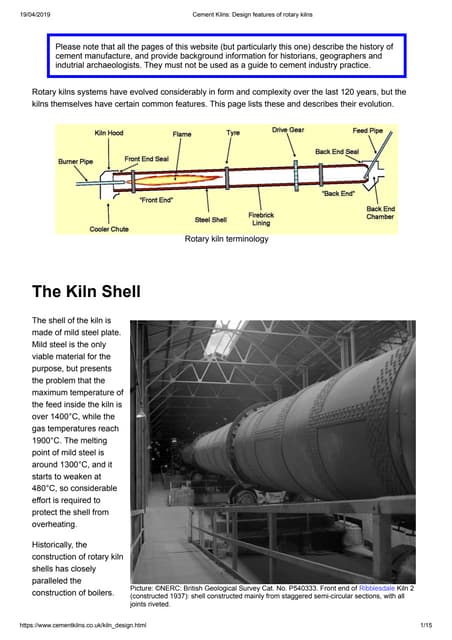
This document discusses bearings, including their classification, types, installation, selection, and life estimation. It covers:
- Classifying bearings as sliding or rolling based on contact type, and as radial, thrust, or combined based on load direction.
- Describing common rolling element bearings like ball bearings and different roller bearing types.
- Explaining how to properly install and arrange rolling element bearings on a shaft.
- Providing steps for selecting suitable rolling element bearings based on load requirements and life expectations using manufacturer tables and equations.
- Discussing factors that influence estimated bearing life like load, speed, and reliability calculations.














































![Bearing Life:
Rating Life (of a group of nominally identical ball or roller bearings) :
Is the number of revolutions or working hours of operation at a given constant speed,
that 90% of a group of bearings will complete or exceed before failure.
Rating life is termed as L10.
The life of an individual bearing is defined as
• Total number of revolutions of the inner ring
or
• Number of hours of use at a standard angular speed
of bearing operation until first
touchable evidence of fatigue.
The most commonly used rating life is 106 revolutions.
The Timken Company rating its bearings at 3 000 hours at 500 rev/min, [90(106)
revolutions].](https://image.slidesharecdn.com/bearings-231217133315-737f5063/85/Bearings-pdf-48-320.jpg)








![Static load ratings
The basic static load rating C0 is used under the following
conditions:
• very slow rotational speeds (n < 10 r/min)
• very slow oscillating movements
• stationary bearings under load for extended periods
Verification of static bearing loads is performed by checking the
static safety factor of the application, which is defined as:
where
s0 = static safety factor
C0 = basic static load rating [kN]
P0 = equivalent static bearing load [kN]](https://image.slidesharecdn.com/bearings-231217133315-737f5063/85/Bearings-pdf-57-320.jpg)




![- The mounting of bearings can be as follows:
a- O-configuration (back-to-back).
[Indirect Mounting]
b- X-configuration (face-to-face).
[Direct mounting]](https://image.slidesharecdn.com/bearings-231217133315-737f5063/85/Bearings-pdf-62-320.jpg)