Download as PDF, PPTX

![PROD-F-015-02
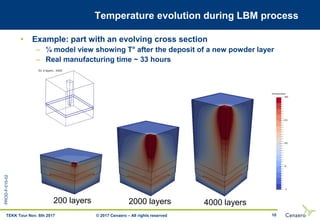
4
Origin of defects
• LBM process window and porosity distribution [Gong et al. 2013] :
© 2017 Cenaero – All rights reservedTEKK Tour Nov. 6th 2017
Full
dense
Lack of
fusion
Excess of
fusion
Over-
heating
Zone II
Spherical shape
Zone III
Irregular shape](https://image.slidesharecdn.com/francoiswk52-171123092615/85/Additive-Manufacturing-process-simulation-4-320.jpg)
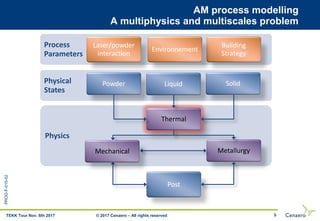
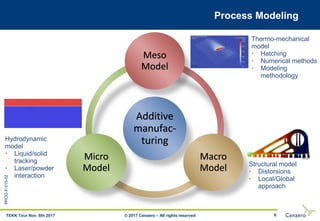
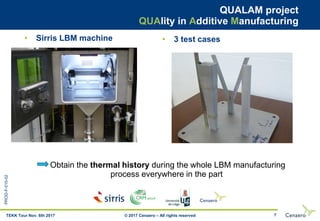
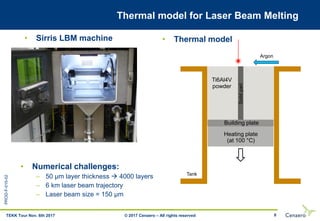
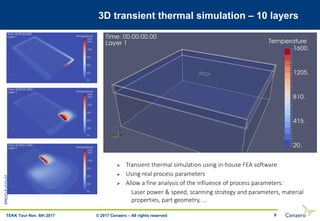

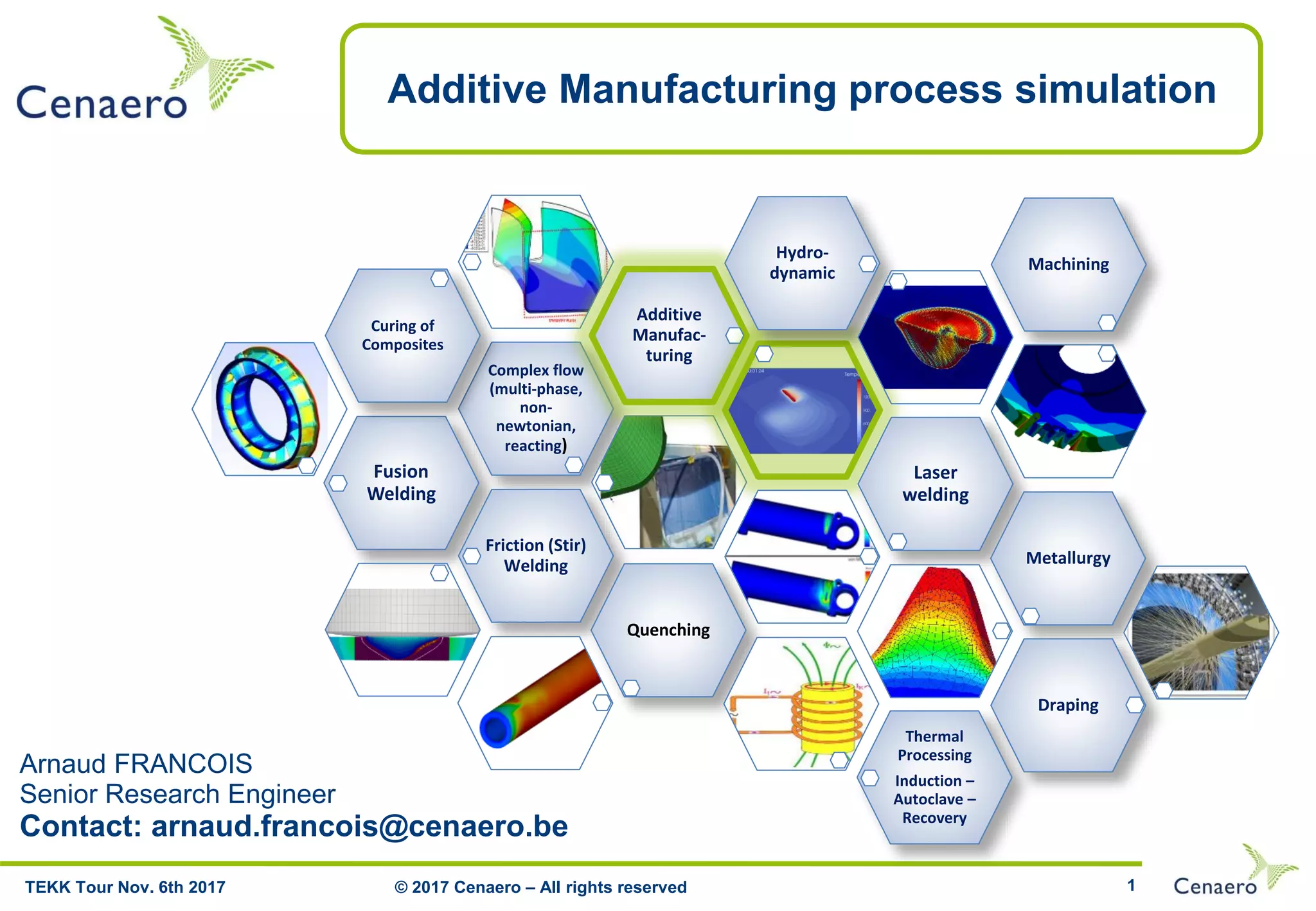
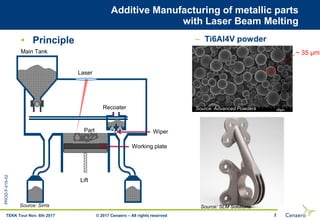
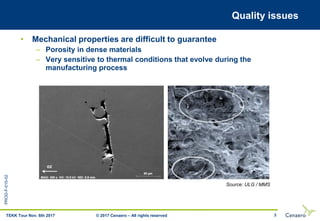
The document discusses additive manufacturing (AM) process simulation and modeling. It focuses on laser beam melting, which uses a laser to fuse powdered material to build up 3D parts layer by layer. Thermal modeling is important because AM processes involve complex thermal conditions that influence part quality and properties. The document describes a thermal modeling project that uses finite element analysis to simulate temperature evolution during the laser beam melting process and better understand defect formation. The goal is to reduce trial and error and improve process control by studying the impact of various laser parameters and strategies.
















































































