product and use and actions taken by the company to satisfy the customer. So quality embraces all characteristics at all stages of manufacturing Meaning of Quality Two distinct meanings are given to quality and they are quality of design and quality of conformance. Quality of design refers to product construction method, processing, materials for construction, safety, aesthetic factors, etc. So same end use products can be from different producers with their own specifications. Quality of conformance ensures that the product has the ability to perform the specified quality of design. The quality control techniques are used to assure the quality of conformance. Quality characteristics 1. Directly measurable: weights, thickness, shear strength, etc. 2. Non-measurable: cracks, dents, breakages, etc. 3. Counting defects: surface defects, packing defects, assembly defects, etc. Control When a specification is designed for a product the next step is to produce according to the specification. This process involves men, machines and materials. So at every stage Design Test Require ments Manufac turingProducer Customer
- 2. conformance to specified quality should be strictly followed and the processes monitored to check conformance. Every repeated manufacturing process is not truly identical and there is an inherent variability in each process. So it is necessary to determine and include in the specification the extent to which this variability is tolerable so the fitness for use of the product is not affected. If the variation is inevitable, then the question is to how much of the variation should be allowed and how can the variation be determined. A manufacturing process consists of a number of steps and the pattern of variation is a complex one. If the variation is caused without any change in the process, then this variation is the inherent variation. In addition there are variations due to the changes caused due to factors like, men, machines, material, environment, etc, called external variability. So the variation observed in the process is due to two types of variability – inherent and external variability. The external variability has assignable causes that can be identified and eliminated. When assignable causes are identified and eliminated then the processes is said to have brought under control. Conformance to quality characteristics is used as the method to bring a process under control. These characteristics are given upper and lower limiting values so that the process can be judged for its status being under control. Objectives of quality control 1. Evaluation of quality standards of incoming material, product under processing and outgoing product. 2. Judging the conformity of the process to the established standards and taking suitable action when deviations are noted. 3. Estimation of optimum quality obtainable under the given conditions. 4. To improve quality and productivity by process control and experimentation. 5. Developing procedures for good vender – vendee relation. 6. Developing quality consciousness, both within and without the organization. Concepts of quality control There are three concepts of quality control – inspection, statistical quality control, and reliability. Inspection aims at assuring the workmanship demanded by the specification of the product. The process involves detecting and isolating faulty material. The process of inspection is carried on incoming material, in process and outgoing product. Statistical quality control concept is based on understanding the behavior of a process and exercising control over a process. SQC helps in developing an acceptable process model, determining all deviations from this model, identifying and eliminating these deviations so that the process continues to produce acceptable quality. Reliability is defined as the probability of performing without failure a specified function under given conditions for a specified period of time. Reliability program has two aspects – planning and control. The planning establishes the standards of performance and control measures the performance and evaluates performance against standards and takes corrective actions if deviates from standards. So reliability is an extension of SQC concepts.
- 3. Principles of quality control a. Principle of co-ordination Quality control function coordinates all the activities of various departments of the organization and customer requirements. The old concept of production cycle has three functions: design, manufacturing and inspection. These are considered as independent departments by old concept. But the new process model explains that they are inter-dependent and are cyclic process. b. Principle of prevention The routine inspection procedure in a manufacturing unit just identifies the good and the bad items. But the new process model approach is to eliminate the production of defective items by taking appropriate corrective action when the process deviates from standard process. Here SQC techniques are used to evaluate the deviations from standards by continuous monitoring the process and taking corrective and preventive actions. c. Important ideas of quality control 1. Build quality into the product rather than inspecting 2. Collect information to coordinate the activities of various departments. 3. Collect data to study cause-effect relationship that can help in solving problems. 4. Use the data and information effectively. Areas of application Quality control concept used for incoming material control, process control, and production control. 1. Incoming material control. From quality control point of view, procuring the right quality of materials and stocking at economic levels assumes great importance. Materials purchased from outsiders and sub contractors are incoming materials. The materials coming from another department are also incoming materials and require quality control. 2. Process control. A manufacturing process may have several steps. And it is necessary to assure the quality at each stage. This helps in building the desired quality into the finished product. So process control and techniques ensure quality economically. To achieve process control the following steps are involved. Planning: It is necessary to determine quality characteristics in order to practice control, procedures should be established to determine these characteristics and proper equipment to measure the characteristics should be available. Criteria should be developed to judge the process control. Analysis: The information collected should be analyzed. Process engineering: The analysis of information reveals any poor quality problem and a corrective action plan should be established. The process behavior pattern
- 4. obtained from information analysis should be associated with technical and operating conditions of the process. Process capability: It is necessary to determine the best process under given conditions of manufacturing. Process control involves evaluating the quality of out going product (finished product in store and warehouse), collecting information and data from distribution (customer reaction), improvement of product quality through constant feedback analysis. Quality costs The components of quality costs are preventive, appraisal and failure costs. Preventive costs: To have quality in first time and every time it is necessary that the process should not make defective product. The costs associated to achieve such stage include costs such as quality control engineering, employee’s quality training and quality maintenance of patterns and tools. Appraisal costs: The quality appraisal methods such as inspection, tests, laboratory acceptance examinations and audits are expenses to maintain the company quality level. Failure costs: The products that are not conforming to company quality specifications are rejected as defective products. These products incur losses due to scrap, spoilage, rework, field complaints, etc. Basic aspects of QC program Engineering: The development of a new product is basically engineering. The development of quality evaluation through improved inspection is also engineering. Identifying the basic cause of defects and their rectification is through engineering. Statistical: The behavior of a process can be studied through statistical techniques. The idea of prevention and control and the collection of data for improvement is statistical. Managerial: The planning to execute the statistical and engineering information is management concept. The creation of right atmosphere for quality consciousness in the organization depends on the policies and practices of the management. The effective coordination of the quality control function with others is management concept. Benefits of QC program The quality control program helps in building information system that can help to improve quality and reduce the cost. A better understanding of the product is possible through the application of process behavior, cause-effect study and experimentation involved in QC program. Other benefits of QC program are: 1. Quality improvement. 2. Optimizing the production condition. 3. Cost reduction 4. Scrap reduction. 5. Material saving. 6. Avoid bottlenecks. 7. Scientific tolerance evaluation. 8. Reduction in inspection. 9. Maintenance of operating efficiency.
- 5. 10. Quality consciousness. 11. Fewer customer complaints. Inspection When a work is accomplished it is customary to inspect and confirm that the specified requirements are met. In modern industry when mass production started the inspection methods needed a complete revolution and new techniques were introduced in inspection of finished products. In modern production techniques, the production of a complete product is divided into its component parts separately; each part is manufactured separately at the same site or outside. Since parts are manufactured at different places during assembly all the parts should fit exactly with the allowed limits. It is not possible to manufacture a product exactly all the time due to inherent and random sources of errors in machines and men. But the variations observed should be controlled to certain limits and the range of allowed limits should not affect the ultimate performance of the product. So the inspection assures that the variations in characteristics are within allowed limits and will not hamper its ultimate fitness for use. The aim of inspecting is to see whether the product meets the workmanship demanded by the service specification. Objectives of inspection The basic objectives of inspection are given below: 1. The inspection detects and isolates faulty material before it enters the process and thus avoids wastage. 2. The inspection brings to the attention of persons concerned the defect before the fault becomes serious. 3. The inspection ensures that no substandard or defective product reaches the customer. 4. The inspection promotes organizational commitment for quality and thus complaints are minimized. Steps of inspection work The following steps are observed during inspection. 1. Inspection of incoming material 2. Inspection of in-process material 3. Inspection of finished product. 4. Inspection of equipment and tool. Incoming material inspection Incoming materials are classified as materials that directly used for making finished product and indirect materials such as fuel, power and water. There should be a detailed inspection procedure for inspecting the quality of incoming materials. In addition to inspection to quality all materials should be inspected for damage or corrosion due to transportation or storage. The equipments used for this inspection are go-no-go gauges, plug and ring gauges, measuring instruments, non-destructive testing equipments and test benches.
