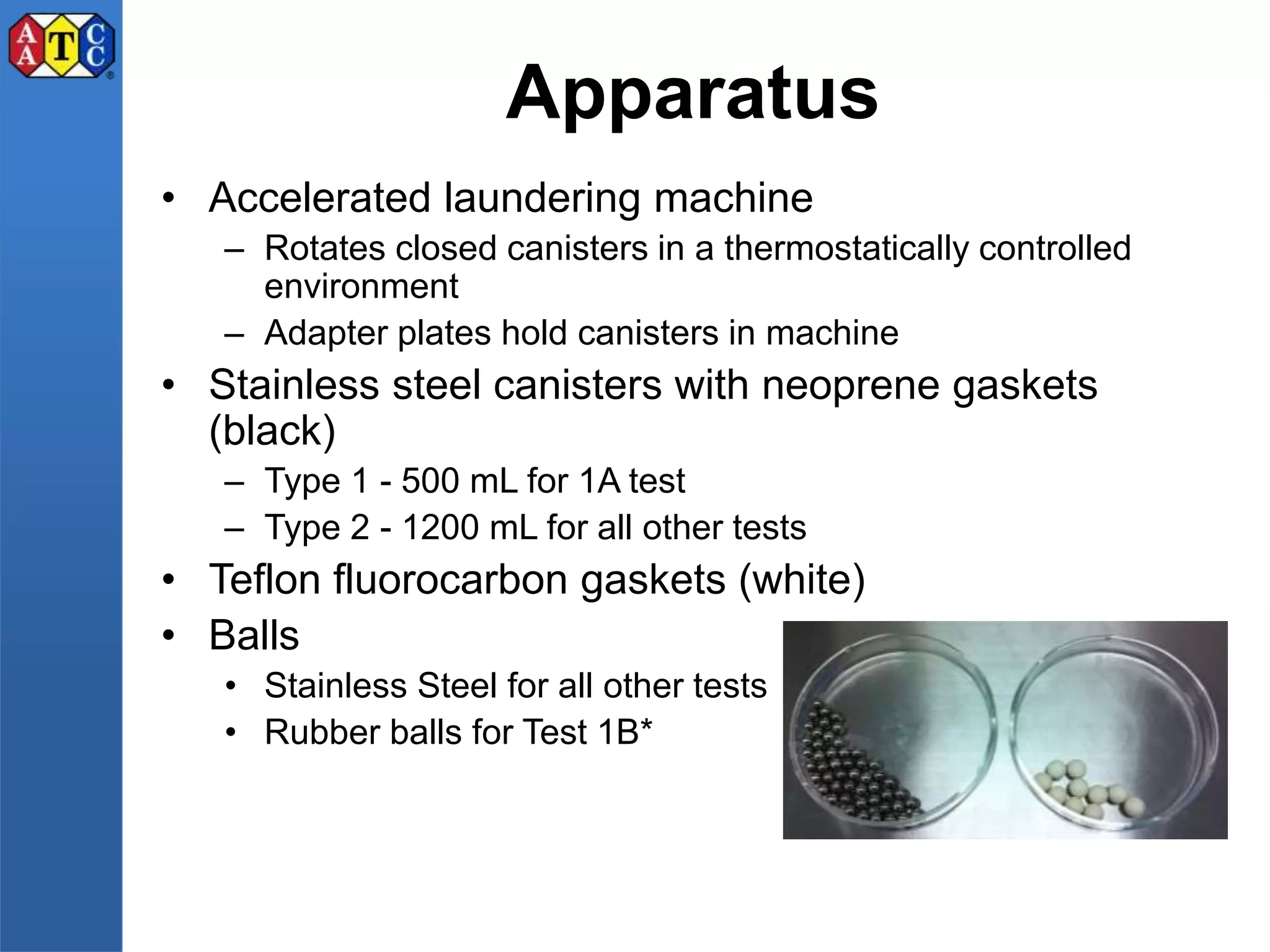
The AATCC Test Method 61-2013e(2020) evaluates the colorfastness of textiles to laundering by simulating the effects of multiple washings in a controlled environment. It incorporates variables such as temperature, detergent solutions, and chemical treatments, while noting limitations for certain fabric blends like polyester/spandex. The methodology details the use of tools, test specimens, and evaluation procedures aimed at assessing color change and staining of fabrics after accelerated laundering.