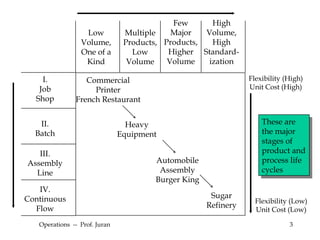
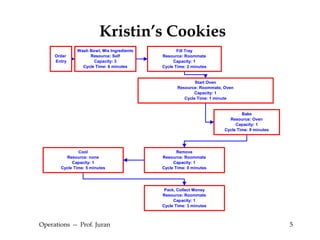
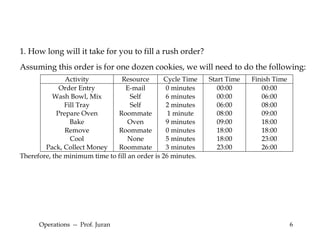
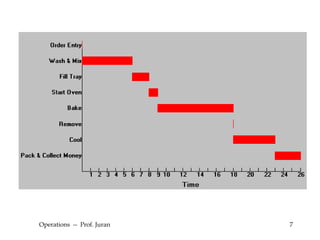
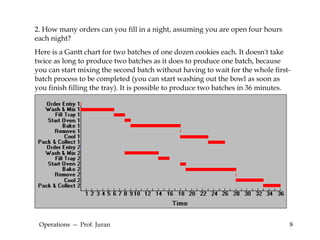
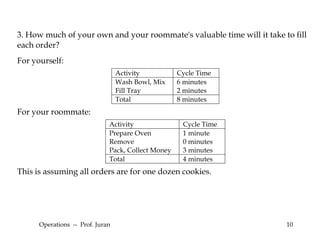
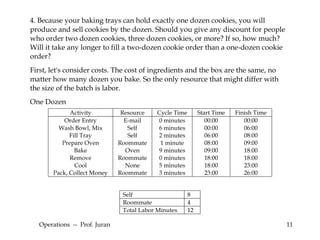
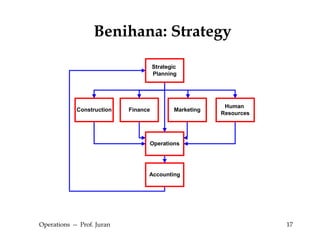
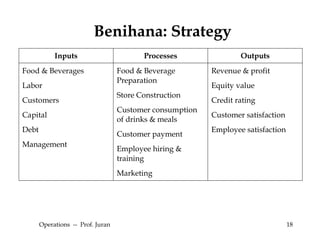
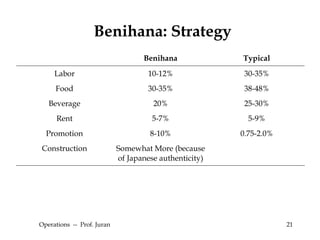
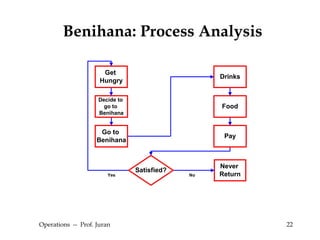
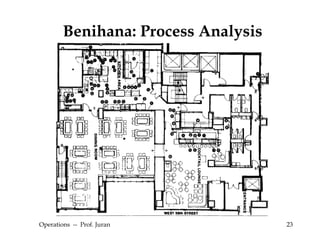
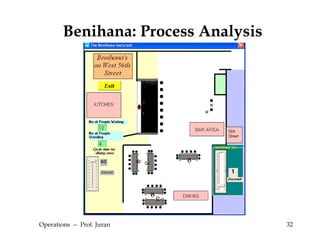
The document discusses different types of production processes including job shop, batch, assembly line, and continuous flow. It provides examples of industries that typically use each type of process. It also discusses Kristin's cookie production process and how to optimize it, including identifying and addressing any bottlenecks. Finally, it analyzes the process at Benihana restaurants and recommends an optimal ratio of bar seating to dining area seating.