- 6. The indirect materials such as fuels and water should be checked for their quality. The regular supply of power should be available and alternative sources should be kept at ready as back up. Inspection of manufacturing materials Inspection during manufacturing consists of the following steps: 1. First piece inspection or first off inspection 2. Periodic inspection during processing 3. Inspecting every piece that leaves the department 4. Final inspection First piece inspection After the machine is set in its proper operating condition trial run is made to get standard product. Once trial run started producing standard product the first product is checked for its quality. If this one meets the standard requirement the machine is handed over to the operator for regular production. By this inspection wastage is minimized at the early stages to reduce the cost of production. The machine set up verified from the beginning itself so that defects are not produced further. The disadvantage for this inspection that production has to wait until first sample is checked and approved and men and machine remain ideal during this inspection period. Floor inspection The inspection is conducted near the machine itself. The production errors are detected at the early stages and waiting time is reduced. The disadvantage for this inspection is that testing instruments have to be brought near the machine and the inspector has to carry them with him. Dust, shop floor vibration, noise and such other factors influence the inspection work. The shop floor people may influence the inspection. Centralized inspection It is carried out in a separate room fully equipped with all measuring instruments. Inspection work is completely separated from manufacturing so that inspection takes place in un-biased and independent manner. This type of inspection gives accurate results that are unbiased and independent. The inspector is not distracted in his work and inspection is properly supervised. The disadvantage of this inspection is that it takes time and machine errors are not quickly revealed. The production may be delayed due to bottlenecks in the inspection room. Process inspection A sample is collected at scheduled intervals and inspected for compliancy with standard. The inspection is carried out continuously so that any defect formation can be easily identified and rectified. The inspector keeps close watch on various process control parameters.
- 7. Final inspection When an assembly is completed it is inspected to verify whether all the component parts have undergone inspection and whether the parts are free from defects. Final inspection is carried out in every piece manufactured. Metrology Metrology is the science of measurement. For every kind of quantity measured there must be a unit to measure it. For understanding by all, this unit should be a universal one. Inspection is carried out on any component by measuring some characteristic of the component. The results are expressed in terms of number of units and acceptability of the product within the specified limit is ascertained. There are different types of measuring instruments depending upon the degree of accuracy. Tool and equipment control In order that the parts produced are of consistent and acceptable quality, it is necessary to keep the production tools, measuring instruments and test equipments as accurate as possible. Each measuring and testing equipments has its own inherent accuracy beyond which it cannot be more accurate. But it should give its inherent accuracy consistently. So the equipments should be maintained and controlled properly. A planned and periodic control of the equipments should be practiced. Calibration of test equipments The instruments used on test equipments should be known accuracy in order that the results obtained are meaningful. The test equipments should be calibrated at scheduled times. Reference standards: In every country reference standard institutions hold standards. The sub standards are periodically taken to these institutions for calibration against the reference standards. These standards are checked once in 20 years against natural standards, the wavelength of Krypton.
- 8. Statistical quality control Statistics is the science of numbers. Statistical techniques are used in industry as a tool for achieving quality control. So statistical quality control is a branch of quality control. It is the collection, analysis and interpretation of data to solve a particular problem. Variations: It is very interesting to note that no two pieces of product manufactured in identical conditions and with great care are not exactly alike. Sometime the variation may be small. But it is true that variations do exist. Types of variations: The variations can be within the product itself or among parts produced during the same period of time or at different periods of time. Reasons for variations: 1. Tool wear 2. Bearings that loosen 3. Machine vibrations 4. Faulty jigs and fixtures 5. Poor raw materials 6. Careless or untrained operators 7. Weather changes 8. Measuring errors. Types of quality characteristics Variable: When a measured quality characteristic is expressed in universal units then that characteristic is a variable. Variable can have any values within limits or outside. Attribute: When the number of items conforming or not conforming to specified requirements is identified it is recorded by attributes. (E.g.: items can be good or bad here the attributes are good and bad). Sometime variables are treated as attributes. (E.g. the length of a part can be measured and decided whether the part is good or bad.) Terminology in frequency plot Frequency: The number of times a particular value of a variable repeats itself in a given set of data. Frequency distribution: It is the number of times a given quality characteristic measurement occurs within the sample of product being checked. Frequency plot: Pictorial representation of variables Uses of frequency plot A frequency plot is a fingerprint of the process behavior that can help to find out error in the process and take corrective action. Terminology used in frequency distribution Cell: The interval along the scale of measurement Cell boundaries: Measurement values at the end of the cells Cell interval: Difference between upper and lower boundaries of the cell Cell midpoint: The value equidistant from the cell boundaries Frequency: Number of observations in each of the cells
- 9. The relative frequency: Frequency of a particular cell divided by the total number of measurements. Construction of a frequency distribution 1. Construct a tally sheet 2. Determine the range Difference between highest and lowest values 3. Determine the cell interval: Use the formula C = R/i where C is the number of cells; R is the range; i is the cell interval.(By assuming various odd numbers of the interval, the number of cells and the cell interval can be obtained.) 4. Determine the cell midpoints. 5. Determine the cell boundaries 6. Cell frequency: Amount of numbers in each cell 7. Cumulative frequency: Add the frequency number in each cell. Graphic representation of frequency distribution Histogram: A set of rectangles with bases that represent cell midpoints and heights that represent the frequency of a cell. Frequency polygon: Place dot over each cell midpoint at the height indicated for each frequency Cumulative frequency or ogive: Frequency all values less than the upper cell boundary.
