
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Quality assurance plan
Similar to Quality assurance plan (20)
Recently uploaded
Recently uploaded (20)
Quality assurance plan
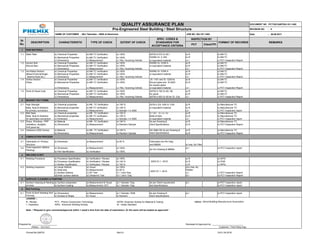
- 1. DOCUMENT NO :PCT/QC/QAP/DQ-101-1402 REVISION NO : 0 Date ; 26.09.2017 1 1.1 Steel Plate a) Chemical Properties a) Mill TC Verification a) 100% ASTM A 572 Gr 50 / a) R a) Mill TC b) Mechanical Properties b) Mill TC Verification b) 100% IS2062 Gr. E 350 b) R b) Mill TC c) Dimensions c) Measurement c) 1No./ Incoming Vehicle or equivalent material c) I c) PCT-Inspection Report 1.2 Anchor Bolt a) Chemical Properties a) Mill TC Verification a) 100% IS2062 Gr. E250 A a) R a) Mill TC (Round Bar) b) Mechanical Properties b) Mill TC Verification b) 100% or equivalent material b) R b) Mill TC c) Dimensions c) Measurement c) 1No./ Incoming Vehicle c) I c) PCT-Inspection Report 1.3 Hot Rolled Section a) Chemical Properties a) Mill TC Verification a) 100% IS2062 Gr. E250 A a) R a) Mill TC (Beam/Channel/Angle b) Mechanical Properties b) Mill TC Verification b) 100% or equivalent material b) R b) Mill TC , Beams,Rods etc.) c) Dimensions c) Measurement c) 1No./ Incoming Vehicle c) I c) PCT-Inspection Report 1.4 Hollow Section a) Chemical Properties a) Mill TC Verification a) 100% IS: 1161 and IS: 1239 for a) R a) Mill TC (Pipe) b) Mechanical Properties b) Mill TC Verification b) 100% Round pipes and IS 4923 b) R b) Mill TC for square pipes. c) Dimensions c) Measurement c) 1No./ Incoming Vehicle or equivalent material c) I c) PCT-Inspection Report 1.5 Purlin & Panel Coils a) Chemical Properties a) Mill TC Verification a) 100% ASTM A 792 Gr.50 / 80 a) R a) Mill TC b) Mechanical Properties b) Mill TC Verification b) 100% for panel b) R b) Mill TC c) Dimensions c) Measurement c) 1No./ Incoming Vehicle ASTM A 653 Gr 50 for GI Coil c) I c) PCT-Inspection Report 2 2.1 High Strength a) Chemical properties a) Mfr. TC Verification a) 100 % ASTM A 325, A563 & F436 a) R a) Manufacturer TC Bolts, Nuts & Washers b) Mechanical properties b) Mfr.TC verification b) 100 % or equivalent material b) R b) Manufacturer TC for primary connection c) Dimension c) Measurement c) Sample-1 in 3000 c) I c) PCT-Inspection report 2.2 Mild Steel a) Chemical properties a) Mfr. TC Verification a) 100 % IS 1367 - Gr.4.6 for a) R a) Manufacturer TC Bolts, Nuts & Washers b) Mechanical properties b) Mfr.TC verification b) 100 % Bolts & Nuts b) R b) Manufacturer TC for secondary connection c) Dimension c) Measurement c) Sample-1 in 3000 or equivalent material c) I c) PCT-Inspection report 2.3 Doors, Windows, FRP a) Material a) Mfr. TC Verification a) 100 % As per Drawing & a) R a) Manufacturer TC ventilators, skylights , b) Dimensions b) Measurement b) Random Sample client Specifications b) R b) PCT-Inspection Report Puff panel etc. 2.4 Fasteners (SDS Screw) a) Material a) Mfr. TC Verification a) 100 % a) R a) Manufacturer TC b) Dimensions b) Measurement b) Random Sample b) R b) PCT-Inspection Report 3 3.1 Fabrication of Primary a) Dimension a) Measurement a) 50 % Fabrication-As Per Dwg. Structure and MBMA 3.2 a) Dimension a) Measurement a) 100% a) I a) PCT-Inspection report b) Part Identification b) Verification b) 100% 4 4.1 Welding Procedure a) Procedure Specification a) Verification / Review a) 100% a) R a) WPS b) Procedure Qualification b) Verification / Review b) 100 % b) R b) PQR c) Welder Qualification c) Verification / Review c) 100 % c) R c) WPQ 4.2 Welding Inspection a) Visual Defects a) Visual a) 100% b) Weld size b) Measurement b) 50 % c) Surface Defects c) DP Test c) 1 Joint /Day c) I c) PCT-Inspection Report d)Under surface defects d) Ultrasonic Test d) 1 Joint / Day d) I d) PCT-Inspection Report 5 5.1 a) Surface preparation a) Measurement & Visual a) 1 Sample / Day As per Client requirement a) I a) PCT-Inspection report b) Surface Coating b) Measurement- DFT b) 1 Sample / Day and Specifications b) PCT-Inspection report 6 6.1 a) Dimensions a) Measurement a) 1 Sample / Shift As per Drawing & a) I a) PCT-Inspection report b) Surface & Shape b) Visual b) Random client Specifications LEGEND :- R - Review PCT - Phenix Construction Technology ASTM- American Society for Material & Testing MBMA- Metal Building Manufactures Association I - Inspection AWS - American Welding Society Note :-“Request to give comments/approval within 1 week’s time from the date of submission. Or the same will be treated as approved”. Prepared by : ____________________ Reviewed & Approved by : _________________________ Phenix - Q.A./Q.C. Customer / Third Party Insp. Format No:QAP/01 Rev:01 Dt:01.04.2016 IS - Indian Standard SURFACE CLEANING & PAINTING Surface Cleaning & Painting process Roll Forming Purlin & Roof Sheeting Roll Forming WELDING & NDT AWS D1.1 -2015 AWS D1.1 -2015 a,b) Insp. By Welder AS 3566 OR As per Drawing & client Specifications FABRICATION PROCESS Final Inspection (Before Painting) As Per Drawing & MBMA a) Insp. By Fitter BOUGHT OUT ITEMS RAW MATERIAL SPEC. CODES & STANDARDS FOR ACCEPTANCE CRITERIA INSPECTION BY FORMAT OF RECORDS REMARKS PCT Client/TPI NAME OF CUSTOMER : M/s Takenaka – NSSI at Neemrana. JOB NO: DQ-101-1402 QUALITY ASSURANCE PLAN Pre-Engineered Steel Building / Steel Structure Sr No. DESCRIPTION CHARACTERISTIC TYPE OF CHECK EXTENT OF CHECK