Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
Submit search
EN
Uploaded by
Dinh Truong Van
5,713 views
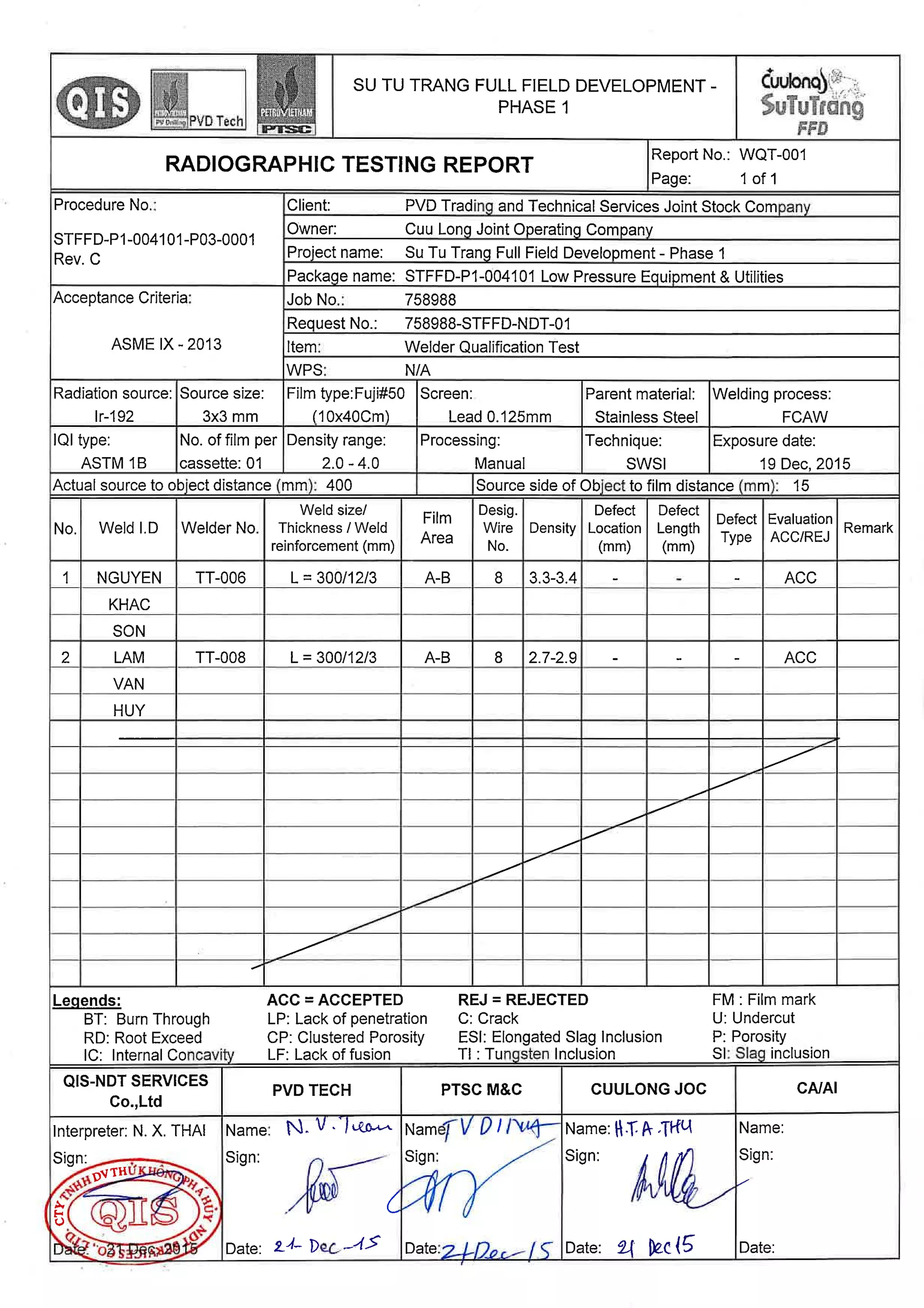
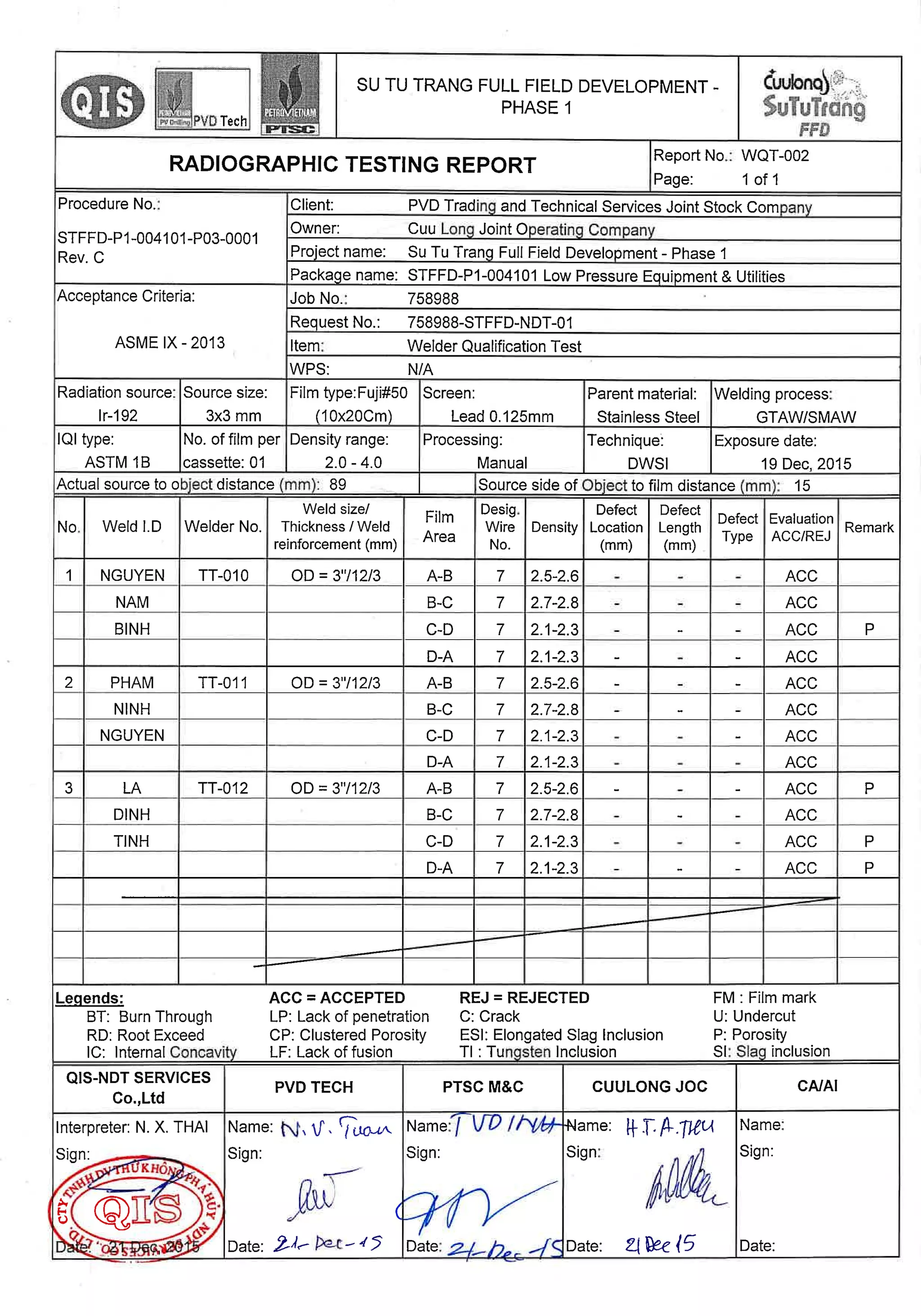
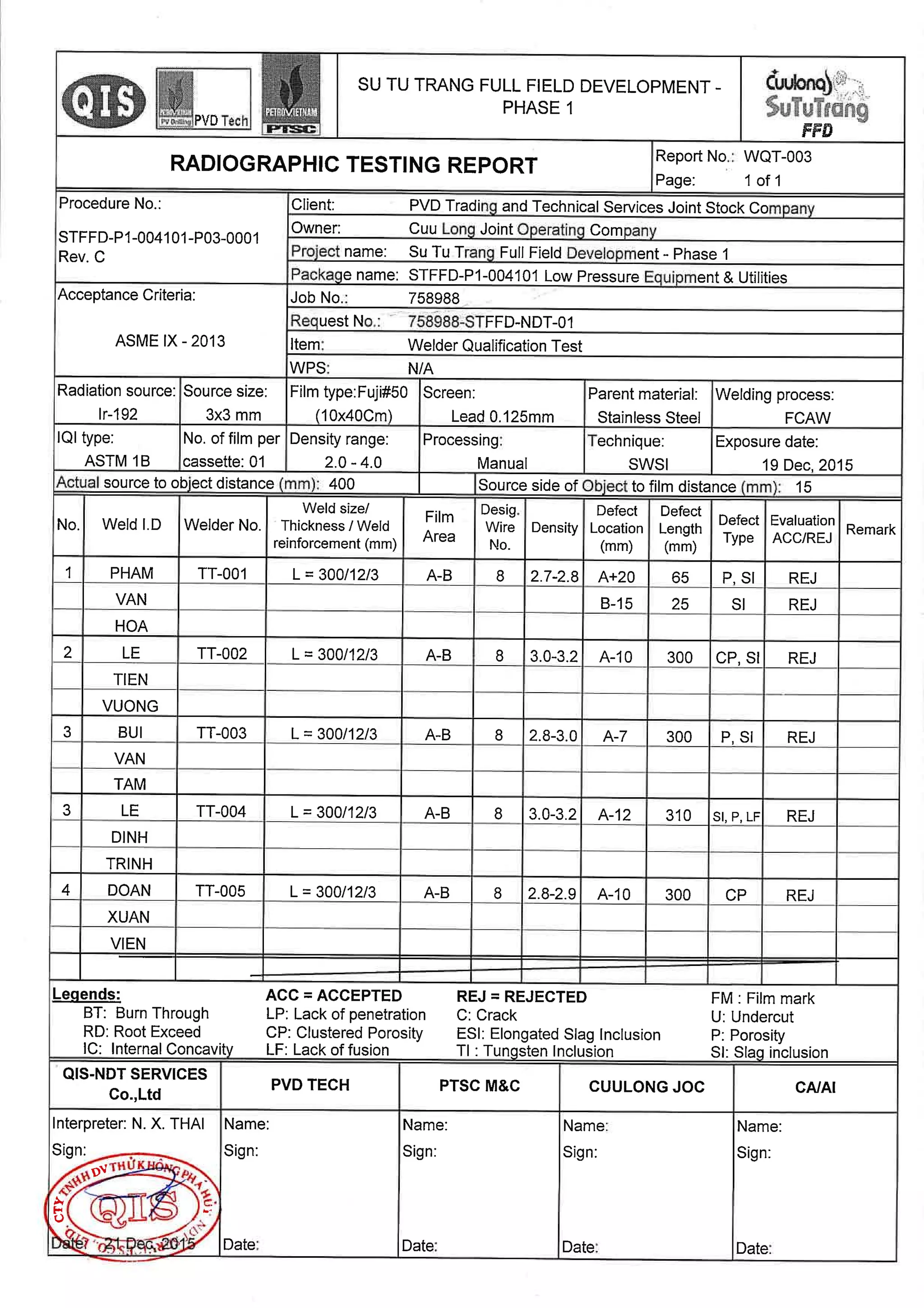
