Download as PDF, PPTX


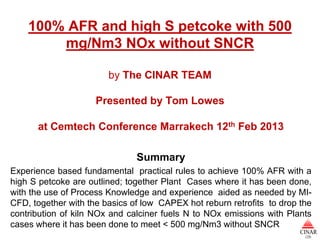
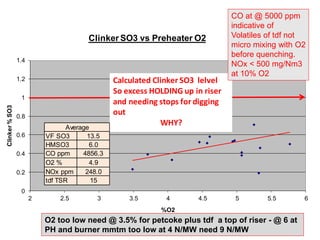
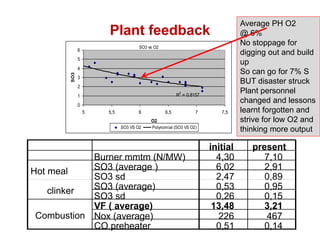

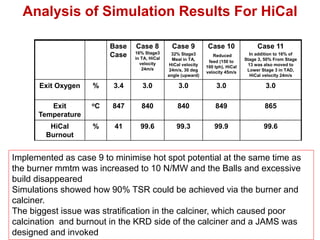
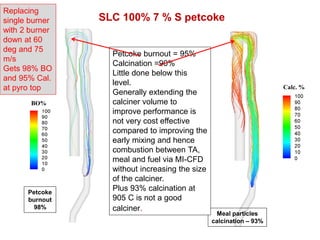
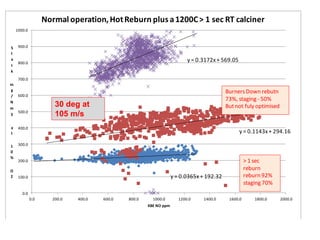
![Oxygen Mass Fraction [-]
Original
Modified
Original Modified
Burnout % 70 93
Calcination % 70 90](https://image.slidesharecdn.com/cemtechpaper-130308012036-phpapp02/85/100-High-S-petcoke-and-AFR-with-lt-500-mg-Nm3-NOx-25-320.jpg)
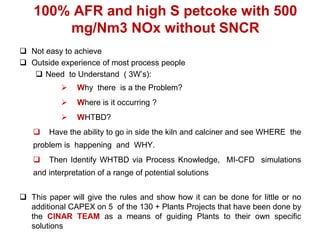
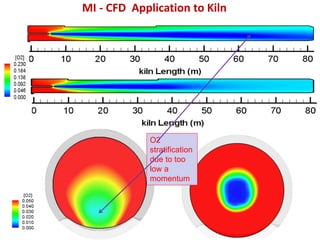
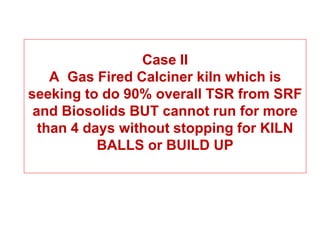
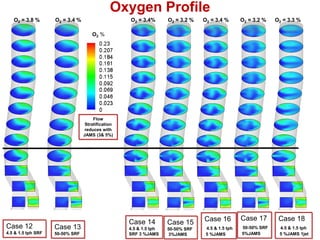
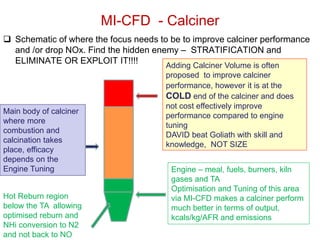
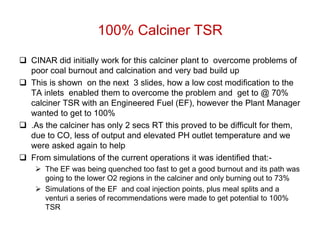
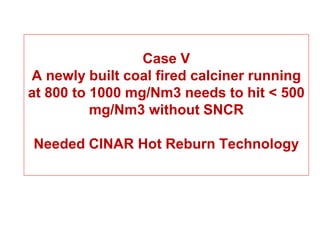
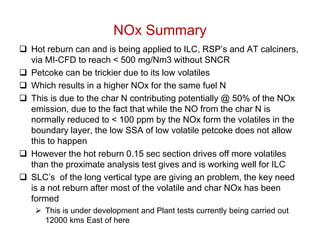
![The EF releases
Oxygen Profiles / Fuel Trajectories if volatiles fast,
but is then
quenched too
fast by the meal
and then travels
in a low O2
Case Base Case region which
Coal Burnout (%) 99 makes the
EF Burnout % 73 burnout poor
Total Burnout % 81
Calcination 95 Near the walls of
there are oxygen
Coal / O2 EF / O2 rich areas where
available oxygen
would enhance
the burnout
O2 [m/m]](https://image.slidesharecdn.com/cemtechpaper-130308012036-phpapp02/85/100-High-S-petcoke-and-AFR-with-lt-500-mg-Nm3-NOx-26-320.jpg)
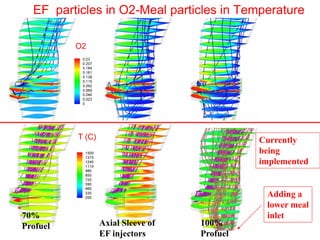
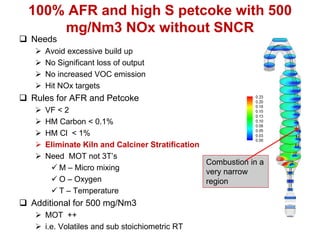
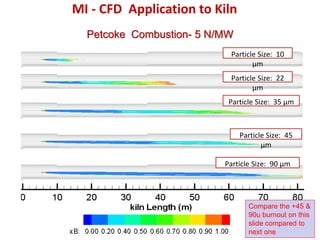
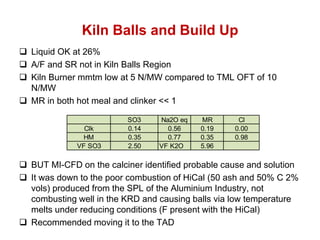
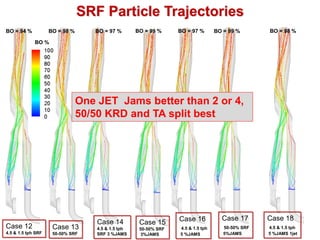
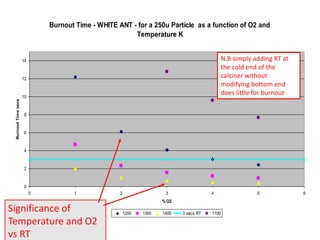
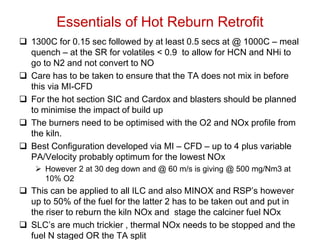
