SIAM CAST IRONWORKS S.O.P.
CO., LTD. DS73012
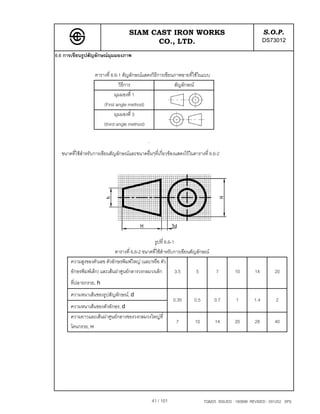
3.มาตราสวน(Scales)
3.1 มาตรฐานมาตราสวนจะอางอิงตาม ISO 5455-1979(E)
3.2 นิยาม(Definitions)
มาตราสวน : คือ อัตราสวนของขนาดเชิงเสนขององคประกอบ ของชิ้นงานที่เขียนแสดงในแบบตนฉบับ กับขนาดเชิงเสนจริงของ
องคประกอบเดียวกันของตัวชิ้นงานจริง
Scale : Ratio of the linear dimension of an element of an object as represented in the original drawing to the rea
linear dimension of the same element of the object itself.
มาตราสวนเทาของจริง : คือ มาตราสวนที่มีอัตราสวนเปน 1 : 1
Full size : A scale with the ratio 1 : 1
มาตราสวนขยาย : คือ มาตราสวนที่มีอัตราสวนมากกวา 1 : 1 และอัตราสวนที่มากกวา 1 : 1 นี้จะเรียกวาอัตราสวนขยาย
enlargment scale : A scale where the ratio is larger than 1 : 1. It is said to be larger as its ratio increases.
มาตราสวนยอ : คือ มาตราสวนที่มีอตราสวนนอยกวา 1 : 1 และอัตราสวนที่นอยกวา 1 : 1 นี้จะเรียกวาอัตราสวนยอ
ั
reduction scale : A scale where the ratio is smaller than 1 : 1. It is said to be smaller as its ratio decreases.
3.3 รูปแบบการระบุมาตราสวน(Designation)
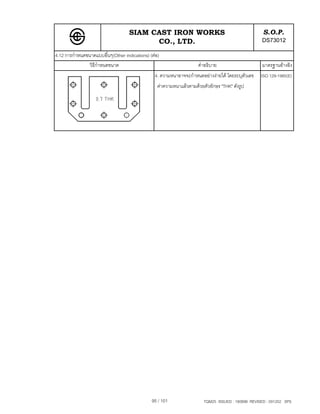
การระบุมาตราสวนของแบบที่สมบรูณจะตองประกอบดวยคําวา "SCALE" (หรือคําที่มีความหมายเดียวกันของภาษาที่ใช ในแบบ)
ตามดวยการระบุอัตราสวนดังนี้
- SCALE 1 : 1 สําหรับมาตราสวนเทาของจริง
- SCALE X : 1 สําหรับมาตราสวนขยาย
- SCALE 1 : X สําหรับมาตราสวนยอ
ถาไมมีโอกาสเกิดการเขาใจผิด คําวา "SCALE" อาจละเวนไมแสดงก็ได
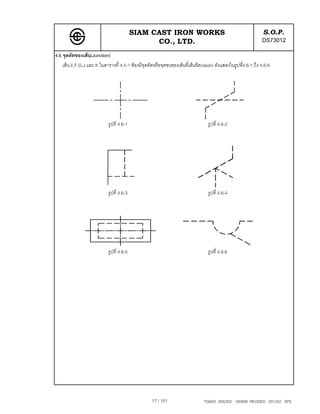
3.4 การระบุมาตราสวน(Inscription)
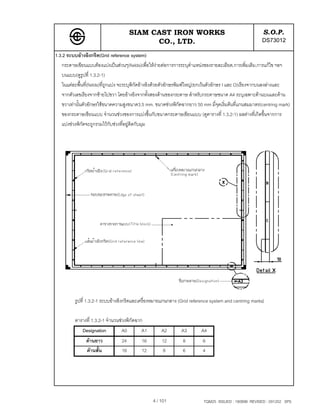
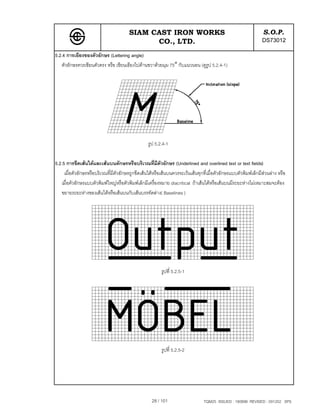
3.4.1 การระบุมาตราสวนที่ใชในแบบตองเขียนลงในตารางรายการของแบบ
3.4.2 เมื่อมีความจําเปนตองใชมาตราสวนมากกวา 1 มาตราสวนในแบบ มาตรสวนที่จะเขียนแสดงลงในตารางรายการแบบ
ตองเปนมาตราสวนหลักเทานั้น มาตราสวนอื่นๆใหแสดงใกลกับหมายเลขอางอิงรายการชิ้นสวน(item reference
number of part)ที่เกี่ยวของหรือใกลกับตัวอักษรอางอิงภาพขยาย(detail view)หรือภาพตัด(Section view)
10 / 101 TQM25 ISSUED : 180898 REVISED : 091202 SPS
SIAM CAST IRONWORKS S.O.P.
