Документ описывает патент на устройство для обработки резанием с обкатыванием, разработанное для повышения точности обработки в машиностроении. Устройство включает две пружины, которые компенсируют радиальную силу резания и минимизируют упругие деформации вала во время обработки. Основная цель модели - улучшение точности размеров и уменьшение шероховатости поверхности деталей, исключая необходимость в шлифовании.
![BY 7076 U 2011.02.28
2
Полезная модель относится к области машиностроения, в частности к металлообра-
ботке заготовок на металлорежущих станках.
Известно устройство для совмещенной обработки резанием с обкатыванием деформи-
рующим элементом [1], содержащее резец и обкатывающий ролик одностороннего дейст-
вия.
Однако увеличенная сила резания от действия резца и ролика увеличивает упругие
деформации элементов технологической системы, что уменьшает точность обработки.
Известно устройство для совмещенной обработки резанием с одновременным обкаты-
ванием, содержащее деформирующий элемент - шарик, упруго действующий на обраба-
тываемую поверхность заготовки посредством пружины и установленный относительно
вала оппозитно резцу [2].
Однако устройство не обеспечивает равенство радиальной силы резания и оптималь-
ной величины силы давления деформирующего элемента на обрабатываемую поверх-
ность. Это приводит к нестабильной шероховатости на всей длине обработки.
Кроме того, устройство не учитывает изменение жесткости элементов (опор вала и
самого вала) технологической системы (TC) при перемещении резца вдоль оси вала при
обработке. Поскольку существует разница в величинах радиальной силы резания и опти-
мальной силы давления шарика, обеспечивающего наименьшую шероховатость обраба-
тываемой поверхности, то, в силу изменения жесткости элементов технологической
системы при продольном перемещении резца, происходит изменение упругой деформа-
ции оси вала относительно вершины резца. Это приводит к изменению диаметра вала в
процессе обработки, что уменьшает точность.
Задачей настоящей полезной модели является повышение точности обработки.
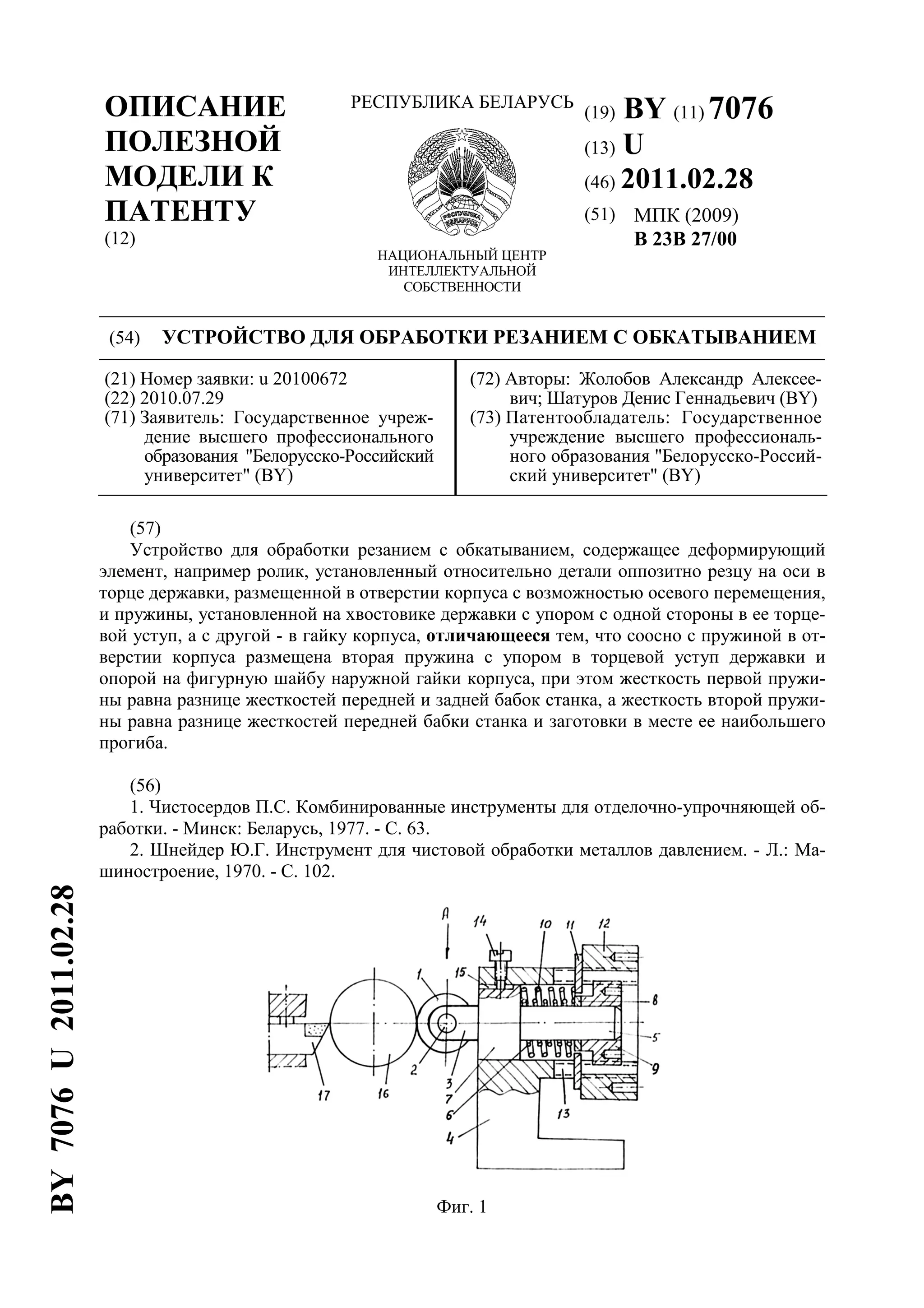
