Downloaded 202 times




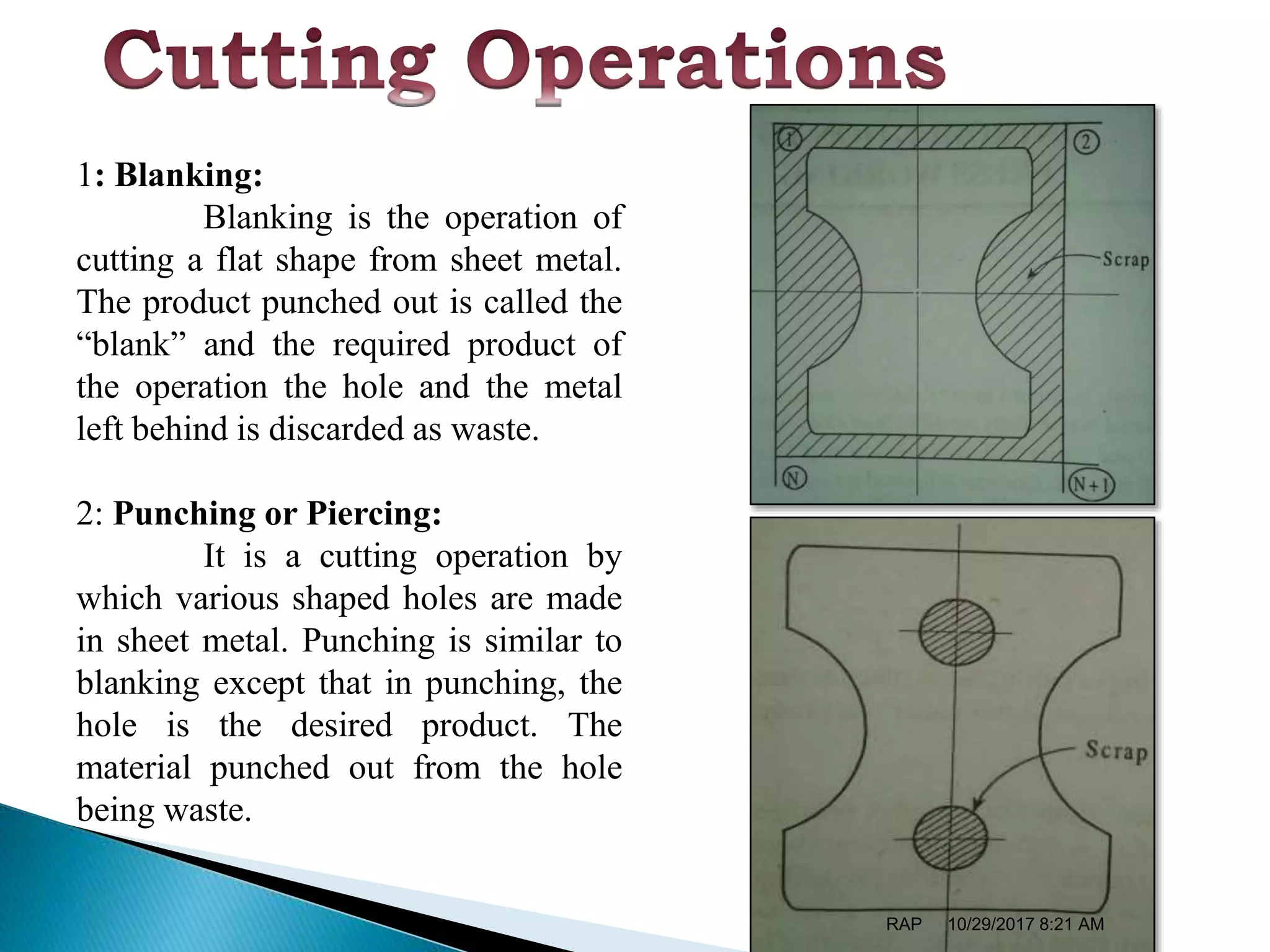











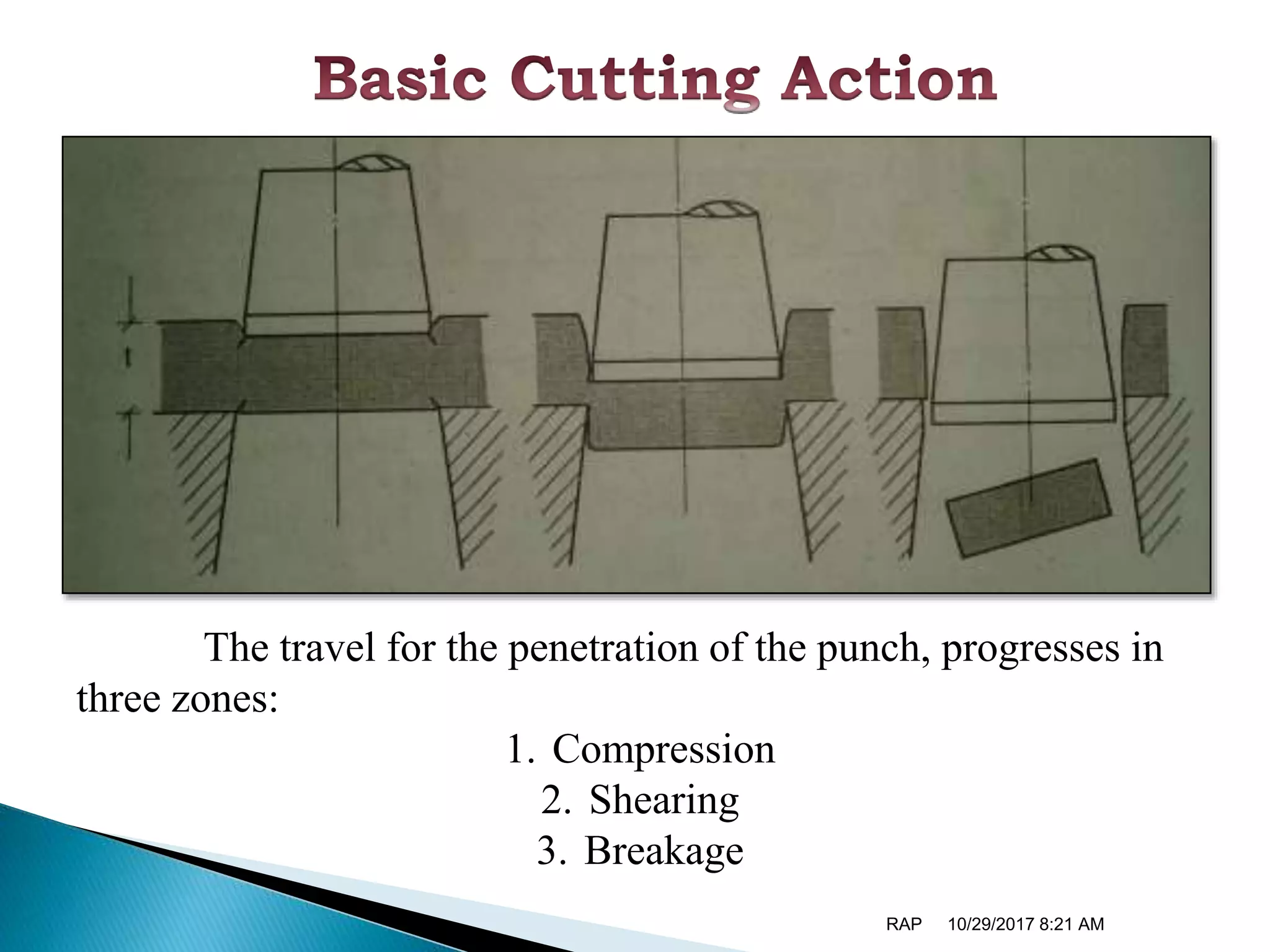








Press working is a manufacturing process that uses presses to form sheet metal components. It involves both cutting and non-cutting operations. Common cutting operations include blanking, punching, trimming, and notching. Common non-cutting operations include bending, drawing, and squeezing. A press machine consists of a bed, bolster plate, die set with lower and upper shoes, punches, and other components. The travel of the punch during penetration progresses through three zones: compression, shearing, and breakage. Clearance is applied between the punch and die depending on whether the operation is punching or blanking. Different types of die sets are used depending on the shape and complexity of the part being formed.