- 10. Presenting the Data Tables: Require much closer reading and are more difficult to interpret than diagrams. Graphs: Have a visual appeal and are more impressive to understand. Charts: Shows trends and comparisons. Several frequency polygons can be drawn on the axis while each distribution should have separate histograms. Universe and sample in statistics If a company manufacture one million nuts and bolts in a day then it is not easy to check all the nuts and bolts produced in a day. In statistics a sample is collected from the universe so that the sample represents the universe and the information collected from this sample can be applied to the universe as a whole. So selecting a sample is to learn the universe. Normal distribution The variation that takes place in any similar product or a product manufactured by the same machine has a general tendency. If the height of Indians is considered then it is possible to see that majority of Indian’s height cluster around the mean value while a small percentage is extremely tall or extremely short. This is a type of normal or nature’s distribution. The normal distribution curve is bell shaped and symmetrical about the average value. It is high at the middle and diminishes gradually as the distance increases away from the average. In actual practice no set of quality control data have obtained which conformed exactly to the normal distribution. But if increase number of samples and made actually to represent the universe then we can get normal distribution Measures of central tendency A frequency distribution or histogram is sufficient for many quality control problems. But due to many problems in manufacturing additional information are required to solve the problems. The statistical techniques like measure of central tendency and dispersion give more information A measure of central tendency of distribution is a numerical value that described the central position of the data or how the data tend to build up in the center. Mean: The sum of the values in a distribution is divided by number values
- 11. If χ1, χ2, χ3, χ4,………are N observed numbers then their mean is given by Χ = χ1+χ2+χ3+……………+ χn = Σ χi N N Median: It is the magnitude of middle value that has half value above and half below. Set of numbers 3, 4, 5, 6, 7, 8, 9 has median 6 Set of numbers 22, 24, 24, 24, 24, 30 has median of 24 When the number in the series is even the median is the average of the two middle numbers. For set of numbers 3, 4, 5, 6, 7, 8, the median is the average of 5 and 6 which is 5.5 Mode: This is the value that occurs with the greatest frequency in the set of numbers. Set of numbers 3, 3, 4, 5, 5, 5, 7 has a mode 5 Set of numbers 22, 23, 25, 30, 32, 36 does not have a mode. Set of numbers 105, 105, 107, 108, 109, 109, 110, 112 has two modes 105 and 109. Comparison of mean, median & mode Mean is the most frequently used one and is based on all observations so least affected by sampling fluctuations. The drawbacks are that it gives importance to bigger than items and less to smaller items. So the conclusions go wrong. The median is not affected by extreme deviations. So when extreme values are present in an observation median is a more satisfactory measure. But it is affected by sampling fluctuations. Mode is the most typical nature in the distribution. But it is not a rigidly defined measure. M, Md, Mn 1 2 3 1 2 3 Figure 1 Figure 2 Figure 3 In fig1 the curve is symmetrical and the mean, median and mode are represented by central line. There is only one value. In fig 2 the curve is positively skewed and 1 represent mean, 2 medians and 3 modes. So the mean will have higher value than other two. In fig 3 the curve is negatively skewed and mean will have smaller value than other two with mode having highest value.
- 12. Measure of variability The central tendencies cannot describe distribution and how the measurements are arranged in relation to the center. So the variability indicators, range and standard deviation, are used in quality control to describe and understand the frequency distribution. Range: It is the difference between the largest and smallest of observations. Standard deviation: It is a measure of dispersion and is commonly used. Standard deviation is denoted by sigma, δ, and is given by the expression: δ = √Σ (χi – χ)2 n The variance is the square of standard deviation. Applications of measures of dispersions Range is very common measure of dispersion used in quality control. It provides knowledge of the total spread of the data. It is valuable when the amount of data is too small or too scattered. It is not a function of central tendency. But as the number of observations increase the accuracy of range decreases. Standard deviation gives a more precise measure. When the data have extreme high and low values the standard deviation is more desirable. Relationship of mean and standard deviation There is definite relationship between the mean, the standard deviation and the normal curve. The normal curves with same standard deviation and different mean are shown below. It shows that the curves just changed their location. Mean= 2 = 0 = 3 The figure below shows curves with same mean and different standard deviations. Larger the standard deviation the flatter the curve and smaller the standard deviation the curve become more peaked.
- 13. Area under the normal curve The formula for normal curve is: f(z) = e-z2/π √2 π where π = 3.14159 e = 2.71828 z = χi – χ δ z is the standardized normal value. The normal curve in its standard form will have a mean of zero and standard deviation of 1. The curve a asymptotic at z = -3 and z = +3.The area under the curve is 1 or 100%. The normal curve is symmetrical about the mean and as given above the total area is 1.00. So area of each half about the mean is 0.5. For practical purpose each half can be taken as 3δ. So χ + 3δ contains 99.73% of the total area. Application: The percentage of items included between any two values can be determined using the normal distribution curve. For example suppose the mean value for the weight for brand of cereal is 0.297 for the last one year and standard deviation is 0,024kg. Suppose we want percentage data that are below the lower specification limit of 0,296kg. Then calculate ‘z’ from two means and standard deviation. (0.274-0.297)/0.024 = -0.96. From table for ‘z’ = -.0.96 the area is 0.1685 or 16.85%. If we want percentage of the data that are above 0.347kg, then ‘z’ = (0.347-0.297)/0.024 = 2.08.For this value of ‘z’, from table the area is 0.9812. Now subtract this value from 1.000,then 1.000 – 0.9812 = 0.0188 = 1.88%. Thus 1.88% of the data are above 0.347 kg. Conclusion There are two types of statistics, deductive and inductive statistics. Deductive statistics describe and analyze the subject or group. Inductive statistics determines from a limited amount of data an important conclusion about much a larger amount of data. X-R charts Construction Control chart It is a simple graphical device to know whether a process is under control at a given time. In any manufacturing process there is some variation in characteristic from product to product. The causes for this variation are two, chance and assignable causes. The chance causes are inevitable in any process and assignable causes can be discovered and corrected. For this purpose results of measurements of any characteristic are reduced to a numerical form and a graph is plotted. These control charts are called X-R charts. Average, X = Sum of the measurements = X1+X2+…+Xn Number of measurements n
- 14. Range = Largest measurement – smallest measurement R = Sum of R . Number of samples Preliminary considerations Quality characteristics: It is necessary to know which of the quality characteristic should be measured and studied during a process for constructing control chart. Inspection records will show particular characteristics where the product failed and rejected. So control chart may be produced based on such characteristics. Equipment and gauge: The equipment and gauge used for measurements should give exact and accurate results. These instruments should be checked for their accuracy periodically and should be maintained with proper schedule. There should be proper procedure for operating the instruments and recording data. Selection of samples: The information provided by a control chart depends on the selection of samples or sub groups. The choice of sub groups depends on the purpose of the control chart. If the chart is to control the quality the selected sub group should reveal assignable causes. So the samples should be collected in a short time from consecutive items. If the purpose is to know the homogeneity then the final product examination can reveal the required information. Depending upon the suspected variations the sample groups should be classified and collected. (Because the problem may be due to machine, operator, shift, material, environment, etc.). There is no general rule for sample size. Generally four to five sample may be preferred. The frequency of sampling depends on the stage of production. In initial stages of production, frequent sampling may be required which can be reduced when a state of control is achieved. The collection of sample should not be at a specified time because the operator will take more care during the specified sampling time. Control limits. The chart requires a basis for judging the results. So control limits are used to know whether the process is under control or not. The control charts are based on average results and not on individual results. Control limits are different from specification limits because control limits based on average results and specification is based on individual units. If points lie outside the control limits the assignable cause should be looked for and corrected. Control limits for X chart: UCL = X + A2R; LCL = X - A2R Control limits for R chart: UCL = R + D4R; LCL = R - D4R The value of A and D are available from standard tables. If any point is outside the control limit then recalculate the limits by avoiding that result. Steps to construct the chart. 1. When the first off approval is over by inspection start collecting data. 2. Determine the frequency of taking sample. 3. Record the results on data sheet.