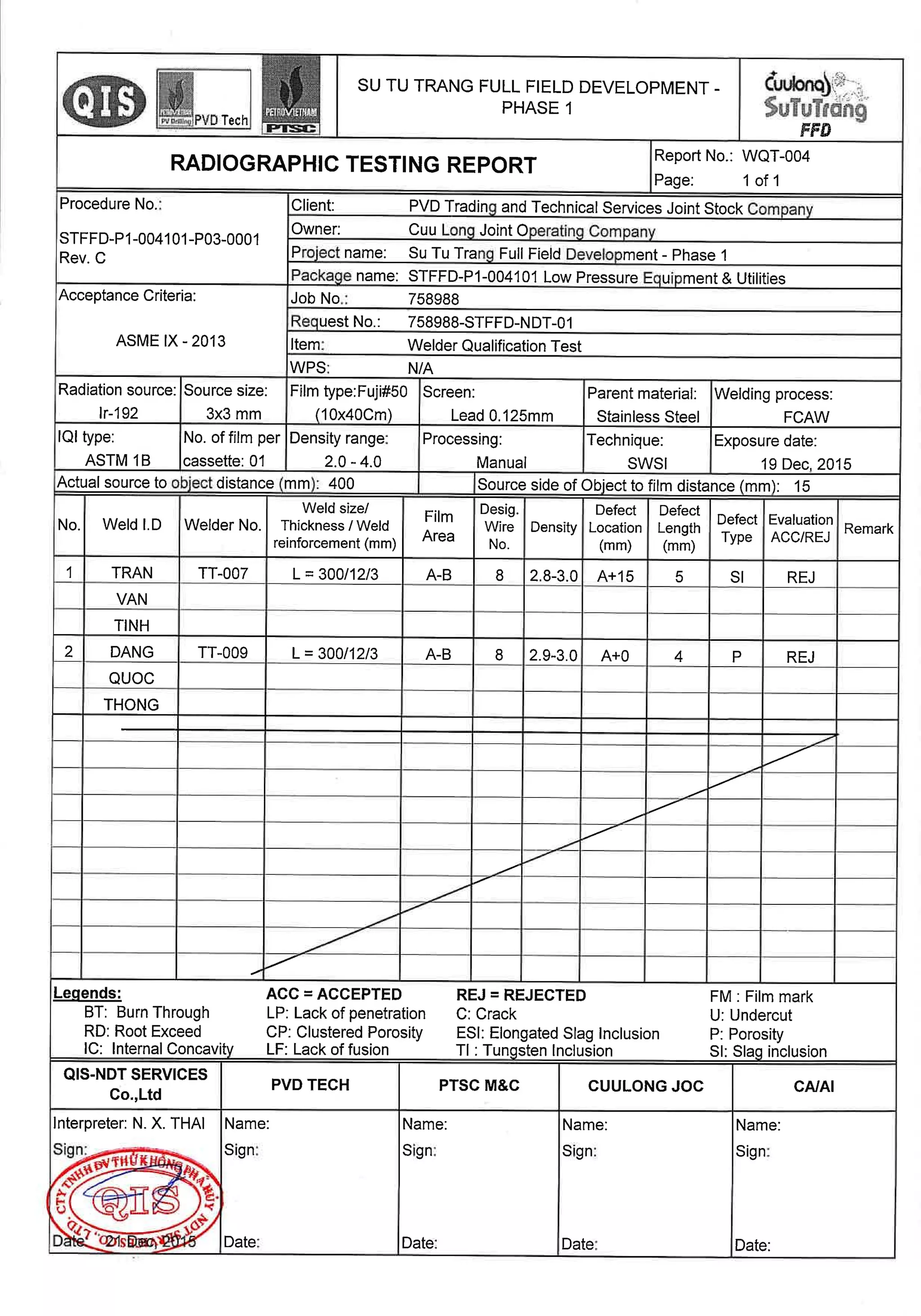
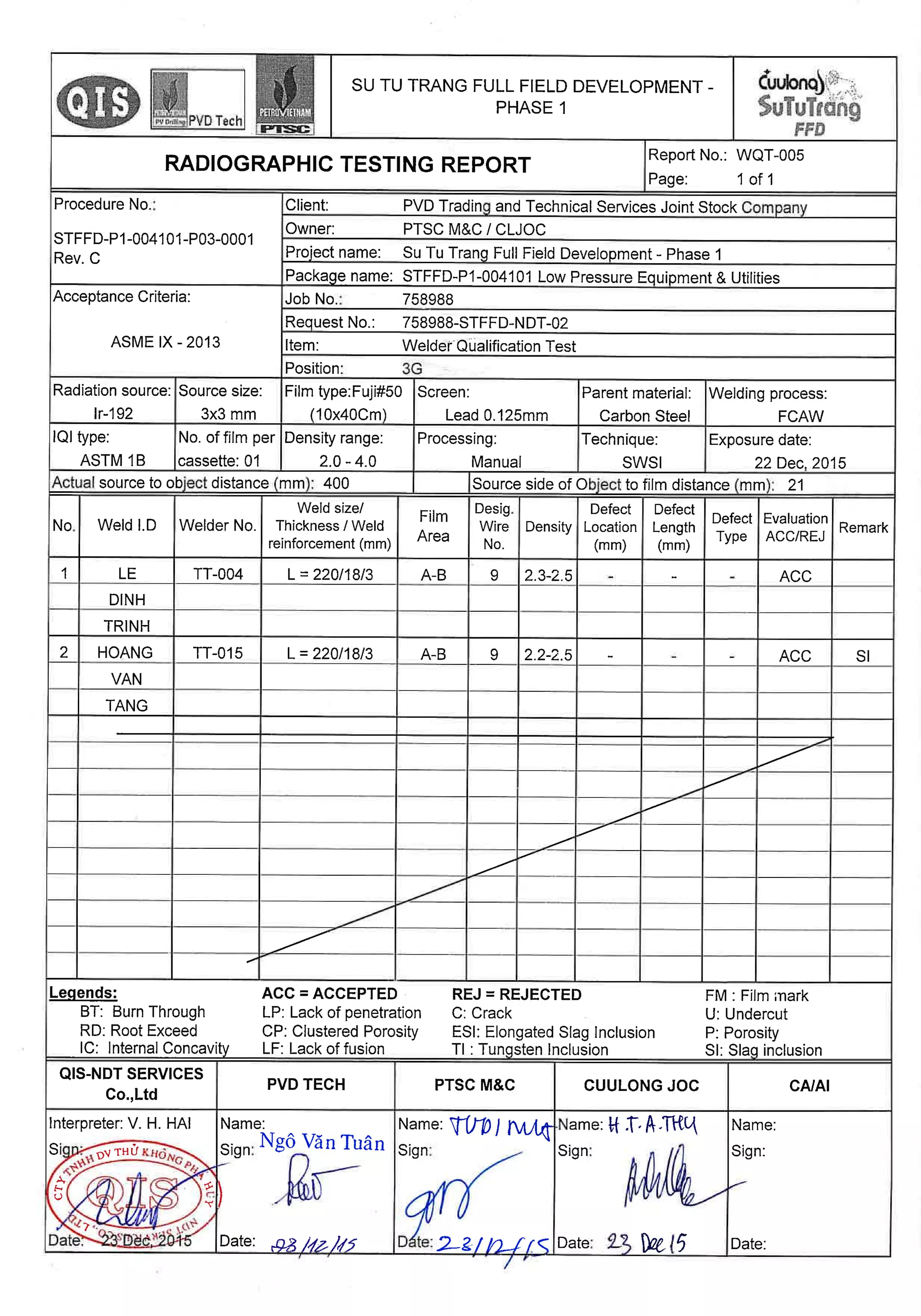
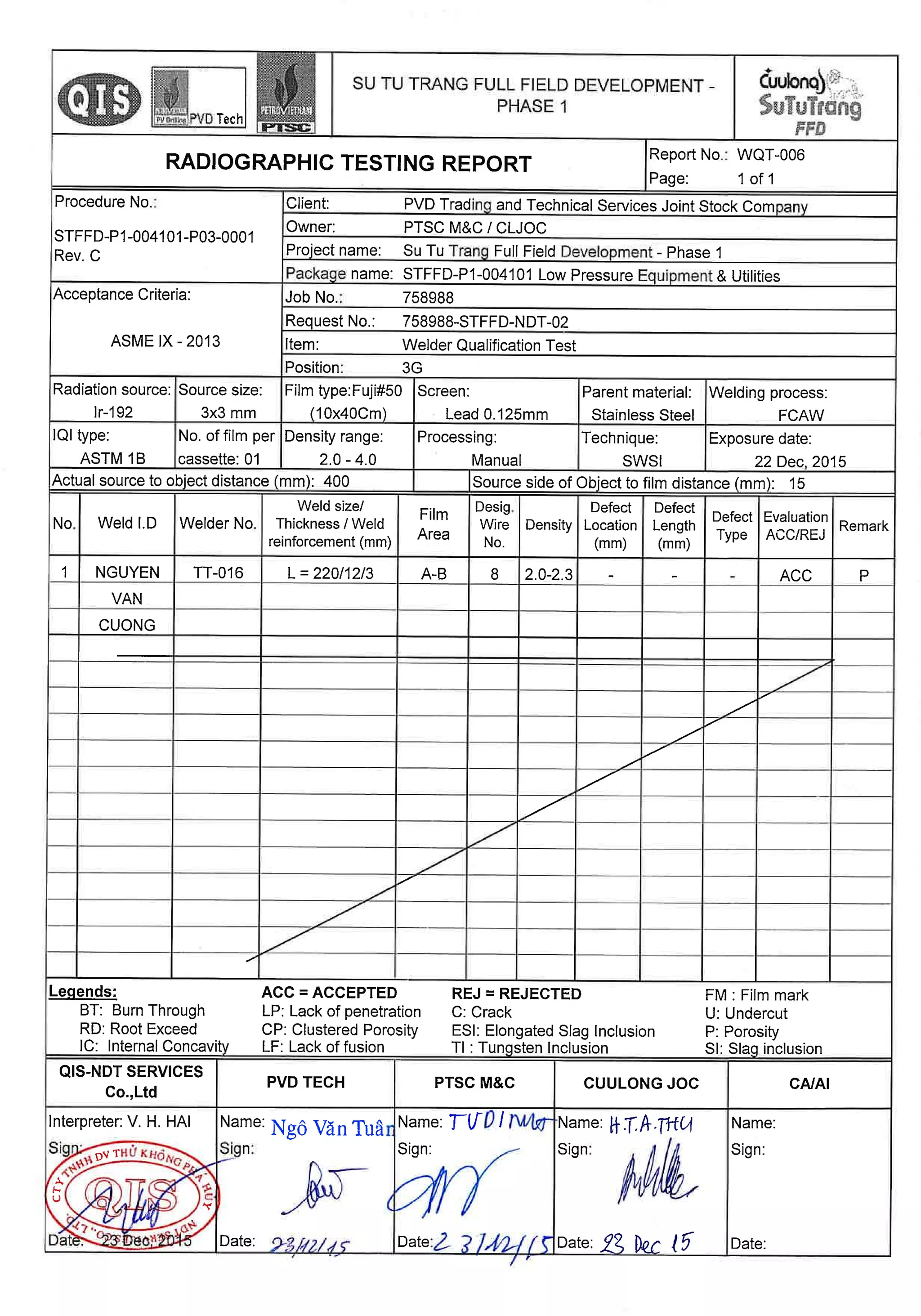
Rt report for welder qualification
Rt report for welder qualification
Engineering
◦
Read more
3
Save
Share
Embed
Embed presentation