CO., LTD. DS73012
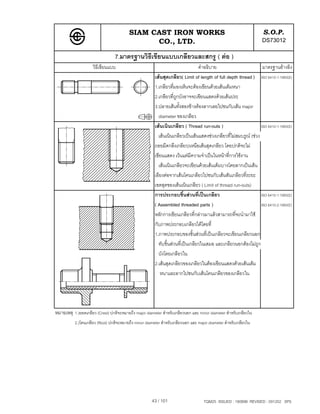
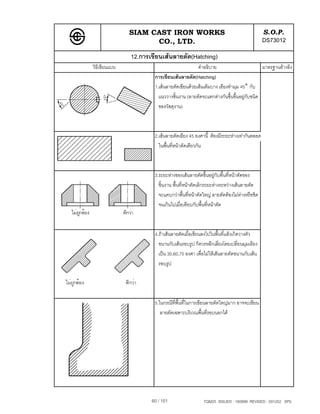
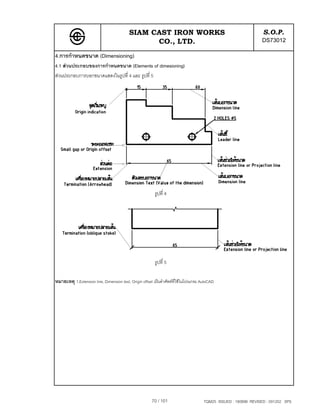
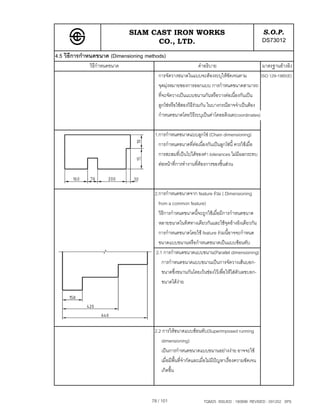
การกําหนดขนาด (Dimensioning)
1.มาตรฐานการบอกขนาดจะอางอิงตาม
1.1) ISO 129-1985 Technical drawing-Dimensioning
1.2) BS 308 Part 2-1985 Recommendation for dimensioning and tolerancing of size
2.นิยาม (Definitions)
จากมาตรฐาน ISO 129-1985(E) ใหคํานิยามศัทพมาตรฐานสําหรับการกําหนดขนาดดังนี้
ขนาด :คือคาตัวเลขที่กําหนดขนาดใหกับสวนประกอบตางๆของแบบโดยแสดงในหนวยการวัดที่เหมาะสม ขนาดอาจตองประกอบ
ดวยเสน,สัญลักษณและขอความตางๆจึงจะกําหนดขนาดใหกับสวนประกอบของแบบชิ้นงานไดสมบรูณ
dimension : A numerical value expressed in appropiate unit of measurement and indicated graphically on technical
drawings with lines, symbols and notes
2.1 ขนาด(dimensions) แบงออกเปนชนิดไดดังนี้
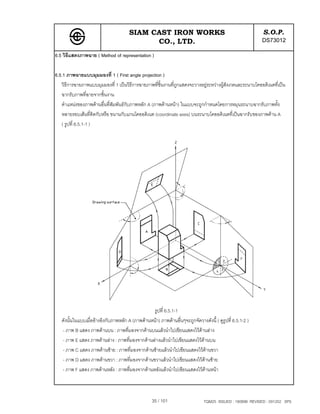
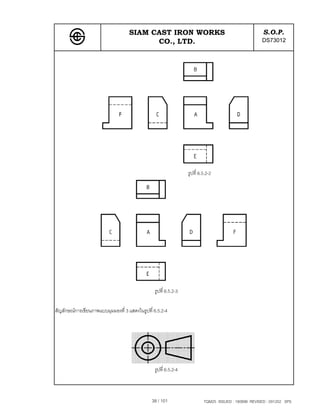
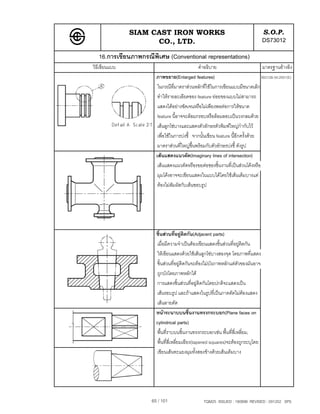
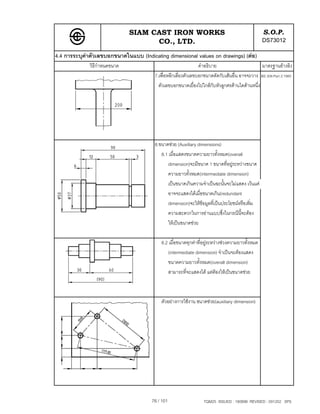
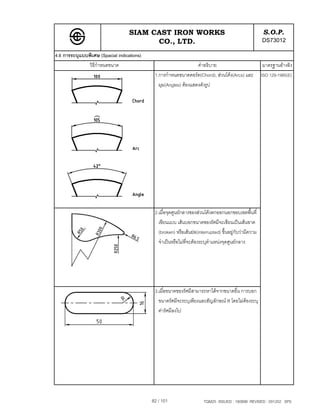
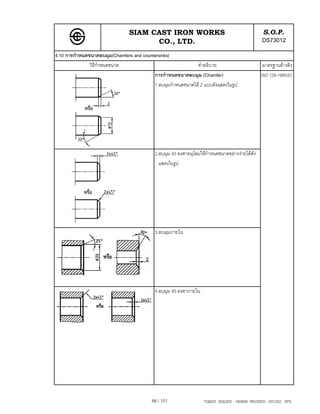