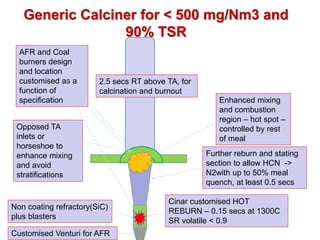
![Meal and Fuel Particles Tracking – current operation
Meal Particles
Av. Burnout: 83% Av. Calc: 75% Fuel Particles & & Temperature
O2
T [oC]
Burnout /
Calcination O2 [kg/kg]
Poor burnout/ calcination plus a hot spot
Engine need TUNING](https://image.slidesharecdn.com/cemtechpaper-130308012036-phpapp02/85/100-High-S-petcoke-and-AFR-with-lt-500-mg-Nm3-NOx-30-320.jpg)
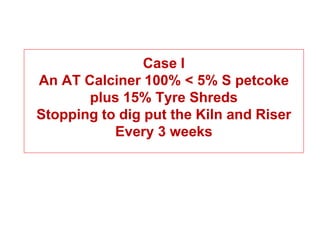
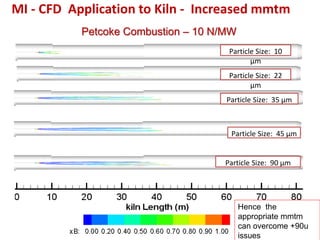
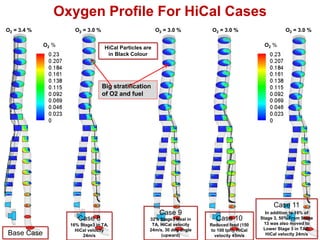
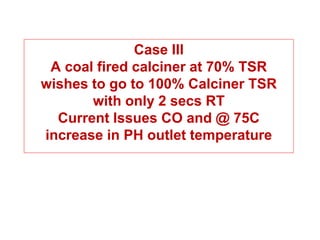
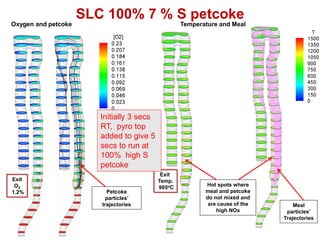
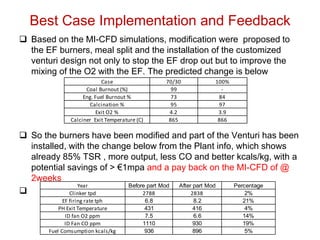
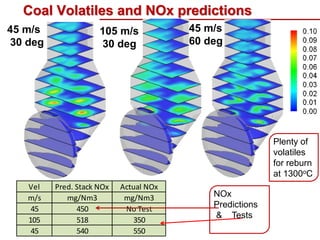
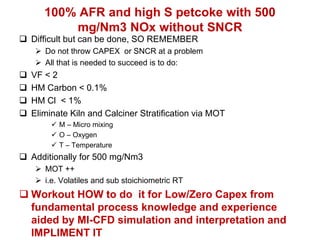
![Splitting Meal, Modifying Petcoke Burner and Injecting Alternative Fuels
T [oC]
Pink: SRF
O2 [kg/kg]
Black:
Petcoke
Purple:
BF 1
Hotspots at
cone and 60% Meal
cylinder mass
injected Yellow:
body
below TA BF 2
reduced by
better meal
calcination. AF´s falling to kiln hearth
should be avoided by
Av. Calcination: 88% insert installation in order
High temperatures to prevent build up
Petcoke Av. Burnout: 98%
caused by AF´s , formation .
dropping through SRF Av. Burnout: 95%
need a customised Bio Fuel 1 Av. Burnout: 86%
venturi Biofuel 2 Av. Burnout:90%](https://image.slidesharecdn.com/cemtechpaper-130308012036-phpapp02/85/100-High-S-petcoke-and-AFR-with-lt-500-mg-Nm3-NOx-31-320.jpg)
![NOx to 500 mg/Nm3
The simulation below shows a prediction for normal
operation that show the calciner NO generation to give a
calciner exit NOx of 850 ppm , with a reburn temperature max
< 1200oC;