- 15. 4. Calculate average and range for each sample taken. 5. Add all averages and ranges. 6. Find out the average of averages and the average of ranges. 7. Plot individual average and range control charts. 8. Calculate the control limits for average and range. 9. Plot UCL and LCL for average and range. 10. Then calculate R/d2 where d2 is taken from the factors table. Control chart patterns The pattern of plotted chart gives information on the process. A knowledge of production process and the pattern of points on the control chart will lead to a proper interpretation of the process. It is possible to prepare a list of causes that might give rise to a particular pattern of points. The pattern of points on the control chart is the key to its interpretation. Pattern: It is necessary to understand whether the pattern on the control chart is natural or unnatural. This is the same as saying whether the process is in a state of control or not. The ability to interpret the charts depends o n the ability to distinguish between the natural and unnatural patterns of the processes as described on the chart. For a natural pattern of control chart: a) Most of the points will be near the central line; b) A few points will be near the control limits and none of the points fall outside the control limits. Typical charts: Range chart UCL R LCL Average chart UCL X LCL
- 16. Pattern of points Extreme variation (Freak): freak is a point falling outside control limit. The variations shown on a normal control chart is due to inherent variation. But when a freak is observed on the chart then an assignable cause has to be searched. Freaks occur due to: errors in measurement and calculation, temperature or pressure, wrong setting, damage or mishandling of parts, or the operation is at its end or commencement. Shifts (Runs): If more points continuously fall on one side of the central limit then there is an assignable cause for this. Such appearance of points continuously on one side of control limit is known as runs. If the run is above the central line then this indicates undesirable situation because increase in process spread is expected. But if the run is below the central line then spread is reduced and process could maintain closer tolerances. The cause for this may be change in material used, change of operator, inspector, inspection equipment, machine or setting. If the run is above the central line then a new careless operator, loose fixing of parts, etc. may be the cause. Trends: It is a continuous movement of points upwards or down wards. Trend results from causes which work on process. Generally a trend is caused by tool wear or wear of threads, deterioration of solution strength, accumulation of dirt and clogging Cycles: Cycles are patterns that repeat themselves by showing peaks and troughs. They are indicative of assignable causes operating on the processes due to variation that affect them periodically. Generally this pattern is associated with seasonal effects, mechanical reasons, shift differences etc. Some of the causes are worn out position, roller eccentricity, fatigue, and rotation of persons. A cyclic pattern on range chart may indicate rotation of fixtures, gauges or moulds, excessive play of tool or die or blunt tool.
- 17. Too close (Hugging): The points are very close to central line. The causes for such Patterns are improper or irrational selection of sub groups and biases in measurement. The causes for this effect are in the selection of samples. When several machines are running samples are collected from each machine. Also the instrument cannot take exact measurement or inspector does not know how to take measurements. In some cases the recordings made without actual measurements give rise to this pattern. Erratic fluctuation: Too much ups and downs may be due to single or group of causes. The causes for such cases are difficult to identify. It may be due to different causes acting at different times on the process. Frequent adjustment of machines or different types of materials can give rise to such patterns. Special remarks: The control chart for averages and ranges should be examined together to judge the process for control. Satisfactory control over the process exists when both the charts show a state of control. Where range chart shows control and average chart does not then the process level is shifted due to external causes. This can be rectified in many cases by adjusting or setting the machine. Analysis of X and R chart Process capability: A process includes machine, material, and operator and environmental, etc. The basic characteristic of any manufacturing process is variability. Any quality characteristics exhibit variability. The measured variations are two types, inherent and external. Inherent variations are natural and material, machine and men cause external variations. External variations can be traced and corrected. When external variations are eliminated a true picture of the process capability is obtained. Process capability may be defined as the minimum spread of a specific measurement variation that will include 99.73% of the measurement from the given process. Process capability studies. It is necessary to evaluate the capability of a process and under stand its limits. In process capability study inherent variation is estimated and external variations eliminated and thus process is brought under control. Process capability and specification: There is always a specification for the quality characteristic of a product. The process used to manufacture the product should produce
- 18. the items within the specified limits. The quality control is to determine the process capability in relation to specification. The process capability is expressed as 3δ on either side of the mean X. So this 3δ range for a given process is taken in to consideration when setting the specification. The specification limits should be considerably wider than the process capability. In a normal distribution curve A the process capability is 6δ that is centered within the specification limit 10 δ. Upper spec limit B 3δ A 10 δ 3δ C Lower spec limit So the mean can shift within the process capability range, 3δ, still the process remain under control and specification limits are met as in cases B and C Condition II In olden times the specification limit are made tight which made the process incapable to produce the part. The case is shown below: B Upper spec limit A 5δ C Here Specification limit is 5δ. So a more accurate process with tighter process capability is used. Usually more accurate process is more expensive. If the process is centered exactly between the specification limits a reasonably satisfactory product can be produced. However if the center of process is either low (curve C), or high (curve B) a significant percentage of all pieces produced will be outside the specification. Process with single specification: Certain product has only one specification limit (life of lamp has only one limit, lower limit only). A B C Lower spec limit
- 19. The above are ideal conditions in which the process should produce items reasonably close together in their quality characteristics and having value in excess of the specification. B and C show longer life. B C A Lower spec limit Actually the life of the lamps can be less than specification value as shown above. Process capability and short runs: A short run job is one that is completed before enough data can be collected for drawing a control chart. The best method is to determine the machine capability.
- 20. Control charts for percent defective The X-R charts are excellent means for controlling quality. But these charts have limitation. They cannot be used for quality characteristics like attributes. Also there are more than 10, 000 quality characteristics and if we depend on control charts then more than 10, 000 charts should be used to control processes. But this is impractical and in such cases control charts for attributes can be used. Attributes Attribute refers to quality characteristics that classify the items as good or bad. Usually attributes are checked where measurements are not possible such as color, scratches and damage. There are also cases where the measurement is too much expensive. Defect and defective A defect is a quality characteristic that does not conform to specifications. A defective part is one that is not usable because it has one more defects. Types of attribute charts A p-chart shows fraction of defective in a sample or sub-group. 100p-chart is for percent defective and np-chart is for number of defects in a sample. Quality characteristics observed as attribute Fraction defective, p =. Defective articles. Total number of articles inspected Percent defective = 100 time the fraction defective Types of p-charts Constant sample size: These are charts based on comparison with control limits of the percent defective values computed from samples of constant size. Varying sample size: These are charts made for those parts that have been 100 percent inspected as a part of regular factory routine. Application of p-chart Proportion of defective articles estimated for a period of time. Management is made aware of the quality level. Out of control article are located and calls for action. It can suggest where X-R chart can be used. Shipment can be made based on acceptance criteria. Selection of the operation A p-chart can be used to control fraction defective of single or group quality characteristics, parts products or number of products. It can also be used to evaluate the performance of operator, department, work place, shift, plant or corporation. Determination of size and frequency As a sample size of 25 units is very popular for percent defective charts.
