Report
Share
Download to read offline
Recommended
Welding Inspection Cswip
The document discusses key terminology and concepts related to welding inspection. Some key points:
- It defines different types of welds (e.g. butt weld, fillet weld), joints (e.g. butt, tee, lap), and weld zones (e.g. weld metal, heat affected zone).
- It discusses joint preparation details like bevel angles, root faces, gaps for different joint types (e.g. single V, single J).
- It covers features of fillet welds like leg length, throat thickness, and how they relate. Leg length and throat thickness determine weld strength.
- It also discusses duties of a welding inspector like observing welding, recording
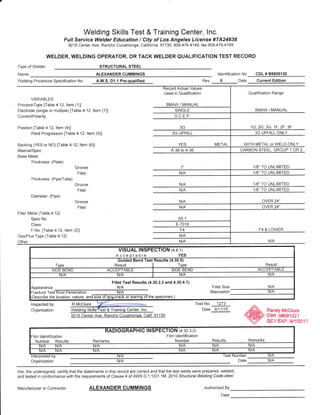
Wqt certificate # 18273
This document is a welder qualification test record that documents the variables and results of a welder qualification test conducted on July 28, 2018 as per AWS D1.1/D1.1M: 2015. The welder, MD.WASIM AKRAM, qualified using the SMAW process with E 7018 electrode on a fillet weld with a thickness of 10mm in the flat position on an A36 steel backing plate. The visual, macroetch, and fracture tests all yielded satisfactory results, qualifying the welder.
Twi welding training_6
The document provides guidance for welding inspectors taking the CSWIP 3.1 practical examination. It outlines the requirements for conducting visual inspections of plate and pipe test welds, including completing thumbprint sketches and final reports. Candidates must observe and report all imperfections, take accurate measurements, and compare their findings to code acceptance criteria. The document reviews welding imperfections, specialized gauges for measurements, and the reporting formats and evaluation standards required by the CSWIP exam.
Saes w-011-welding on plot ( process ) piping
This document outlines welding requirements for on-plot piping at Saudi Aramco. It specifies approved welding processes, welding consumables, welding procedures, welder qualification requirements, joint details, corrosion resistant materials, technique and workmanship standards, preheat and post weld heat treatment needs, production weld hardness testing, inspection access, weld identification, inspection requirements, and repair standards. The document provides detailed requirements to ensure welding is completed according to applicable codes and standards for safety and quality.
BASIC WELD.pptx
This document provides information on welding terms, processes, and inspection. It defines various joint configurations and welds. It describes terminology for joint types like butt, tee, and corner joints. It explains different joint preparations including single bevel butt and double butt welds. It also outlines the manual metal arc welding process and covers consumables like electrodes and their classifications. Finally, it identifies common weld defects such as cracks, porosity, slag inclusions, and lack of fusion that can be detected during visual inspection.
CSWIP 3.2 New BOOK.pdf
The document outlines the duties and responsibilities of a Senior Welding Inspector. It discusses that the role requires strong leadership, technical, and managerial skills. Some key responsibilities include managing inspection teams, providing guidance to inspectors, making technical decisions, planning inspections, and ensuring work is completed on time and to budget. Senior Welding Inspectors must have in-depth knowledge of welding technology, quality standards, and the ability to audit work and evaluate non-destructive testing reports. Strong communication, organization, and people management skills are also important to motivate personnel and ensure high morale is maintained throughout inspection projects.
Welding Defects.pdf
There are numerous welding processes including arc welding, electron beam welding,
friction welding, laser welding, and resistance welding. This article will concentrate on arc
welding, which is the most common technique used to join most steels. Factors affecting
weld quality will be discussed and how to avoid common weld defects will be presented.
Arc welding requires striking a low-voltage, high-current arc between an electrode and the
base metal. The intense heat generated with this arc melts the base metal and allows the
joining of two components. The characteristic of the metal that is being welded and the joint
type (i.e. groove, fillet, etc.) dictates the welding parameters and the procedure that needs to
be followed to obtain a sound weld joint.
wps
This document summarizes Saudi Aramco's approval of revised welding procedure specifications (WPS) submitted by Larsen & Toubro for fabrication work on the Hasbah II project. Saudi Aramco had previously approved the listed WPSs at Status 2 but is now approving the revised versions. The approvals allow fabrication to proceed using the new WPSs without need for resubmission unless further technical changes are required. The document provides details on the contractor, project, and approved WPS revisions.