Download
Downloaded 75 times
1
/ 7
2
/ 7
Most read
3
/ 7
4
/ 7
5
/ 7
6
/ 7
Most read
7
/ 7
Most read
More Related Content
PDF
DIPLOMA MECHANICAL ENGG. CERTIFICATE
by
RAKESH PATEL
PDF
RM - B.TEch Degree Certificate - Attested
by
Rajeesh Majeed
PDF
Certified qa qc Mechanical engineer
by
Sanjary Educational Academy
PDF
Inspection of-pressure-vessels
by
Rodolfo Barbosa Young
PDF
Aramco inspection handbook
by
ram111eg
PDF
Piping sample report
by
ram111eg
PPTX
Presentation API 570 -510-653.pptx
by
hesham ismail
PDF
Working at height slides
by
kingsley okeke.
DIPLOMA MECHANICAL ENGG. CERTIFICATE
by
RAKESH PATEL
RM - B.TEch Degree Certificate - Attested
by
Rajeesh Majeed
Certified qa qc Mechanical engineer
by
Sanjary Educational Academy
Inspection of-pressure-vessels
by
Rodolfo Barbosa Young
Aramco inspection handbook
by
ram111eg
Piping sample report
by
ram111eg
Presentation API 570 -510-653.pptx
by
hesham ismail
Working at height slides
by
kingsley okeke.