- 21. Larger sample size may give greater accuracy but at an expensive cost. Too small a sample size is very dangerous as it may mislead the result. So the size should large enough to give dependable result. Control limits p-chart The standard deviation is expressed as δp = √p (1-p)/n where p is the fraction defective and n is the number in samples. The control limits are p + δp; UCL = p+ 3 δp and LCL = p - 3δp Significance: if points lie above UCL then the process is producing poor quality items. If the points lie below the LCL then the process is producing better quality and the cause should be investigated and whether it can be incorporated permanently in the process. Plotting the control charts 1. Record all the data. 2. Calculate fraction defective and its percent. 3. Calculate average fraction defective. 4. Compute standard deviation using the above formula 5. Calculate UCL and LCL 6. Plot chart with the above data. Plots Percent defective: UCL p LCL Fraction defective UCL LCL
- 22. If any sub group is above UCL then it should be discarded and a new p should be calculated. p new = ∑np-npd ∑n – nd npd = number defective in the discarded sub group nd = number inspected in the discarded sub group p-chart for variable sample size Usually p-charts are developed for constant group size. Sometimes varying sample size is practiced for inspection. If the items inspected varies only slightly then limits are computed on average numbers. If there is vide variation the control have to be calculated for each group size n since the control limits are a function of the group size. Fraction defective chart with variable limits Fraction defective chart with variable limits is very difficult to interpret. The expression for control limits involves standard deviation that depends on number of items inspected. In such cases Stabilized fraction defective chart is developed using standard deviation as the ordinate. Interpretation of p-chart 1. The process is judged for control in the same way as it is for X-R charts. 2. If a point lies above the UCL then the cause should be investigated. 3. If a point falls below the LCL it is a situation that chances for further improvement is present in the process. Common mistakes Do not quickly assume that a p-chart is in-control. Break the chart in to the component characteristics or sources and study each one separately. If an inspector overlooks some defects then p-chart will show drop and slight changes in the demarcation between defective and non-defective items may make surprisingly large differences in the recorded percentages of defective. Tracing the cause of out of control defects often leads to reducing level of other p-charts. The principal difficulties in interpreting p-chart most often arise from including too many characteristics in one chart. Advantages of p-charts 1. They can be used for a wide range of problems. 2. Information are available 3. The information furnished by them can be correlated to cost. 4. They are more readily understood 5. They are easier to operate as no measurement is involved.
- 23. C-charts and Pn-charts X R charts can be used to quality characteristics that are measurable and p-chart may be used for attributes for accepting or rejecting. C-chart is another method of plotting attribute characteristics. It looks at the number of defects per unit of production. But C-chart has a more restricted field of usefulness as compared to X, R and p-charts. Distinction between ‘A’ defect and ‘A’ defective A defect is any characteristic that doe not conform to requirement. A defective is a part that has more than allowable number of defects. Examples of C-chart 1. The number of defects in rivets of an aircraft wing. 2. The number of surface imperfections observed in a galvanized sheet. 3. The number of imperfections observed in a piece of clothes. Construction of C-chart 1. Calculate average number of defects using the formula: C = Total number of defects in all units Total number of units 2. The trial control limits: UCL = C + 3√C; LCL = C – 3√C 3. Plot the number of defects in the individual samples. 4. If the LCL is negative then take it as zero. 5. Draw central line at C and the control limits. Advantages of c-chart 1. Applicable to 100% defect free inspection. 2. If a certain number of defects per unit are tolerable 3. Special studies of variations in the quality of a particular product have been made using the C chart. 4. It has been applied to sampling acceptance procedures based on defects per unit. Application C-chart can be used to plot a single quality characteristic or a group, a single machine or a group It has the advantage in different situations such as short studies to ascertain the variation in quality of a characteristic or piece, periodic sampling where number of defect is tolerable, 100% inspection where the aim is to reduce the cost of rework, for acceptance sampling procedure based on defects per unit.
- 24. Number of defectives charts (Pn charts) If the samples to be plotted on a chart are all of the same size it is easier to understand it if we plot the number of defectives found in each sample instead of calculating the percentage. Center line of Pn chart: It is the average number of defectives per constant size sample. This is obtained by multiplying the average percentage defective by n the constant sample size. Example: Suppose the lot size is 400 and number of lots are 12 and sum of no of defectives per lot is 360, then P = 360/(12x400) = 0.075; Pn = 0.075x400 = 30 Pn = Total no of defectives per number of samples. Control limits UCL = Pn + 3√Pn(1-P) LCL = Pn - 3√Pn(1-P) Advantages of Pn chart This chart is same as p-chart in its use and interpretation. It may be considered as a simplified version of the p-chart. The Pn chart may not present as complete a picture as the p-chart Comparison of results is possible only when sample sizes are same. But average fraction defective can be compared directly.
- 25. Sampling by attributes The word sampling is used in every day life activities like selecting some item of purchasing. When we go to purchase rice from shop we take a handful of rice and examine its quality and sometime s more than one handful of rice or wheat we take and decided whether to purchase or not. Similarly in industry sampling is an inspection method for deciding over the quality. So to accept or reject a lot the decision is taken based on the quality of the sample taken for inspection. Some procedures and techniques are laid down to this sampling Sampling inspection is the evaluation of the quality of small number of units of products drawn from the lot and decides the quality of the product. Purpose 1. Interpret the specification 2. Measure the product 3. Modify the inspection criteria. Advantages and disadvantages 100% inspection 1. Uneconomical 2. Not acceptable if inspection is by destructive tests 3. The inspection leads to fatigue and tiresome. 4. Sometimes fatigue ness overlook some defective material 5. Not practical when lot is large. Sampling inspection 1. Economical. 2. There is less damage if inspection is through destructive test. 3. It causes less fatigue to the inspectors. Disadvantages 1. There are risks of accepting bad lots and rejecting good lots 2. Extra planning and documentation are required 3. The sample gives less information about the product. Acceptance sampling Assumptions The inspectors follow the prescribed sampling plan The inspection is made without error. The nature of the lot is uniform. Misconception Nothing but perfect lots can be used. A lot can be judged by looking at fewer pieces. The sampling inspection always uses adequate sampling.
- 26. A strong sampling plan is one that rejects a lot when a single defect is found in the sample. Random sampling is not required. 100% inspection is the only way to ensure good quality. Industrial uses Determine quality of incoming raw materials. Decision is made on semi finished product quality for its further processing. Determines the quality of out going product quality. Improves and controls quality. Lot formation A lot is collection of items from which a sample is drawn and inspected to determine its acceptability. Some guidelines on lot formation are given: 1. Do not mix products from different sources unless there is evidence that lot- to-lot variation is negligible. 2. Do not accumulate products over extensive period of time. 3. Do not make use of extraneous information in lot formation. 4. Do not make lots as large as possible. Types of inspection Inspection by attribute: An item is classified as defective or non-defective. Inspection by count of defects: The defects are counted. Inspection by variables: The quality characteristics of an item are measured and expressed in units. Inspection by attributes It has been found that a sampling inspection can ensure the required degree of quality, provided the procedure is scientifically planned. Procedure The sampling plan designated, as ABC-Std-105 is applicable to inspection of the following: a) End items. b) Components and raw materials. c) Operations d) Material in process e) Supplies in storage f) Maintenance operation g) Data or records h) Administrative procedures Terminology 1. Sampling plan is a statement of sampling procedure and rules for making decision about the lot.