1. ขนาดสําคัญตอการใชงาน คือ ขนาดที่มีความสําคัญตอหนาที่การใชงานของชิ้นงานหรือพื้นที่ (ดู "F" ในภาพ)
functional dimension : A dimension that essential to the function of the piece or space.
2. ขนาดไมสําคัญตอการใชงาน คือ ขนาดที่มีไมความสําคัญตอหนาที่การใชงานของชิ้นงานหรือพื้นที่(ดู "NF" ในภาพ)
non-functional dimension: A dimension that is not essential to the function of piece or space.
3. ขนาดชวย คือ ขนาดที่ใหไวเพื่อเปนขอมูลเทานั้น ไมใชเปนขอกําหนดในการผลิตหรือในการตรวจสอบ เปนคาที่ไดมาจากคาอื่นที่
แสดงบนแบบหรือเอกสารที่เกี่ยวของ ขนาดชวยจะเขียนแสดงในวงเล็บและไมใส คา Tolerance (ดู "AUX" ในภาพ
auxiliary dimension : A dimension given for information purposes only. It dose not govern production or inspection
operations and is derived from other values shown on the drawing or in related documents
An auxiliary dimension is given in parentheses and no tolerance applies to it
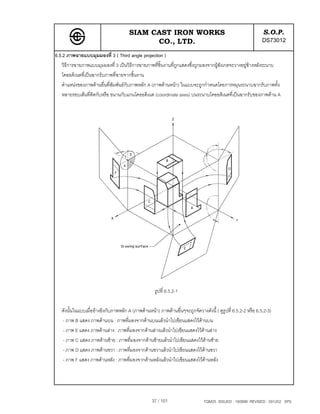
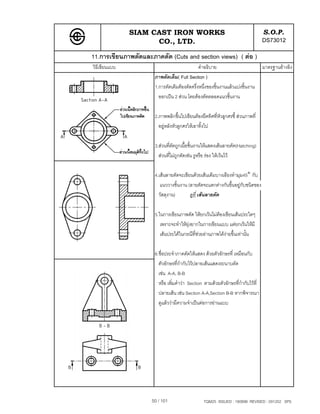
รูปแสดงที่1 Functional, non-functionalและ auxiliary dimensions
66 / 101 TQM25 ISSUED : 180898 REVISED : 091202 SPS
67.