What's hot
PDF
Scaffolding erection and Inspection certificate
by
Felix Green
PDF
DAE certificate
by
Arsalan_Hassan_Warsi hassan
PDF
Abu Dhabi Occupational Health & Safety Practitioner Course
by
SUBRAMANI NELLAIAPPAN
PDF
PROVISAL DEGREE CERTIFICATE
by
Alok Choudhary
PDF
Work Certificate (CAT-KSA)
by
Frederick Mibulos
PDF
Master's Degree Certificate In IS
by
Hasan Ahiaf
PDF
Diploma Engineering
by
Abhishek Mondal
PDF
Diploma Electrical Engineering
by
Durgesh Kumar
PDF
Civil Diploma And Marksheet
by
Asif lodi
PPT
TWI CSWIP 3.1 00 Introduction (1).ppt
by
AhmedAlgamodi
DOCX
Method statement piping works
by
Surya Kant
PDF
Weekly welding machine checklist
by
Azmeel Contracting Company
PDF
Bs en 13889 2003(forged steel shackles for general use - gra
by
Atef1982
PDF
236135365 heat-treatment-manual
by
Arnaldo Javier Benitez
PDF
Hot Works Safety Training
by
Gaurav Singh Rajput
PPTX
Pressure Vessel Safety
by
Muhammad Anjum
PDF
How to produce PQR
by
Mohamed Farouk
PDF
2 Person Man Basket Brochure - Eagle West Equipment
by
Eagle West Cranes JB
PDF
Plumbness & Roundness of storage tanks
by
Weld Maniac
PDF
Pipe Hydrotest , Inspection, Visual and Dimensional Inspection & Marking
by
Varun Patel
Scaffolding erection and Inspection certificate
by
Felix Green
DAE certificate
by
Arsalan_Hassan_Warsi hassan
Abu Dhabi Occupational Health & Safety Practitioner Course
by
SUBRAMANI NELLAIAPPAN
PROVISAL DEGREE CERTIFICATE
by
Alok Choudhary
Work Certificate (CAT-KSA)
by
Frederick Mibulos
Master's Degree Certificate In IS
by
Hasan Ahiaf
Diploma Engineering
by
Abhishek Mondal
Diploma Electrical Engineering
by
Durgesh Kumar
Civil Diploma And Marksheet
by
Asif lodi
TWI CSWIP 3.1 00 Introduction (1).ppt
by
AhmedAlgamodi
Method statement piping works
by
Surya Kant
Weekly welding machine checklist
by
Azmeel Contracting Company
Bs en 13889 2003(forged steel shackles for general use - gra
by
Atef1982
236135365 heat-treatment-manual
by
Arnaldo Javier Benitez
Hot Works Safety Training
by
Gaurav Singh Rajput
Pressure Vessel Safety
by
Muhammad Anjum
How to produce PQR
by
Mohamed Farouk
2 Person Man Basket Brochure - Eagle West Equipment
by
Eagle West Cranes JB
Plumbness & Roundness of storage tanks
by
Weld Maniac
Pipe Hydrotest , Inspection, Visual and Dimensional Inspection & Marking
by
Varun Patel
More from Dinh Truong Van
PDF
Appendix 6 tes2115 a001 vessel fabrication a3
by
Dinh Truong Van
PDF
Bs en 22553
by
Dinh Truong Van
PDF
13 symbols drawings in welding
by
Dinh Truong Van
PDF
Nwha tech weld_procedure_process_2014
by
Dinh Truong Van
DOC
Wis5 1-contents
by
Dinh Truong Van
PDF
biaozhun_jiaocheng_hsk1.pdf111111111111111111111111111111
by
Dinh Truong Van
PDF
Pipe 4inch
by
Dinh Truong Van
Appendix 6 tes2115 a001 vessel fabrication a3
by
Dinh Truong Van
Bs en 22553
by
Dinh Truong Van
13 symbols drawings in welding
by
Dinh Truong Van
Nwha tech weld_procedure_process_2014
by
Dinh Truong Van
Wis5 1-contents
by
Dinh Truong Van
biaozhun_jiaocheng_hsk1.pdf111111111111111111111111111111
by
Dinh Truong Van
Pipe 4inch
by
Dinh Truong Van
Recently uploaded
PPTX
UnrealGameplayAbilitySystemPresentation.pptx
by
BenHowenstein
PPTX
Best CMMS for IoT Integration: Real-Time Asset Intelligence & Smart Maintenan...
by
MaintWiz Technologies Private Limited
PPTX
Emerging Trends and Research Frontiers in Chemical Engineering for Green and ...