- 27. 2. Sampling inspection is the inspection of a portion of a lot to decide whether to accept or reject the lot with the view that the sample analyzed represent the lot. 3. Item is the unit of product or material over which inspection is performed. 4. Lot is a collection of items from which a sample is collected for inspection. 5. Lot size is the number of items in the lot. 6. Sample is a group of items drawn for inspection from the lot. 7. Sample size is the number of items in the sample. 8. Defect is failure to meet the requirement imposed on an item with respect to a single characteristic. 9. Defective is an item that does not meet the specified quality requirement. 10. Acceptance number is the maximum allowable number of defectives in the sample for acceptance of the lot. 11. Process average is the average percent defective of the product submitted by the producer for inspection. 12. Acceptable quality level is defined as maximum percent defective that can be considered satisfactory as a process average. 13. Lot tolerance percent defective is the percentage of defective in a lot that can be tolerated in only specified proportion of lots (conventionally taken as 10%). 14. Average outgoing quality is the average quality of the outgoing products including all accepted lots and all rejected lots which have been effectively 100 percent inspected and all defectives replaced by non-defectives Sampling plans 1. Single sampling plan 2. Double sampling plan. 3. Multiple sampling plan 4. Sequential sampling plan Single sampling: In this sampling inspection the decision to accept or reject o lot is based on the inspection result of a single sample. If number of defectives found in a single sample is found equal to or less than the acceptance number then the lot is acceptable. Otherwise rejected. Inspect a sample of ‘n’ pieces The number of defective found in sample Exceeds ‘c’ Not exceeds ‘c’ Reject the lot Accept the lot
- 28. Double sampling plan: Here C1 = acceptance number of first sample C2 = acceptance number of first and second sample combined Example: Let us consider a sampling plan of the following: N = 50 n2 = 6 n1 = 3 C2 = 1 C1 = 0 Procedure: 1. Select at random from the lot (N) a sample with three pieces (n1) 2. If no defective then lot accepted 3. If there are two or more defects in the sample, reject the lot 4. If there is one defective, take a second sample of six pieces (n2) 5. If in the combined sample there is only one defective (C2) then accept the lot Inspect a first sample of n1 pieces The number of defectives found in first sample Does not exceed C1 Exceeds C1 Exceeds C1 but not C2 Inspect a second sample of n2 pieces Number of defectives in first and second combined Does not exceed C2 Exceeds C2 Accept the lot Reject the lot
- 29. Multiple sampling plans: In this plan, take more than two samples before reaching a decision. Sequential sampling plans Item sequential plan Group by group sequential plan Item sequential plan: In this type of sampling plan the number of items to be inspected is not pre-determined. The items are drawn from the lot one at a time and inspected. After inspecting each item a decision is made whether to accept the lot or reject or to continue the inspection by taking one more item. This procedure is continued till the lot is either accepted or rejected. The formula for the acceptance or rejection criteria is given below for inspection by attributes. P1 = AQL as fraction defective P2 = LTPD as fraction defective α= Producer’s risk β = consumer’s risk Let B = log (1- α)/ β A = log (1- β)/ α g1 = logP2/P1 g2 = log {(1-P1)/1-P2)} m1 = B/(g1+g2) m2 = A/(g1+g2) S = g2/(g1+g2) Then, (nS-m1) is the acceptance number., an. If the number of defectives found after testing n items is less than or equal to an, the lot is accepted. Similarly, (nS+m2) is the rejection number, rn. If the number of defectives found after testing n items is greater than or equal to rn, the lot is rejected. To facilitate the use of this plan the value of an and rn for different values of n can be calculated before hand and kept ready Group -by- group sequential plan Sometimes it may be found more practical to inspect a sequence of items rather than a sequence of items themselves. The items are drawn from lot in a group and inspected. After inspection of each group the cumulative results are examined and decision is made either to accept the lot or to reject it. In item - by -item method points are plotted and for group – by – group the results are cumulated by groups and plotted. For example, if the group consists of 20 items, the results of inspecting the first 20 items, then the first 40, the first 60, and so on are plotted. Lots consisting of 5000 bicycle rims are submitted for inspection for thickness chromium plating by the BNF jet test. A sequential sampling plan with AQL (P1) of 0.1, LTPD (P2) of 0.30, producer’s risk of 0.02 and consumer’s risk of 0.04 is to be used.
- 30. B = 1.3891 A = 1.6813 G1 = 0.4771 G2 = 0.1091 M1 = 2.37 M2 = 2.868 S = 0.186 Acceptance number, an = -2.37+0.186n Rejection number, rn = 2.868+0.186n Then the sampling plan would be as follows: From each lot, bicycle rims are selected at random and subjected to the BNF jet one by one. If n is the number of rims inspected at any stage and d is the number of defective rims observed at that stage then, If d is less than or equal to an, the lot sampled is accepted. If d is greater than or equal to rn, the lot sampled is rejected. If d is between ‘an’ and ‘rn’ another bicycle rim should be selected from the lot and tested for a possible decision. Graphic procedure: A graph is prepared with the sample size on the x-axis and the number of defectives on the y-axis. Two parallel lines with equations d = -2.37+ 0.186n and 2.686+0.186n are drawn. These lines demarcate the regions acceptance, rejection and continuance of inspection. With the graph thus prepared, rims are selected at random and subjected to the BNF jet test. After testing each rim the number of defective rims observed out of n rims tested till then is plotted in the graph. A decision to accept or reject the lot will be made when a point plotted in the graph falls in the acceptance or rejection region respectively inspection is continued. Comparison 1. Single sampling inspection gives only one chance of passing compared to double and multiple sampling. 2. Number of pieces inspected per lot is high in single sampling while double sampling is less by 50% and multiple sampling by 30% less compared to single sampling. 3. Single sampling has the lowest cost of administration, training, etc. Criteria for selection 1. The protection to producer and consumer. 2. Cost of inspection 3. Administrative convenience 4. Information obtained on lot quality 5. Acceptability of plan to producers 6. The difficulty in training inspectors to use multiple sampling 7. The need for quick and reliable estimates of process average 8. The availability of inspection personnel and facilities 9. An OC curve drawn for particular AQL, lot size will have the above characteristics and hence will have the acceptability of both the producer and the consumer
- 31. Inspection level 1&II---------- special small sample inspection III, IV&V------inspection per lot is 1; 2 1/2; 3 1/2. IV---------------generally adopted V----------------acceptance of a single defective is serious matter and cost of inspection is low VI----------------Acceptance of defective item not serious and cost of inspection high. If A< B< C< D are given to indicate the sample size under different inspection levels for varying lot sizes, then the table gives information of sample size for different levels. Lot size I II III IV V 2-8 A A A A B 9-15 A A A B C 16-25 B B B C D 26-50 B C C D E 51-100 C C C E F 101-150 C D D F G 151-300 D E E G H 301-500 D F F H J 501-1000 E F G J K 1001-3000 E G H K L 3001-10000 F G J L M 10001-35000 F H K M N Procedure of lot acceptability-AQL plans The acceptability of a lot of items submitted for inspection is to be determined with the help of one of the sampling plans associated with the specified AQL. Depending on the type of sampling plan chosen the acceptability criteria will be determined with the help of tables already given in the information. Usage of tables: Example: lot size is 2500 and inspection level is IV the from table the code is K If AQL is 2.5% then from Table two for code k and AQL = 2.5%, the acceptance number is 7. If there are more than seven defectives reject the lot. Double sampling 1. Obtain code letter from the lot size and inspection levels. 2. Read sample size (n1) and cumulative sample size (n2) from table for the code. 3. Note acceptance number for sample n1, and cumulate sample size, n2, for given AQL and code from the table 4. Accept the lot if number of defectives in the first sample is less than or equal to first acceptance number and rejected if it is greater than or equal to the first rejection number.