Recommended
Welding Inspection Cswip
The document discusses key terminology and concepts related to welding inspection. Some key points:
- It defines different types of welds (e.g. butt weld, fillet weld), joints (e.g. butt, tee, lap), and weld zones (e.g. weld metal, heat affected zone).
- It discusses joint preparation details like bevel angles, root faces, gaps for different joint types (e.g. single V, single J).
- It covers features of fillet welds like leg length, throat thickness, and how they relate. Leg length and throat thickness determine weld strength.
- It also discusses duties of a welding inspector like observing welding, recording
Wqt certificate # 18273
This document is a welder qualification test record that documents the variables and results of a welder qualification test conducted on July 28, 2018 as per AWS D1.1/D1.1M: 2015. The welder, MD.WASIM AKRAM, qualified using the SMAW process with E 7018 electrode on a fillet weld with a thickness of 10mm in the flat position on an A36 steel backing plate. The visual, macroetch, and fracture tests all yielded satisfactory results, qualifying the welder.
Twi welding training_6
The document provides guidance for welding inspectors taking the CSWIP 3.1 practical examination. It outlines the requirements for conducting visual inspections of plate and pipe test welds, including completing thumbprint sketches and final reports. Candidates must observe and report all imperfections, take accurate measurements, and compare their findings to code acceptance criteria. The document reviews welding imperfections, specialized gauges for measurements, and the reporting formats and evaluation standards required by the CSWIP exam.
Saes w-011-welding on plot ( process ) piping
This document outlines welding requirements for on-plot piping at Saudi Aramco. It specifies approved welding processes, welding consumables, welding procedures, welder qualification requirements, joint details, corrosion resistant materials, technique and workmanship standards, preheat and post weld heat treatment needs, production weld hardness testing, inspection access, weld identification, inspection requirements, and repair standards. The document provides detailed requirements to ensure welding is completed according to applicable codes and standards for safety and quality.
BASIC WELD.pptx
This document provides information on welding terms, processes, and inspection. It defines various joint configurations and welds. It describes terminology for joint types like butt, tee, and corner joints. It explains different joint preparations including single bevel butt and double butt welds. It also outlines the manual metal arc welding process and covers consumables like electrodes and their classifications. Finally, it identifies common weld defects such as cracks, porosity, slag inclusions, and lack of fusion that can be detected during visual inspection.
CSWIP 3.2 New BOOK.pdf
The document outlines the duties and responsibilities of a Senior Welding Inspector. It discusses that the role requires strong leadership, technical, and managerial skills. Some key responsibilities include managing inspection teams, providing guidance to inspectors, making technical decisions, planning inspections, and ensuring work is completed on time and to budget. Senior Welding Inspectors must have in-depth knowledge of welding technology, quality standards, and the ability to audit work and evaluate non-destructive testing reports. Strong communication, organization, and people management skills are also important to motivate personnel and ensure high morale is maintained throughout inspection projects.
Welding Defects.pdf
There are numerous welding processes including arc welding, electron beam welding,
friction welding, laser welding, and resistance welding. This article will concentrate on arc
welding, which is the most common technique used to join most steels. Factors affecting
weld quality will be discussed and how to avoid common weld defects will be presented.
Arc welding requires striking a low-voltage, high-current arc between an electrode and the
base metal. The intense heat generated with this arc melts the base metal and allows the
joining of two components. The characteristic of the metal that is being welded and the joint
type (i.e. groove, fillet, etc.) dictates the welding parameters and the procedure that needs to
be followed to obtain a sound weld joint.
wps
This document summarizes Saudi Aramco's approval of revised welding procedure specifications (WPS) submitted by Larsen & Toubro for fabrication work on the Hasbah II project. Saudi Aramco had previously approved the listed WPSs at Status 2 but is now approving the revised versions. The approvals allow fabrication to proceed using the new WPSs without need for resubmission unless further technical changes are required. The document provides details on the contractor, project, and approved WPS revisions.