NOx T [oC]
[ppm]
Coal injection
/Meal injection
@ 12 m (@ 0.5
secs) to TA
mixing
The reason it is not meeting 500 mg/Nm3 is that the reburn
temperature is too low for the 0.5 secs RT between the coal
injection and the TA mixing into the reburn zone
Dropping the burners by 3.5 m and optimizing them gets
1300C for 0.15 sec before meal and plus 0.5 before TA mixing](https://image.slidesharecdn.com/cemtechpaper-130308012036-phpapp02/85/100-High-S-petcoke-and-AFR-with-lt-500-mg-Nm3-NOx-34-320.jpg)


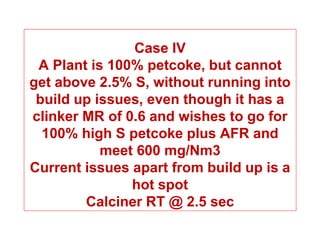
The document discusses achieving 100% alternative fuel rates (AFR) and using high sulfur petcoke fuels to produce cement clinker with NOx emissions below 500 mg/Nm3 without selective non-catalytic reduction (SNCR). It outlines fundamental rules and shares case studies where plants achieved these goals. Micro-mixing of oxygen, volatiles, and precise temperature control in the kiln and calciner were critical to ensure proper combustion. Computational fluid dynamics (CFD) modeling helped identify issues like stratification and recommend solutions like increased burner momentum. Maintaining the right operating parameters and combustion fundamentals can allow plants to use more alternative fuels and reduce emissions.











![Kbr[1] report](https://cdn.slidesharecdn.com/ss_thumbnails/kbr1-160104072613-thumbnail.jpg?width=640&height=640&fit=bounds)







































![Hg Valves [Compatibility Mode]](https://cdn.slidesharecdn.com/ss_thumbnails/hg-valvescompatibilitymode-100416062226-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)


























