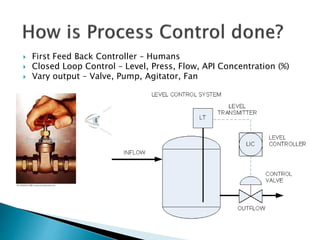
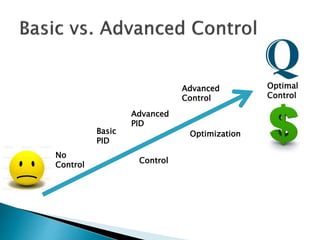
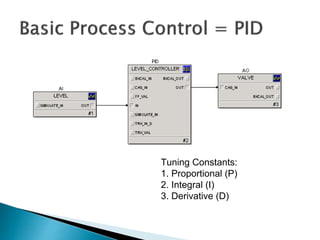
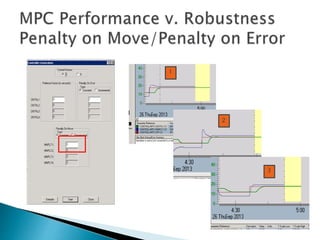
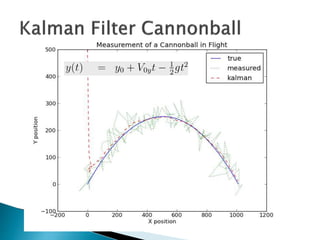
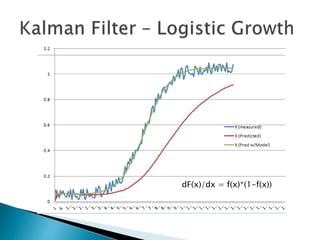
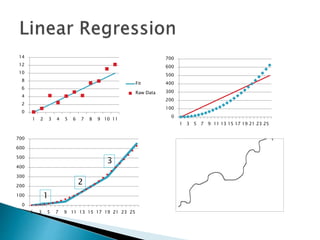
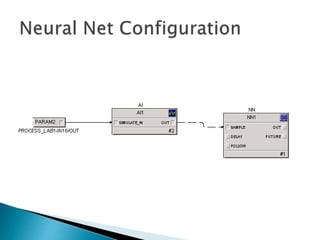
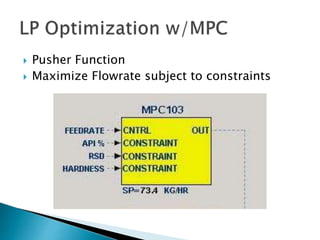
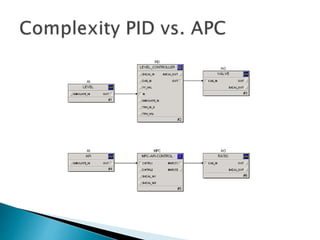
This document discusses advanced process control techniques that can be applied in pharmaceutical manufacturing. It begins by defining basic process control concepts. Then it discusses the benefits of advanced process control, such as improved quality, increased production, and reduced costs. Several advanced control techniques are described, including model predictive control, Kalman filters, neural networks, and linear programming optimization. The document argues that techniques used successfully in other industries can be adapted for pharmaceutical applications to further improve process performance and product quality.