- 32. 5. If the number of defectives lies between a1 and r1 a second sample is chosen. The number of defectives in the combined sample is compared with second acceptance number. Normal inspection: Inspection under a sampling plan that is in force for a particular product and producer is called normal inspection. Tightened inspection: Inspection can be tightened either by raising the inspection level that is by selecting a sample size or code higher than that adopted for normal inspection or by employing a smaller AQL. Reduced inspection: If the quality of the submitted lots is consistently better than the AQL chosen, reduced inspection may be resorted to. Criteria for shifting levels 1. If two out of five consecutive lots have been rejected during normal inspection change over to tightened inspection. 2. If during tightened inspection five consecutive lots have been accepted changes over to normal inspection. 3. If one of the 10 consecutive lots has been rejected while on normal inspection change over to reduced inspection. 4. If 10 consecutive lots are rejected and if at the same time the number of defective lies between the acceptance number and rejection number on reduced inspection change over to normal inspection Design of sampling plans Single sampling plan: Example: inspection level = II, AQL = 4%; lot size = 2500. For lot size 2500 and level II the code is G For code G and AQL 4% the sample size is 32 and acceptance number is 3 If acceptance number is 3 then rejection number is 4 If inspection is tightened then the AQL will go down that is from 4% to 2.5% Now for code G and AQL 2.5% the sample size is again 32 and acceptance number is 2 and rejection number is 3 If inspection is reduced choose a higher AQL say 6.5% Now for code G and AQL 6.5% the sample size is again 32 and acceptance number is 5 and rejection number is 6
- 33. Operation characteristics curves It is necessary to compare the performance of a sampling plan over a range of quality plans before making a final decision on sampling plan. Operation characteristic curve provides the means to evaluate the operation of a sampling plan. Each acceptable sampling plan has an operation characteristic curve associated with it. Mora than one acceptance sampling plans may have the same OC curve. An OC curve shows, for every possible fraction defective ‘p’ in a given lot submitted for inspection, the probability ’p a’ that such a lot will be accepted by the acceptance sampling plan that the OC curve represents. It is the graph drawn with lot fraction defective ‘p’ on X-axis versus the probability of acceptance ‘pa’ on Y-axis. Ideal OC curve: If it desired to accept all lots 3% or less defective and reject all lots with a quality level greater than 3% defective., the curve is as shown: A B C D 1 2 3 4 5 6 X-axis represents % defectives and Y-axis represents probability of acceptance. The ABCD represents Acceptance line with 3% defectives Inference from the graph 1. All lots with less than 3% defective have an acceptance of 1.0 (certainty) 2. All lots greater than 3% defective have a probability of acceptance of zero. Four parameters of OC curves 1. Producer’s risk is the probability that a good lot will be rejected by the sampling plan. In some plans, this risk is fixed at o.o5; in others it varies from about 0.01 to 1.0. 2. Consumer’s risk is the probability that a bad lot will be accepted by the sampling plan. 3. Acceptable quality level is the maximum percent defective or the maximum number of defects per hundred that for the purpose of a sampling inspection, can be considered satisfactory as a process average. A sampling plan should have a low producer’s risk for quality that is equal to or better than AQL. 4. Limiting quality or Lot tolerance percent defective is the level of defectiveness that is unsatisfactory and therefore should be rejected by the sampling plan. A consumer’s risk of 0.10 is common and LTPD has been defined as the lot quality for which the probability of acceptance is 0.10 i.e. 10% of such lots will be accepted.
- 34. OC curve for a general plan Example: An inspector collects 150 pieces from a large lot and to accept the lot if it has no more than 4% defective pieces. 1.00 AQL = 1.2% 0.50 LTPD = 5.3% 0.10 1 2 3 X-axis = Percent defective, 100p Y-axis = probability of acceptance, pa From the curve a lot having 3% defective has 0.5 chance of being accepted. But a lot with 3.5% defective, a bad lot, has 0.39 chance Relationship between the parameters of OC curves 1.0 0.9 Producers risk, α 0.1 Consumer’s risk, β 2 6 From the OC curve given above the producer’s risk 10% (0.90) at an AQL of 2%. This means that though the percent defective is agreed at 2% level in actual inspection resulted at a producer’s risk factor of 10%, the risk that the producer takes of having a lot rejected even though the true quality of the lot is at the AQL. Interpretation of OC curve Steps in the selection of sampling plan. The risk in each sampling plan can be studied from OC curves. Compare the relative risks of two or more sampling plans for a sampling
- 35. situation. Construct sampling tables from OC curves to relate risks. Determine relative risks in selecting incorrect sampling plan. Select sampling plan with relatively less risk from the viewpoint of both supplier and consumer. Rules of thumbs sampling plans Below is given OC curves for different sampling plans 1 N = 50 n = 5 c = 0 N = 200 N = 100 n = 20 n = 10 c = 0 c = 0 N = 1000 0 n = 100; c = 0 2 4 6 8 10 The sample is 10% of the lot for each of the plans A 4% defective is allowed for all. If the lot is 50 then probability of acceptance is 80% If the lot is 200 then probability of acceptance is 44% If the lot is 1000 then probability of acceptance is 3% Evaluation of parameters affecting acceptance-sampling plans Sampling plans are affected by lot size, sample size and acceptance number. The following figure shows curves for changed lot size but with constant sample size and acceptance number It can be noticed that lot size has little effect on the probability of acceptance. The curves shown below explain the effect of changing sample size while all others remain the same. N=1000;n=20;c=0 N=200;n=20;c=0 N=100;n=20;c=0
- 36. C B A X-axis = Percent of lots expected to be accepted Y-axis = Quality of incoming lots in percent defective As the sample size gets larger and larger, the operating characteristic curve becomes steeper. The probability of acceptance becomes smaller. This simply means that the larger the number of items in the sample, the more possibilities of finding enough defectives to exceed the acceptance number. The effect of change in acceptance number is shown below: A B C Sampling plan Sample size Accept number Reject number A 32 1 2 B 50 1 2 C 125 1 2 Sampling plan Sample size Accept number Reject number A 80 1 2 B 80 2 3 C 80 3 4
- 37. As the acceptance number increases, the operating characteristic curve gets flatter. That means the probability of acceptance increases. As the number of allowable defectives become larger the more the chance that an acceptance decision can be made. The figure below shows the effect of varying both the sample size and the acceptance number. Notice how the curve starts to approach the ideal IOC curve when the acceptance number is changed from zero. Sampling plan Sample size Accept number Reject number A 32 1 2 B 200 7 8 A B This is generally the case. When the acceptance number is made larger than zero, the sample size must be increased to achieve probability levels provide adequate protection. The figure below shows the case where the shape of OC curve changes as the acceptance number changes. As the acceptance number decreases the curve becomes steeper. A B C D X- Sampling plan Lot size Sample size Accept number A 2000 300 2 B 2000 50 0 C 2000 50 2 D 2000 50 4
- 38. axis = % defective; Y-axis = probability of acceptance Above Figure shows change in the shape of OC curve with change in acceptance number. As the acceptance number decreases the curve becomes steeper. Consumer producer relationship Producer’s risk is represented by, α, and is the probability of rejection of a good lot. This is given as 0.05 and sometimes ranges from 0.01 to 0.1 .Associated with producer’s risk is a numerical definition of good quality is called the Acceptable Quality level (AQL). α = 0.05 AQL = 0.7% β = 0.10 LTPD = 2.6% 0.7% In the above curve N =4000; n = 300; c = 4, AQL = 0.7% for α = 0.05 The product that is 0.7% defective will have a rejection probability pf 0.05 or 5%. So by this sampling plan 1 out of 20 lots will be rejected. Consumer’s risk (β) is the probability of acceptance of a bad lot. Here this value is 10%. Associated with consumer’s risk is called lot tolerance percent defective (LTPD) in the lot that has to be tolerated by the consumer. In the above curve this value is 2.6% at β = 0.10. This means the lot with acceptance limit of 2.6% defective will have acceptance probability of 10%. So one out of ten lots that are 2.6% defective will be accepted by the sampling plan. Average outgoing quality The average outgoing quality (AOQ) is another technique for the evaluation of a sampling plan. AOQ = 100p.pa The average outgoing quality is the quality that leaves the inspection operation. Any rejected lot is rectified or sorted and returned with 100% good products. If not rectified then AOQ is the same as the incoming quality.