by
Chemical Engineering Dept. NIT Rourkela-769008, Odisha, India
PPTX
Optimizing Operations: Key Elements of a Successful Plant Maintenance Plan — ...
by
MaintWiz Technologies Private Limited
PPTX
Data Science with R Final yrUnit II.pptx
by
Osmania University
PPTX
Optimizing Plant Maintenance — Key Elements of a Successful Maintenance Plan ...
by
MaintWiz Technologies Private Limited
PDF
Hybrid Anomaly Detection Mechanism for IOT Networks
by
IJCNCJournal
PPTX
How to Select the Right CMMS Software for Your Organization — A Complete Buye...
by
MaintWiz Technologies Private Limited
PPTX
TPM Metrics & Measurement: Drive Performance Excellence with TPM | MaintWiz
by
MaintWiz Technologies Private Limited
PPTX
Cloud vs On-Premises CMMS — Which Maintenance Platform Is Better for Your Plant?
by
MaintWiz Technologies Private Limited
PDF
Narrows Planning Collective Transportation Capstone.pdf
by
cj2392
PPTX
Track & Monitor Preventive Maintenance — Best Practices with MaintWiz CMMS
by
MaintWiz Technologies Private Limited
PPT
new Introduction to PACS.ppt Picture Archieving and communication and medicine
by
ssuserf3d7af
PPTX
Salesforce Bulk Connector V1 and V2 Deep Dive!
by
RajeevRanjan368982
PPTX
Natural Gas fundamentals and GRU for associated gas trap.pptx
by
engineerhassan
PDF
Lecture -06-Hybrid Policies - Chapter 7- Weeks 6-7.pdf
by
salaarmike
PPTX
22304_BCO_CO3_LO4_PPT MSBTE Building construction.pptx
by
PrasadBahekar4
PDF
Human computer Interface ppt aUNIT 3.pdf
by
Osmania University
PPTX
Takt Time vs Cycle Time vs Lead Time.pptx
by
E Concepts
PPT
Software Engineering Unit-1 presentation for students
by
kumari157687
UnrealGameplayAbilitySystemPresentation.pptx
by
BenHowenstein
Best CMMS for IoT Integration: Real-Time Asset Intelligence & Smart Maintenan...
by
MaintWiz Technologies Private Limited
Emerging Trends and Research Frontiers in Chemical Engineering for Green and ...
by
Chemical Engineering Dept. NIT Rourkela-769008, Odisha, India
Optimizing Operations: Key Elements of a Successful Plant Maintenance Plan — ...
by
MaintWiz Technologies Private Limited
Data Science with R Final yrUnit II.pptx
by
Osmania University
Optimizing Plant Maintenance — Key Elements of a Successful Maintenance Plan ...
by
MaintWiz Technologies Private Limited
Hybrid Anomaly Detection Mechanism for IOT Networks
by
IJCNCJournal
How to Select the Right CMMS Software for Your Organization — A Complete Buye...
by
MaintWiz Technologies Private Limited
TPM Metrics & Measurement: Drive Performance Excellence with TPM | MaintWiz
by
MaintWiz Technologies Private Limited
Cloud vs On-Premises CMMS — Which Maintenance Platform Is Better for Your Plant?
by
MaintWiz Technologies Private Limited
Narrows Planning Collective Transportation Capstone.pdf
by
cj2392
Track & Monitor Preventive Maintenance — Best Practices with MaintWiz CMMS
by
MaintWiz Technologies Private Limited
new Introduction to PACS.ppt Picture Archieving and communication and medicine
by
ssuserf3d7af
Salesforce Bulk Connector V1 and V2 Deep Dive!
by
RajeevRanjan368982
Natural Gas fundamentals and GRU for associated gas trap.pptx
by
engineerhassan
Lecture -06-Hybrid Policies - Chapter 7- Weeks 6-7.pdf
by
salaarmike
22304_BCO_CO3_LO4_PPT MSBTE Building construction.pptx
by
PrasadBahekar4
Human computer Interface ppt aUNIT 3.pdf
by
Osmania University
Takt Time vs Cycle Time vs Lead Time.pptx
by
E Concepts
Software Engineering Unit-1 presentation for students
by
kumari157687
Download