1. Reactor
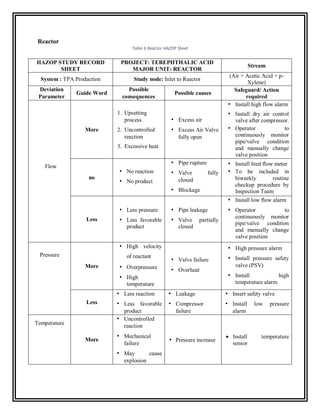
Table 6 Reactor HAZOP Sheet
HAZOP STUDY RECORD
SHEET
PROJECT: TEREPHTHALIC ACID
MAJOR UNIT: REACTOR
Stream
System : TPA Production Study node: Inlet to Reactor
(Air + Acetic Acid + p-
Xylene)
Deviation
Parameter
Guide Word
Possible
consequences
Possible causes
Safeguard/ Action
required
Flow
More
1. Upsetting
process
2. Uncontrolled
reaction
3. Excessive heat
• Excess air
• Excess Air Valve
fully open
• Install high flow alarm
• Install dry air control
valve after compressor.
• Operator to
continuously monitor
pipe/valve condition
and manually change
valve position
no
• No reaction
• No product
• Pipe rupture
• Valve fully
closed
• Blockage
• Install feed flow meter
• To be included in
biweekly routine
checkup procedure by
Inspection Team
Less
• Less pressure
• Less favorable
product
• Pipe leakage
• Valve partially
closed
• Install low flow alarm
• Operator to
continuously monitor
pipe/valve condition
and manually change
valve position
Pressure
More
• High velocity
of reactant
• Overpressure
• High
temperature
• Valve failure
• Overheat
• High pressure alarm
• Install pressure safety
valve (PSV)
• Install high
temperature alarm
Less
• Less reaction
• Less favorable
product
• Leakage
• Compressor
failure
• Insert safety valve
• Install low pressure
alarm
Temperature
More
• Uncontrolled
reaction
• Mechanical
failure
• May cause
explosion
• Pressure increase
Install temperature
sensor
2. Crystallizer
Table 7 Crystallizer HAZOP Sheet
Less
• Less pressure,
less favorable
product.
• Low pressure
• Install temperature
sensor
HAZOP STUDY
RECORD SHEET
PROJECT: TEREPHTHALIC ACID
MAJOR UNIT : CRYSTALLIZER
Stream
System : TPA
Production
Study node: Outlet of Reactor TPA mixture
Guide
Word
Deviation
Possible
Consequences
Possible Causes
Safeguard/Action
required
Flow
More
• Upsetting
process
• Increase
demand for
solvent
• Increase in
temperature
• Uncontrolled
reaction
• Install high flow alarm
• Regular monitoring by Control Team.
No No product
• Pipe rupture,
valve fully
closed, blockage
• No reaction
• To be included in biweekly routine
checkup procedure by Inspection Team
• Regular monitoring by Control Team
• Operator to continuously monitor
pipe/valve condition and manually change
valve position
Less
• Less product
form
• Decrease in
temperature
• Low reaction rate
• Pipe leakage
• Valve partially
closed
• Install low flow alarm
• To be included in biweekly routine
checkup procedure by Inspection Team
• Regular monitoring by Control Team
3. Scrubber
Table 8 Scrubber HAZOP Sheet
Dryer
Table 9 Dryer HAZOP Sheet
Item Guide word Deviation Possible consequences Possible causes
Safeguard/ Action
required
S
C
R
U
B
B
E
R
Pressure
More
Low absorption
rate
Uncontrolled
reaction
Install pressure safety
valve (PSV)
Install high pressure
alarm
Less
Less flow rate to
the absorber
Agitate absorption
process
Take longer time
Low reaction
rate
Pipe leakage
Install low flow alarm
Operator to monitor
pipe/valve condition
Regular monitoring by
Control Team
Temperature
More
Increase in utility
Uncontrolled
process
conditions
Install temperature
sensor
Install auto-control
valve for utility
less
Less pressure
Take longer time
for absorption
process
Low absorption
rate
Install temperature
sensor
Item Guide Word Deviation Possible Consequences Possible Causes Safeguard/ Action required
D
R
Y
E
R
Pressure
More Low drying rate
Uncontrolled air
flowrate
Install pressure safety
valve (PSV)
Install high pressure
alarm
Less
Less flow rate to the
dryer
Improve steam
flowrate to the
process
Take longer time
Low drying rate
Pipe leakage
Install low flow alarm
Operator to monitor
pipe/valve condition
Regular monitoring by
Control Team
More
Increase in utility Uncontrolled
drying process
Install temperature
sensor