WPS & WPQ
Welding Procedure Specification and Welder approval based on
AWS D.1.1: Structural Steel Welding Code
ASME IX: Welding and Brazing Qualifications
API 1104: Welding of Pipelines
A QA/QC ENGINEER MUST KNOW THESE TABLE IN ASME SEC IX
This document provides information on qualifying welders and welding procedures according to the ASME Section IX code. It includes tables that specify the base metals and filler metals qualified by different welding tests. The tables indicate which base or filler metals a welder or procedure is considered qualified to weld based on the specific metals tested during qualification. Qualifying a production weld also qualifies the procedure to weld a broader range of materials according to these tables.
Procedimientos de soldadura
El documento habla sobre la calificación de soldadores. Explica que la calificación valida que los soldadores pueden producir uniones soldadas de calidad según los requisitos de un código de soldadura. El proceso de calificación involucra la preparación de un procedimiento de soldadura (WPS), su calificación a través de una prueba (PQR), y luego una prueba de desempeño del soldador (WPQ) donde se inspeccionan y prueban probetas soldadas. Si las probetas pasan las pruebas, el soldador
cswip-3-1-new-book
This document provides an overview of welding inspection including:
- Typical duties of welding inspectors such as visual inspection, reviewing documentation, and checking welding processes
- Terms and definitions used in welding inspection
- Features that inspectors examine on completed welds such as penetration and types of joints
- Conditions required for visual inspection including lighting and access
- Stages when inspection is typically required including before, during, and after welding
- Records and documentation that inspectors are responsible for collecting and maintaining
The document serves as a reference for welding inspectors, outlining their key responsibilities and areas of focus.
API_510_for_Exam.pdf
This document provides an overview of API 510 exam preparation materials covering service restrictions, joint efficiencies, and radiography requirements in ASME Section VIII. Some key points:
- Welded joints in vessels containing lethal substances must be fully radiographed and the vessel postweld heat treated if carbon/low alloy steel. Category A joints must be Type 1 (double welded) while Categories B-C can be Type 1 or 2.
- Joint categories define joint locations (e.g. longitudinal, circumferential). Type defines joint construction (e.g. double welded, single welded).
- Radiographs must show a minimum penetrameter image and identify unacceptable imperfections over certain size thresholds
Visual inspection on weldments By Kingston R
Visual examination is the most commonly used non-destructive testing method for inspecting welds. It involves directly or indirectly observing the exposed surfaces of welds and base metals. Proper lighting of at least 1000 Lux is needed. Various aids like mirrors, telescopes and cameras can be used. Key factors in visual inspection are the condition of the inspector's eyes, their understanding of the inspection situation, and being objective. The document discusses visual inspection guidelines and acceptance standards from codes like ASME and AWS, as well as common weld defects.
Welding defects
The document discusses the results of a study on the impact of COVID-19 lockdowns on air pollution. Researchers analyzed data from dozens of countries and found that lockdowns led to an average decline of nearly 30% in nitrogen dioxide levels over cities. However, they also observed that this improvement was temporary and air pollution rebounded once lockdown restrictions began lifting. Overall, the study highlights how human activities are a major driver of air pollution but also that systemic changes are needed for long-term air quality improvements.
Asme section ii c new
The document outlines the sections and subsections contained in the ASME Boiler and Pressure Vessel Code. It includes rules for construction of various types of boilers, pressure vessels, and containment systems. The sections cover materials specifications, welding requirements, nondestructive testing, in-service inspection, and rules for ongoing care and operation. The code also provides alternative rules for special construction applications.
Radiographic interpretation
This document provides definitions for various defects that may appear on radiographic images of welds, including:
- Excessive root penetration appears as a light irregular band within the weld image.
- Root concavity appears as dark areas along the weld center varying in density by imperfection depth.
- Incomplete filled groove appears as a dark area at the weld center with diffuse edges.
- Cracks appear as dark, fine lines that are usually diffuse or discontinuous.
