Materi 10 g89 ( boring cycle ) dan contoh aplikasi perlubangan
•
0 likes•2,771 views

Materi 10 g89 ( boring cycle ) dan contoh aplikasi perlubangan

Recommended
More Related Content
What's hot
What's hot (20)
Similar to Materi 10 g89 ( boring cycle ) dan contoh aplikasi perlubangan
Similar to Materi 10 g89 ( boring cycle ) dan contoh aplikasi perlubangan (20)
More from Edi Sutanto
More from Edi Sutanto (20)
Recently uploaded
Recently uploaded (20)
Materi 10 g89 ( boring cycle ) dan contoh aplikasi perlubangan
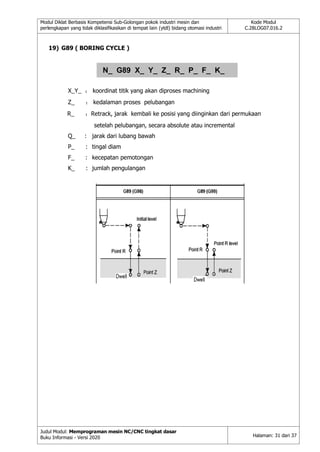
- 1. Modul Diklat Berbasis Kompetensi Sub-Golongan pokok industri mesin dan perlengkapan yang tidak diklasifikasikan di tempat lain (ytdl) bidang otomasi industri Kode Modul C.28LOG07.016.2 Judul Modul: Memprograman mesin NC/CNC tingkat dasar Buku Informasi - Versi 2020 Halaman: 31 dari 37 19) G89 ( BORING CYCLE ) X_Y_ : koordinat titik yang akan diproses machining Z_ : kedalaman proses pelubangan R_ :Retrack, jarak kembali ke posisi yang diinginkan dari permukaan setelah pelubangan, secara absolute atau incremental Q_ : jarak dari lubang bawah P_ : tingal diam F_ : kecepatan pemotongan K_ : jumlah pengulangan N_ G89 X_ Y_ Z_ R_ P_ F_ K_
- 2. Modul Diklat Berbasis Kompetensi Sub-Golongan pokok industri mesin dan perlengkapan yang tidak diklasifikasikan di tempat lain (ytdl) bidang otomasi industri Kode Modul C.28LOG07.016.2 Judul Modul: Memprograman mesin NC/CNC tingkat dasar Buku Informasi - Versi 2020 Halaman: 32 dari 37 14. CONTOH APLIKASI PROGRAM PELUBANGAN :
- 3. Modul Diklat Berbasis Kompetensi Sub-Golongan pokok industri mesin dan perlengkapan yang tidak diklasifikasikan di tempat lain (ytdl) bidang otomasi industri Kode Modul C.28LOG07.016.2 Judul Modul: Memprograman mesin NC/CNC tingkat dasar Buku Informasi - Versi 2020 Halaman: 33 dari 37 N007 G98 Y-750.0; Drill 3# hole after positioning and returning to the origin N008 G99 X1200.0; Drill 4# hole after positioning and return to the origin N009 Y-550.0; Drill 5# hole after positioning and return to Point R N010 G98 Y-350.0; Drill 6# hole after positioning and return to the origin N011 G00 X0 Y0 M05; Return to the reference point and stop the spindle N012 G49 Z250.0 T15 M06; Tool length compensation and tool change N013 G43 Z0 H15; Origin, tool length compensation N014 S20 M03; Spindle starts N015 G99 G82 X550.0 Y-450.0 Z-130.0 R—97.0 P300 F70; Drill 7# hole after positioning and return to Point R N016 G98 Y-650.0; Drill 8# hole after positioning and return to the origin N017 G99 X1050.0; Drill 9# hole after positioning and return to Point R N018 G98 Y-450.0; Drill 10# hole after positioning and return to the origin N019 G00 X0 Y0 M05; Return to the reference point and stop the spindle N020 G49 Z250.0 T31 M06; Cancel tool length compensation and change a tool N021 G43 Z0 H31; Origin, tool length compensation N022 S10 M03; Spindle starts N023 G85 G99 X800.0 Y-350.0 Z-153.0 R-47.0 F50; Drill 11# hole after positioning and return to Point R N024 G91 Y-200.0 L2; Drill 12# and 13# holes after positioning and return to Point R N025 G00 G90 X0 Y0 Z0 M05; Return to the reference point and the spindle stops N026 G49 G91 Z0; Cancel tool length compensation M02: Program stops Note: When the number of repetitions L is programmed in G98/G99, the tool returns from the first drill hole to the origin (G98) or Point R (G99). Program pengerjaan proses pelubangan gambar diatas: N001 G92 X0 Y0 Z0; Set the coordinate system at the reference point N002 G90 G00 Z250.0 T11 M06; Tool change N003 G42 Z0 H11; Origin & tool length compensation N004 S30 M03; Spindle start N005 G99 G81 X400.0 Y-350.0 Z-153.0 R-97.0 F120; Drill 1# hole after positioning N006 Y-550.0; Drill 2# hole after positioning and returning to Point R