Download to read offline




















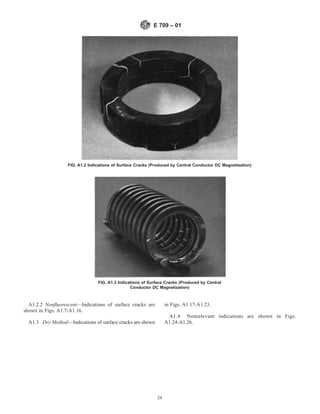








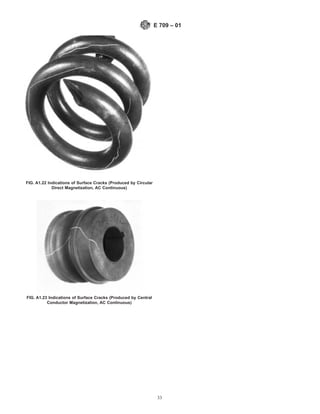


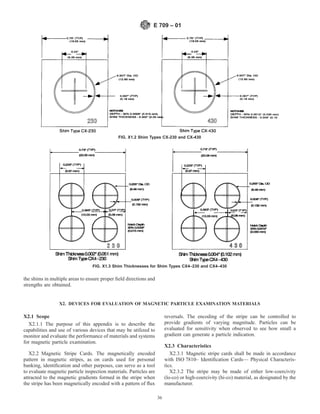



1) This document provides guidelines for magnetic particle examination, a nondestructive testing method for detecting cracks and other discontinuities near the surface of ferromagnetic materials. 2) The magnetic particle method works by magnetizing the material, applying magnetic particles, and observing where particles accumulate at points of magnetic flux leakage caused by discontinuities. 3) The guidelines describe procedures for part preparation, different magnetization techniques, types of magnetic particles, interpretation of indications, and other aspects of the examination process.