Selection of filler wire
This document discusses the selection of filler wires. It begins with an objective to learn about filler wires, ASME Section IX Table QW-422 for material grades and chemical compositions, and SFA numbers. It then introduces the differences between filler wires and electrodes, and the nomenclature used for filler wires. Examples are provided for selecting the correct filler wire based on the base metal, welding process, and referring to ASME standards. The conclusion emphasizes that filler wire selection depends on the welding process, base metal, joint type, and referencing ASME codes.
Presentation API 570 -510-653.pptx
API 570 provides guidance for inspecting, repairing, altering, and rerating in-service piping systems. It covers metallic and FRP piping systems used in process facilities for fluids like petroleum products, gases, and hazardous materials. The document establishes requirements for inspection plans, examining piping and components, evaluating inspection data, making repairs, and setting inspection intervals. It aims to ensure the safe operation of in-service piping by maintaining its structural integrity over time.
Introduction to ASME VIII Div 1 (ATS).pdf
This document provides an introduction and overview of ASME Section VIII Division 1, which establishes rules for the construction of pressure vessels with pressures above 15 psig up to 3,000 psig. It discusses the scope and applicability of ASME VIII Div. 1, as well as key requirements for materials, fabrication, inspection, testing, and marking of pressure vessels. The document outlines requirements in areas such as material traceability, defect repair, forming, dimensional tolerances, impact testing, heat treatment, hydrostatic testing, and required marking of pressure vessels.
ASNT Radiographic Film Interpretation (RTFI) Notes-Dr. Samir Saad
The document discusses the history and impact of climate change over the past century. It notes that global temperatures and sea levels have risen significantly, with extreme weather events like hurricanes also increasing. The causes are attributed to human activities like burning fossil fuels that release greenhouse gases and trap heat in the lower atmosphere. Major impacts are expected to continue and worsen if emissions are not reduced substantially in the coming decades.
How to Qualify a Welding Procedure
The document outlines the five step process to qualify a welding procedure according to ASME Section IX. It provides details on developing a draft procedure using 0.75" A36 steel plate welded in the flat position using GTAW and GMAW. Variables such as joint design, base metal and thickness, filler metal type and size, welding position, and electrical parameters are documented. The qualification weld was tested to verify it results in an acceptable weld with proper mechanical properties before the welding procedure specification can be used in construction.
Procedure qualification
This document defines key terms related to welder and procedure qualification including welding procedure specification (WPS), procedure qualification record (PQR), welder performance qualification (WPQ), essential variables, non-essential variables, and supplementary essential variables. It also summarizes requirements for PQR, WPS, and WPQ review and discusses validity, expiration, renewal of welder qualifications, welding repairs, and applicable Aramco engineering procedures.
Api 570 course material
This document provides an introduction to the US codes and standards for pressure piping inspection. It outlines the key documents referenced in API 570 for in-service inspection, including ASME B31.3 for design, ASME Section V for non-destructive examination, ASME Section IX for welding, and ASME B16.5 for flanges. API 570 serves as the overarching standard for in-service inspection, repair, alteration and rerating of pressure piping, and references these other codes and standards to provide guidance across the lifecycle of pressure piping systems. The introduction discusses the relationship between the various codes and when they are applicable.
Visual Inspection of Welding Process
The document discusses visual inspection of welds, including terminology for different types of welds and weld features. It provides checklists for welding procedures before, during, and after welding. Common welding defects such as lack of fusion, undercut, and porosity are described along with their potential causes. Visual inspection procedures and features to examine in butt and fillet welds are also outlined.
WPS -PQR - Welder Qualifications .pdf
This document discusses the requirements and process for welding procedure and performance qualifications according to the ASME Boiler and Pressure Vessel Code. It explains that qualifications are required to prove the quality of welds and performance of welders. The process involves writing a welding procedure specification, making a test coupon according to the specification, conducting mechanical tests on the coupon, and documenting the results in a procedure qualification record. It provides details on various variables that need to be considered for different welding processes and their classification as essential, supplementary essential, or nonessential for qualifications.
