Downloaded 205 times
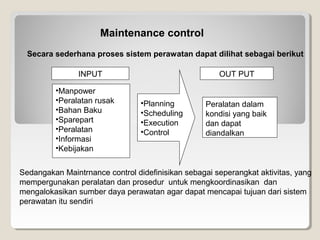
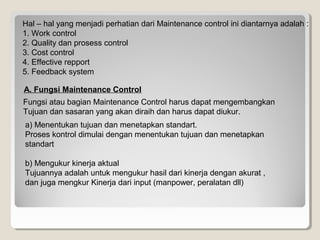

















Dokumen ini menjelaskan proses maintenance control yang mencakup input, output, dan aktivitas yang diperlukan untuk menjaga agar peralatan tetap dalam kondisi baik. Fokus utama adalah pada work control, quality control, cost control, dan tindakan perbaikan. Selain itu, dokumen ini juga menyebutkan sistem perintah kerja serta informasi dasar yang diperlukan untuk pelaksanaan dan pengawasan pada sistem maintenance.















