- 39. Example: N = 3000; n = 89; c = 2 Process quality, 100p’ Sample size, n np’ Probability of acceptance, pa AOQ, 100p’.pa 1.0 89 0.9 0.938 0.938 2.0 89 1.8 0.731 1.462 3.0 89 2.7 0.494 1.482 5.0 89 4.4 0.185 0.925 6.0 89 5.3 0.106 0.636 7.0 89 6.3 0.053 0.385 9.0 89 8.0 0.014 0.126 2.5 89 2.2 0.623 1.358 Curve without rectification AOQL = 1.55% (approximate) X-axis = Incoming process quality (percent defective) Y-axis = AOQ (percent defective) Analysis of the curve shows that for 2% defective the average outgoing quality is 1.46% defective. When the incoming quality is 6% defective the AOQ is 0.64% defective. Since rejected lots are rectified the average outgoing quality is always better than the incoming quality. For this sampling plan as the percent defective of the incoming quality changes, the average outgoing quality never exceeds the limit of approximately 1.55% defective. The AOQ curve in conjunction with OC curve provides the powerful tool for describing and analyzing acceptance sampling plan.
- 40. Quality function in industry The quality of an article refers to those factors that determine its fitness for the intended purpose. If the product is manufactured to meet the needs and fancies of the customer then the product finds its way to fit into its purpose. The quality of a product extends over its entire life span. Fundamental factors The quality is a company policy developed through innovations and workmanship to create the product. Quality system is carefully planned by the organization. All steps to manufacture the product is controlled and monitored and corrective actions taken in time. The factors that effect quality are the following: Markets: The customer is the deciding person a company’s product should be in the market or deleted from the market. So the organization has to identify the customer wants and needs. Men: Men with specialized knowledge are required to meet organizations demands. Money: Quality costs money. The quality costs are preventive cost, appraisal cost and internal and external failure. Improvement also requires money. Management responsibility. The responsibility is distributed among several groups. Marketing does product planning function and its quality requirements. Engineering section take the responsibility of designing. Production people develop and refine the process to make quality product that conform specifications. Control section makes quality measurements and assures the quality of the product. Materials: Supply of materials required for manufacture of product with assured specification requirements. Machine: There is a demand for quality products with reduced cost and high productivity. This forced manufacturers to use sophisticated machines. Methods: Introduction of new materials and new machines will necessarily call for newer methods of manufacture and inspection. Miscellaneous: Increased complexity and higher performance requirements for products have served to emphasis the importance of product reliability. Quality function A major function of a manufacturing company is quality or achieving fitness for use. This function is carried out through a wide assortment of activities. From market study and consumer’s needs an idea is developed into a product. Again the customer determines what type of qualities is required for the particular product to function the needs of the customer affectively. The research and development department of the company then create a product concept that can meet these requirements. Design engineers prepare the
- 41. product and its specification. Other departments specify the processes and instruments capable of fabricating and measuring these qualities. Purchasing section buy materials and components possessing appropriate qualities. Shop operators are trained to use the processes and instruments to build the specified qualities into the product. The sales force through the distribution chain urges consumers to buy the quality products. Departments responsible for quality Quality is everyone’s responsibility. The responsibility for quality is delegated to the various departments along with the authority to make decisions about quality. The closed loop is shown below: Purchasing: Using quality standards established by product engineering purchasing section procure quality materials and equipments. The incoming materials are checked for quality. Design: Manufacturing dept develops processes and procedures to produce quality product. A product design review is conducted in order to anticipate the probable quality problems. Quality problems are related to specifications and tolerances. Process selection and development is concerned with cost, quality, time and efficiency. The sequence of operation is developed to minimize problems. Method study is used to determine the best way performing the operations. Customer Product service: ensures quality of performance Marketing: determines customer quality requirements Packaging & shipping: Preserves& protects quality of product Product Engg: Translates requirements into quality oriented design Inspection Y& test: Appraising quality of conformance Purchasing: Purchases quality materials and equipments Manufacturing: Transforms design and materials into quality products Manufacturing Engg: Develops quality oriented processes and procedures Quality Control
- 42. Manufacturing: The quality must be built into a product. The process and procedures to manufacture quality products should be developed. Inspection and test: The quality of purchased and produced items should be appraised for conformance to quality. The equipments used for measurements should be accurate and calibrate against international standards. Controlled procedures for performing inspection should be established. Packaging and shipping: The quality of the product should not be affected during distribution and shipment. So proper packing, handling, and delivering facilities should be ensured. Proper protection should be given to the product Product service: The responsibility of the manufacturer is not finished once product is delivered to the customer. The customer should be satisfied that product meets all expected requirements of the customer. Incase any after sales service is required for the product the manufacturer should be ready for that. Quality control: This department does not have a direct responsibility on quality. It assists or supports the other departments as they carry out their responsibilities. Quality control appraises the current quality, determines the quality problem areas and assists in the correction or minimization of these. Quality assurance system A quality assurance system is an effective method of attaining and maintaining the desired quality standards. It is based on the fact that quality is the responsibilities of all functions. The functions are broken down to sub systems as given below. The quality assurance system is an evaluation or audit of each of these sub systems to determine how effectively the functions are being performed. Management of quality system Product quality and reliability development Product and process quality planning Supplier quality assurance Product and process quality evaluation and control Special quality studies Quality information feedback Quality measurement equipment Quality training and manpower development Field quality evaluation and control Organization of quality function Since quality is everybody’s responsibility it always turns out to be nobody’s responsibility. The following six steps are used to organize the function: 1. Define the quality problems for the solution of which the organization is being created. 2. Establish the objective that the organization must achieve. 3. Determine basic work elements that must be established in meeting these objectives. 4. Combine these basic functions into job packages.
- 43. 5. Consolidate the job packages into an organizational component suitable for the requirements. 6. Locate the component in that segment of the organizations where it can do its job and achieve its objective. Feed back loop The continuous feed back loop is shown: Quality planning: It establishes the basic quality control system for the company’s product. Quality appraisal: It evaluates in accordance with the quality plan the conformance and performance of the parts and products with engineering and specifications. Quality analysis: It provides by rapid feed back of process control engineering results in new planning. This analysis also fosters corrective action for product quality deviations. Planning Analyzing Measuring