More Related Content
What's hot
WPS & WPQ
Welding Procedure Specification and Welder approval based on
AWS D.1.1: Structural Steel Welding Code
ASME IX: Welding and Brazing Qualifications
API 1104: Welding of Pipelines
A QA/QC ENGINEER MUST KNOW THESE TABLE IN ASME SEC IX
This document provides information on qualifying welders and welding procedures according to the ASME Section IX code. It includes tables that specify the base metals and filler metals qualified by different welding tests. The tables indicate which base or filler metals a welder or procedure is considered qualified to weld based on the specific metals tested during qualification. Qualifying a production weld also qualifies the procedure to weld a broader range of materials according to these tables.
Procedimientos de soldadura
El documento habla sobre la calificación de soldadores. Explica que la calificación valida que los soldadores pueden producir uniones soldadas de calidad según los requisitos de un código de soldadura. El proceso de calificación involucra la preparación de un procedimiento de soldadura (WPS), su calificación a través de una prueba (PQR), y luego una prueba de desempeño del soldador (WPQ) donde se inspeccionan y prueban probetas soldadas. Si las probetas pasan las pruebas, el soldador
cswip-3-1-new-book
This document provides an overview of welding inspection including:
- Typical duties of welding inspectors such as visual inspection, reviewing documentation, and checking welding processes
- Terms and definitions used in welding inspection
- Features that inspectors examine on completed welds such as penetration and types of joints
- Conditions required for visual inspection including lighting and access
- Stages when inspection is typically required including before, during, and after welding
- Records and documentation that inspectors are responsible for collecting and maintaining
The document serves as a reference for welding inspectors, outlining their key responsibilities and areas of focus.
API_510_for_Exam.pdf
This document provides an overview of API 510 exam preparation materials covering service restrictions, joint efficiencies, and radiography requirements in ASME Section VIII. Some key points:
- Welded joints in vessels containing lethal substances must be fully radiographed and the vessel postweld heat treated if carbon/low alloy steel. Category A joints must be Type 1 (double welded) while Categories B-C can be Type 1 or 2.
- Joint categories define joint locations (e.g. longitudinal, circumferential). Type defines joint construction (e.g. double welded, single welded).
- Radiographs must show a minimum penetrameter image and identify unacceptable imperfections over certain size thresholds
Visual inspection on weldments By Kingston R
Visual examination is the most commonly used non-destructive testing method for inspecting welds. It involves directly or indirectly observing the exposed surfaces of welds and base metals. Proper lighting of at least 1000 Lux is needed. Various aids like mirrors, telescopes and cameras can be used. Key factors in visual inspection are the condition of the inspector's eyes, their understanding of the inspection situation, and being objective. The document discusses visual inspection guidelines and acceptance standards from codes like ASME and AWS, as well as common weld defects.
Welding defects
The document discusses the results of a study on the impact of COVID-19 lockdowns on air pollution. Researchers analyzed data from dozens of countries and found that lockdowns led to an average decline of nearly 30% in nitrogen dioxide levels over cities. However, they also observed that this improvement was temporary and air pollution rebounded once lockdown restrictions began lifting. Overall, the study highlights how human activities are a major driver of air pollution but also that systemic changes are needed for long-term air quality improvements.
Asme section ii c new
The document outlines the sections and subsections contained in the ASME Boiler and Pressure Vessel Code. It includes rules for construction of various types of boilers, pressure vessels, and containment systems. The sections cover materials specifications, welding requirements, nondestructive testing, in-service inspection, and rules for ongoing care and operation. The code also provides alternative rules for special construction applications.
Radiographic interpretation
This document provides definitions for various defects that may appear on radiographic images of welds, including:
- Excessive root penetration appears as a light irregular band within the weld image.
- Root concavity appears as dark areas along the weld center varying in density by imperfection depth.
- Incomplete filled groove appears as a dark area at the weld center with diffuse edges.
- Cracks appear as dark, fine lines that are usually diffuse or discontinuous.
Selection of filler wire
This document discusses the selection of filler wires. It begins with an objective to learn about filler wires, ASME Section IX Table QW-422 for material grades and chemical compositions, and SFA numbers. It then introduces the differences between filler wires and electrodes, and the nomenclature used for filler wires. Examples are provided for selecting the correct filler wire based on the base metal, welding process, and referring to ASME standards. The conclusion emphasizes that filler wire selection depends on the welding process, base metal, joint type, and referencing ASME codes.
