
Recommended
More Related Content
Similar to Applicable code and standard.pdf
Similar to Applicable code and standard.pdf (20)
Recently uploaded
Recently uploaded (20)
Applicable code and standard.pdf
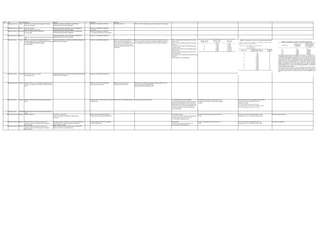
- 1. Sr No Test Test Type Procedure Appendix Acceptance Evaluation 1 Radiography Testing Casting ASTM E94, Standard Guide for Radiographic Examination, shall be used as a guide. MANDATORY APPENDIX I-RADIOGRAPHY EXAMINATION: PROCEDURE AND ACCEPTANCE STANDARDS ASME B16.34- MANDATORY APPENDIX I ASTM E446 VOLUME -II ASME SEC VIII DIV-1-Mandatory Appendix 7-Examination of Steel Castings 2 Magnetic Particle Testing Casting ASTM E709, Standard Guide for Magnetic Particle Testing MANDATORY APPENDIX II-MAGNETIC PARTICLE EXAMINATION: PROCEDURE AND ACCEPTANCE STANDARDS ASME B16.34- MANDATORY APPENDIX II II-2.1 Castings 3 Magnetic Particle Testing Forging/ Plate /Bar ASTM A275, Magnetic Particle Examination of Steel Forgings. MANDATORY APPENDIX II-MAGNETIC PARTICLE EXAMINATION: PROCEDURE AND ACCEPTANCE STANDARDS ASME B16.34- MANDATORY APPENDIX II II-2.2 Forgings and Rolled or Wrought Material 4 Liquid Penetrant TestingCasting ASTM E165 Liquid penetrant procedure shall be in accordance with MANDATORY APPENDIX III-LIQUID PENETRANT EXAMINATION: PROCEDURE AND ACCEPTANCE STANDARDS ASME B16.34- MANDATORY APPENDIX III 5 Ultrasonic Testing Casting ARTICLE 23, SA-609/SA-609M (STANDARD PRACTICE FOR CASTINGS, CARBON,LOW-ALLOY AND MARTENSITIC STAINLESS STEEL,ULTRASONIC EXAMINATION THEREOF SA-609/SA-609M) MANDATORY APPENDIX IV-ULTRASONIC EXAMINATION: PROCEDURE AND ACCEPTANCE STANDARDS ASME B16.34- MANDATORY APPENDIX IV ARTICLE 23, SA-609/SA-609M (NOTE 3—The areas for the ultrasonic quality levels in Table 2 ofPractice A609/A 609M refer to the surface area on the casting over which a continuous indication exceeding the DAC is maintained.) NOTE 1—The areas in the table refer to the surface area on the casting over which a continuous indication exceeding the amplitude reference line or a continuous loss of back reflection of 75 % or greater is maintained. NOTE 2— Areas shall be measured from the center of the search unit. NOTE 3—In certain castings, because of very long test distances or curvature of the test surface, the casting surface area over which a given discontinuity is detected may be considerably larger or smaller than the actual area of the discontinuity in the casting; in such cases a graphic plot that incorporates a consideration of beam spread should be used for realistic evaluation of the discontinuity 6 Ultrasonic Testing Forging/ Plate /Bar ASTM A388 for forgings, bars, plates, and tubular products MANDATORY APPENDIX IV ULTRASONIC EXAMINATION: PROCEDURE AND ACCEPTANCE STANDARDS ASME B16.34- MANDATORY APPENDIX IV 7 Radiography Testing Welding ASME SEC V ARTICLE 2-The radiographic method described in this Article for examination of materials including castings and welds ASME SEC VIII DIV-I -UW-51-Radiographic Examination of Welded Joints ASME SEC VIII DIV-I- UW-52-Spot Examination of Welded Joints ASME SEC VIII DIV-I-Mandatory Appendix 4-Rounded Indications Charts Acceptance Standard for Radiographically Determined Rounded Indications in Welds 8 Ultrasonic Testing Welding ASME SEC V ARTICLE 4-Ultrasonic Examination Methods for Welds ASME SEC VIII DIV-I -UW-53-Ultrasonic Examination of Welded Joints ASME SEC VIII- DIV-I-Mandatory Appendix 12-Ultrasonic Examination of Welds (UT) 12-3 ACCEPTANCE–REJECTION STANDARDS These Standards shall apply unless other standards are specified for specific applications within this Division. Imperfections which produce a response greater than 20% of the reference level shall be investigated to the extent that the operator can determine the shape, identity, and location (a) Indications characterized as cracks, lack of fusion, or incomplete penetration are unacceptable regardless of length. (b) Other imperfections are unacceptable if the indications exceed the reference level amplitude and have lengths which exceed: (1) 1/4 in. (6 mm) for t up to 3/4 in. (19 mm); (2) 1/3t for t from 3/4 in. to 21/4 in. (19 mm to 57 mm); (3) 3/4 in. (19 mm) for t over 21/4 in. (57 mm). 9 Ultrasonic Testing PUMPS/VALVES Mandatory Appendix I Ultrasonic Examination of Pumps and Valves 10 Liquid Penetrant TestingWelding ASME SEC V ARTICLE 6 this Article is in conformance with SE-165, Standard Test Method for Liquid Penetrant Examination ASME SEC VIII DIV-1-Mandatory Appendix 8- Methods for Liquid Penetrant Examination (PT) the size of the indication is the basis for acceptance evaluation. Only indications with major dimensions greater than 1/16 in. (1.5 mm) shall be considered relevant. (b) relevant rounded indications greater than 3/16 in. (5 mm); (c) four or more relevant rounded indications in a line separated by 1/16 in. (1.5 mm) or less (edge to edge). (a) relevant linear indications; 11 Magnetic Particle Testing Welding ASME SEC V ARTICLE 7 (In general, this Article is in conformance with SE-709, Standard Guide for Magnetic Particle Testing.) Mandatory Appendix I-Magnetic Particle Examination Using the AC Yoke Technique on Ferromagnetic Materials Coated With Nonferromagnetic Coatings Mandatory Appendix 6-Methods for Magnetic Particle Examination (MT) Only indications which have any dimension greater than 1/16 in. (1.5 mm) shall be considered relevant. relevant rounded indications greater than 3/16 in. (5 mm); four or more relevant rounded indications in a line separated by 1/16 in. (1.5 mm) or less, edge to edge. relevant linear indications; 12 Magnetic Particle Testing Welding ASME SEC V ARTICLE 7 (In general, this Article is in conformance with SE-709, Standard Guide for Magnetic Particle Testing.) Magnetic Particle Examination Using the Yoke Technique With Fluorescent Particles in an Undarkened Area