Указанная задача достигается тем, что в устройстве для обработки резанием с обкаты-
ванием, содержащем деформирующий элемент, например ролик, установленный относи-
тельно детали оппозитно резцу на оси в торце державки, размещенной в отверстии
корпуса с возможностью осевого перемещения, и пружины, установленной на хвостовике
державки с упором с одной стороны в ее торцевой уступ, а с другой - в гайку корпуса, со-
гласно полезной модели, соосно с пружиной в отверстии корпуса размещена вторая пру-
жина с упором в торцевой уступ державки и опорой на фигурную шайбу наружной гайки
корпуса, при этом жесткость первой пружины равна разнице жесткостей передней и зад-
ней бабок станка, а жесткость второй пружины равна разнице жесткостей передней бабки
станка и заготовки в месте ее наибольшего прогиба.
Устройство для совмещенной обработки резанием с обкатыванием роликом преду-
сматривает компенсацию радиальной силы резания на продольный изгиб вала и деформа-
цию его опор, не осуществляя при этом поверхностного пластического деформирования
обработанной резцом поверхности.
Для получения точности диаметральных размеров валы после токарной обработки
обычно шлифуют. Совмещенная обработка валов резанием с одновременным поверхност-
ным пластическим деформированием, например, роликом обработанной резцом поверх-
ности не обеспечивает ни точности размеров, ни одинаковой шероховатости в продольном
сечении вала. Поэтому разработка устройств для обработки нежестких валов точением с
управлением упругих деформаций для получения необходимой точности после токарной
обработки с последующим финишным обкатыванием, исключающим процесс шлифова-
ния и тем самым шаржирование обработанной поверхности абразивом, является актуаль-
ной задачей машиностроения.
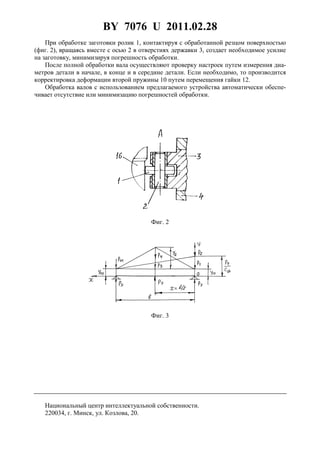
При нахождении резца и ролика в начале обработки, т.е. у задней бабки станка, можно
составить уравнение сил, действующих на вал (фиг. 3):
Py = P1 + P2,
где Py - радиальная составляющая силы резания;
P1 - усилие, воспринимающееся задней бабкой станка - опорой вала;](https://image.slidesharecdn.com/7076-151010221331-lva1-app6891/85/7076-2-320.jpg)