Presentation API 570 -510-653.pptx
API 570 provides guidance for inspecting, repairing, altering, and rerating in-service piping systems. It covers metallic and FRP piping systems used in process facilities for fluids like petroleum products, gases, and hazardous materials. The document establishes requirements for inspection plans, examining piping and components, evaluating inspection data, making repairs, and setting inspection intervals. It aims to ensure the safe operation of in-service piping by maintaining its structural integrity over time.
Introduction to ASME VIII Div 1 (ATS).pdf
This document provides an introduction and overview of ASME Section VIII Division 1, which establishes rules for the construction of pressure vessels with pressures above 15 psig up to 3,000 psig. It discusses the scope and applicability of ASME VIII Div. 1, as well as key requirements for materials, fabrication, inspection, testing, and marking of pressure vessels. The document outlines requirements in areas such as material traceability, defect repair, forming, dimensional tolerances, impact testing, heat treatment, hydrostatic testing, and required marking of pressure vessels.
ASNT Radiographic Film Interpretation (RTFI) Notes-Dr. Samir Saad
The document discusses the history and impact of climate change over the past century. It notes that global temperatures and sea levels have risen significantly, with extreme weather events like hurricanes also increasing. The causes are attributed to human activities like burning fossil fuels that release greenhouse gases and trap heat in the lower atmosphere. Major impacts are expected to continue and worsen if emissions are not reduced substantially in the coming decades.
How to Qualify a Welding Procedure
The document outlines the five step process to qualify a welding procedure according to ASME Section IX. It provides details on developing a draft procedure using 0.75" A36 steel plate welded in the flat position using GTAW and GMAW. Variables such as joint design, base metal and thickness, filler metal type and size, welding position, and electrical parameters are documented. The qualification weld was tested to verify it results in an acceptable weld with proper mechanical properties before the welding procedure specification can be used in construction.
Procedure qualification
This document defines key terms related to welder and procedure qualification including welding procedure specification (WPS), procedure qualification record (PQR), welder performance qualification (WPQ), essential variables, non-essential variables, and supplementary essential variables. It also summarizes requirements for PQR, WPS, and WPQ review and discusses validity, expiration, renewal of welder qualifications, welding repairs, and applicable Aramco engineering procedures.
Api 570 course material
This document provides an introduction to the US codes and standards for pressure piping inspection. It outlines the key documents referenced in API 570 for in-service inspection, including ASME B31.3 for design, ASME Section V for non-destructive examination, ASME Section IX for welding, and ASME B16.5 for flanges. API 570 serves as the overarching standard for in-service inspection, repair, alteration and rerating of pressure piping, and references these other codes and standards to provide guidance across the lifecycle of pressure piping systems. The introduction discusses the relationship between the various codes and when they are applicable.
Visual Inspection of Welding Process
The document discusses visual inspection of welds, including terminology for different types of welds and weld features. It provides checklists for welding procedures before, during, and after welding. Common welding defects such as lack of fusion, undercut, and porosity are described along with their potential causes. Visual inspection procedures and features to examine in butt and fillet welds are also outlined.
WPS -PQR - Welder Qualifications .pdf
This document discusses the requirements and process for welding procedure and performance qualifications according to the ASME Boiler and Pressure Vessel Code. It explains that qualifications are required to prove the quality of welds and performance of welders. The process involves writing a welding procedure specification, making a test coupon according to the specification, conducting mechanical tests on the coupon, and documenting the results in a procedure qualification record. It provides details on various variables that need to be considered for different welding processes and their classification as essential, supplementary essential, or nonessential for qualifications.
What's hot (20)
A QA/QC ENGINEER MUST KNOW THESE TABLE IN ASME SEC IX
A QA/QC ENGINEER MUST KNOW THESE TABLE IN ASME SEC IX
ASNT Radiographic Film Interpretation (RTFI) Notes-Dr. Samir Saad
ASNT Radiographic Film Interpretation (RTFI) Notes-Dr. Samir Saad