SIAM CAST IRONWORKS S.O.P.
CO., LTD. DS73012
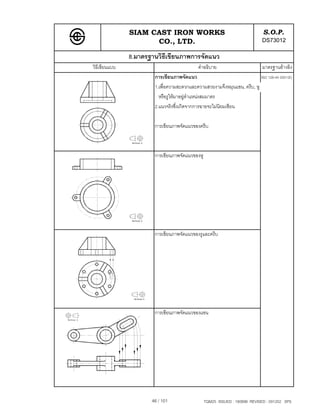
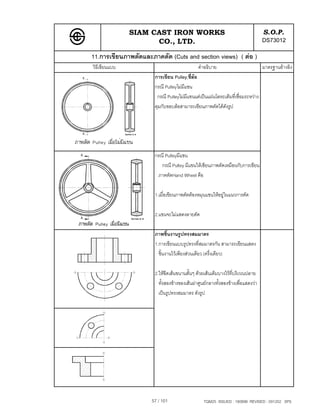
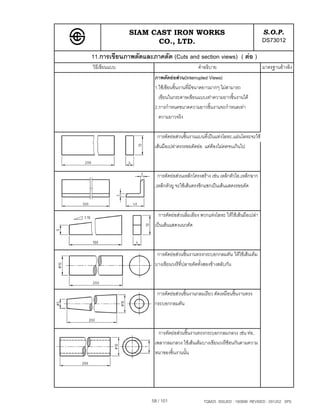
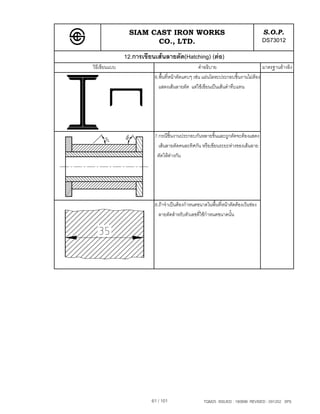
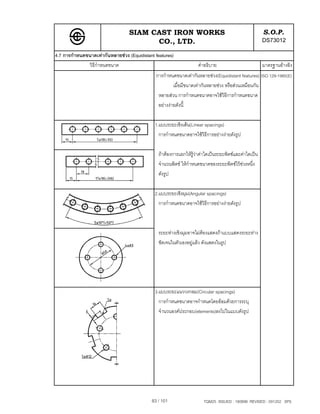
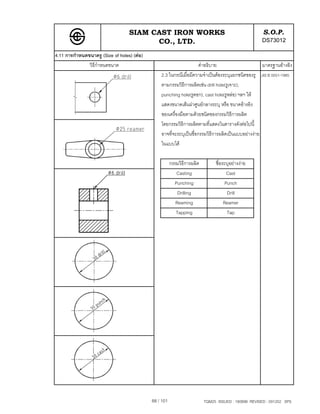
รูปลักษณ คือ รูปลักษณะประจําตัววัตถุ เชน ผิวเรียบ, ผิวทรงกระบอก, ผิวสองผิวที่ขนานกัน ,บา, แนวฟนเกลียว, รอง,
เสนรอบรูป ฯลฯ
feature : An individual characteristic such as a flat surface, a cylindrical surface, two parallel surfaces, a shoulder,
screw thread, a slot,a profile, etc.
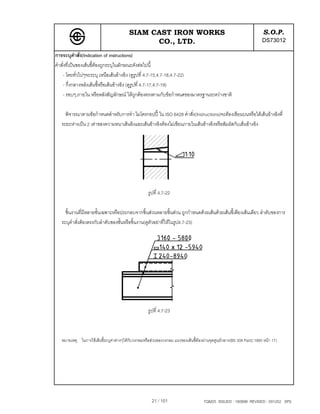
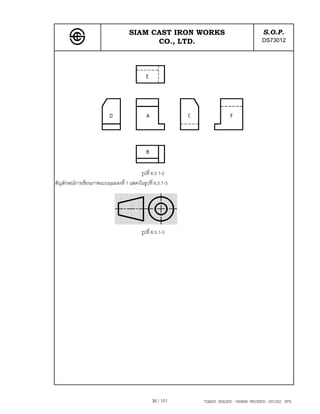
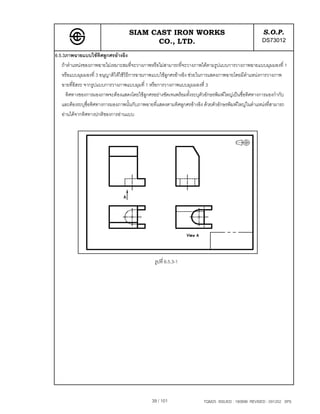
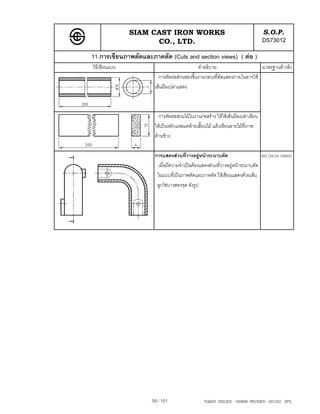
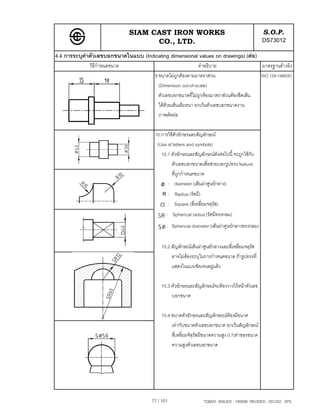
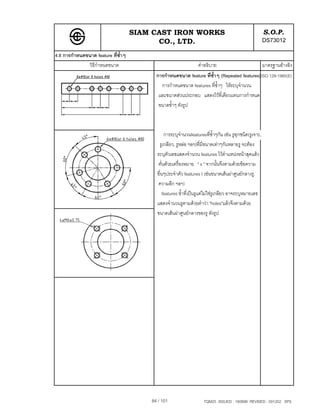
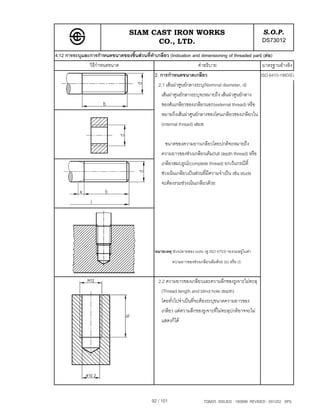
พิกัดความเผื่อ คือจํานวนคาความเบี่ยงเบนรวมสูงสุดที่ยอมใหไดสําหรับคาของ ขนาด,ตําแหนงที่สมพันธกนหรือจากของ profile
ั ั
หรือ ความตองของการออกแบบดานอื่นๆ
tolerance : The total amount of variation permitted for the size of dimension, a positional relationship or
the form of profile or other design requirement.
รูปที่2
พิกัดความเผื่อ(tolerance) = ขนาดโตสุด - ขนาดเล็กสุด (เปนคาระยะเบี่ยงเบนรวมทั้งหมด)
จากรูป tolerance = 15.2-14.9 = 0.3
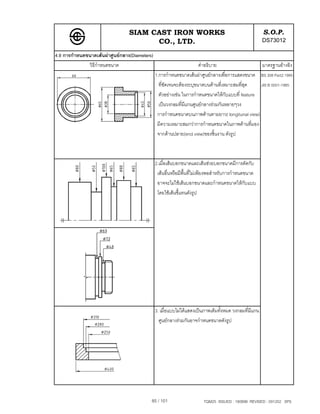
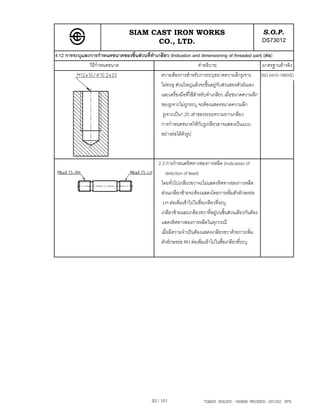
ขนาดจริงเฉพาะที่ คือ ขนาดที่วัดไดจริงระหวางจุด 2 จุดของ feature ของชิ้นงานที่ผลิตออกมา
actual local size. An actual two-point measurement of a dimensioned feature.
ผลิตภัณฑสําเร็จ คือ ชิ้นสวนสําเร็จสําหรับการประกอบหรือใชงานหรือโครงสรางที่ผลิตตามรายละเอียดที่กาหนดใน
ํ
แบบ ผลิตภัณฑสําเร็จตองเปนชิ้นงานที่พรอมใชสําหรับกระบวนการในอนาคต หรือเปนโครงสราง
ที่ตองการสําหรับกระบวนในอนาคต
end product : The complete part ready for assembly or service or a configuration produced from a drawing
specification. An end product may also be a part ready for further processing (for example,
the product of foundry or forge) or configuration needing futher processing
67 / 101 TQM25 ISSUED : 180898 REVISED : 091202 SPS
SIAM CAST IRONWORKS S.O.P.
CO., LTD. DS73012
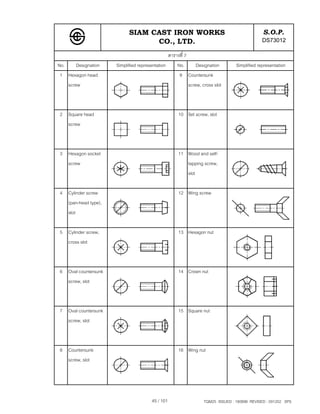
5.คํายอและสัญลักษณมาตรฐาน
สัญลักษณหรือคํายอ คําอธิบายหรือคําเต็ม มาตรฐานอางอิง
AF Across flats BS 8888:2000
ASSY Assembly
CRS Centres
CL Centre line - in a note
Centre line - on a view
CG Center of gravity
CHAM Chamfer, chamfered (in a note)
CH HD Cheese head
CSK Countersunk
CSK HD Countersunk head
CBORE Counterbore
CYL Cylinder or cylindrical
Diameter - preceding a dimension
DIA Diameter - in a note
DRG Drawing
EQUI SP Equally spaced
EXT External
FIG. Figure
HEX Hexagon
HEX HD Hexagon head
HYD Hydraulic
INSUL Insulated or insulation
INT Internal
LH Left hand
LG Long
MATL Material
MC Machine
MAX Maximum
MIN Minimum
NO. Number
PATT NO. Pattern number
PCD Pitch circle diameter
96 / 101 TQM25 ISSUED : 180898 REVISED : 091202 SPS
97.
SIAM CAST IRONWORKS S.O.P.
CO., LTD. DS73012
5.คํายอและสัญลักษณมาตรฐาน (ตอ)
สัญลักษณหรือคํายอ คําอธิบายหรือคําเต็ม มาตรฐานอางอิง
Q'TY Quantity BS 8888:2000
R Radius - preceding a note
RAD Radius - in a note
REQD Required
Rev. Revised
RH Right hand
RD HD Round head
SCR Screw or screwed
SH Sheet
SK Sketch
SPEC Specification
S Spherical diameter (only preceding a dimension)
SR Spherical radius (only preceding a dimension)
SFACE Spotface
SQ Square - in a note
Square - preceding a dimension
STD Standard
(oriented to direction of taper) Taper, on diameter or width
THD Thread
THK Thick
TOL Tolerance
TYP Typical or typically
UCUT Undercut
VOL Volume
WT Weight
97 / 101 TQM25 ISSUED : 180898 REVISED : 091202 SPS