Downloaded 1,594 times
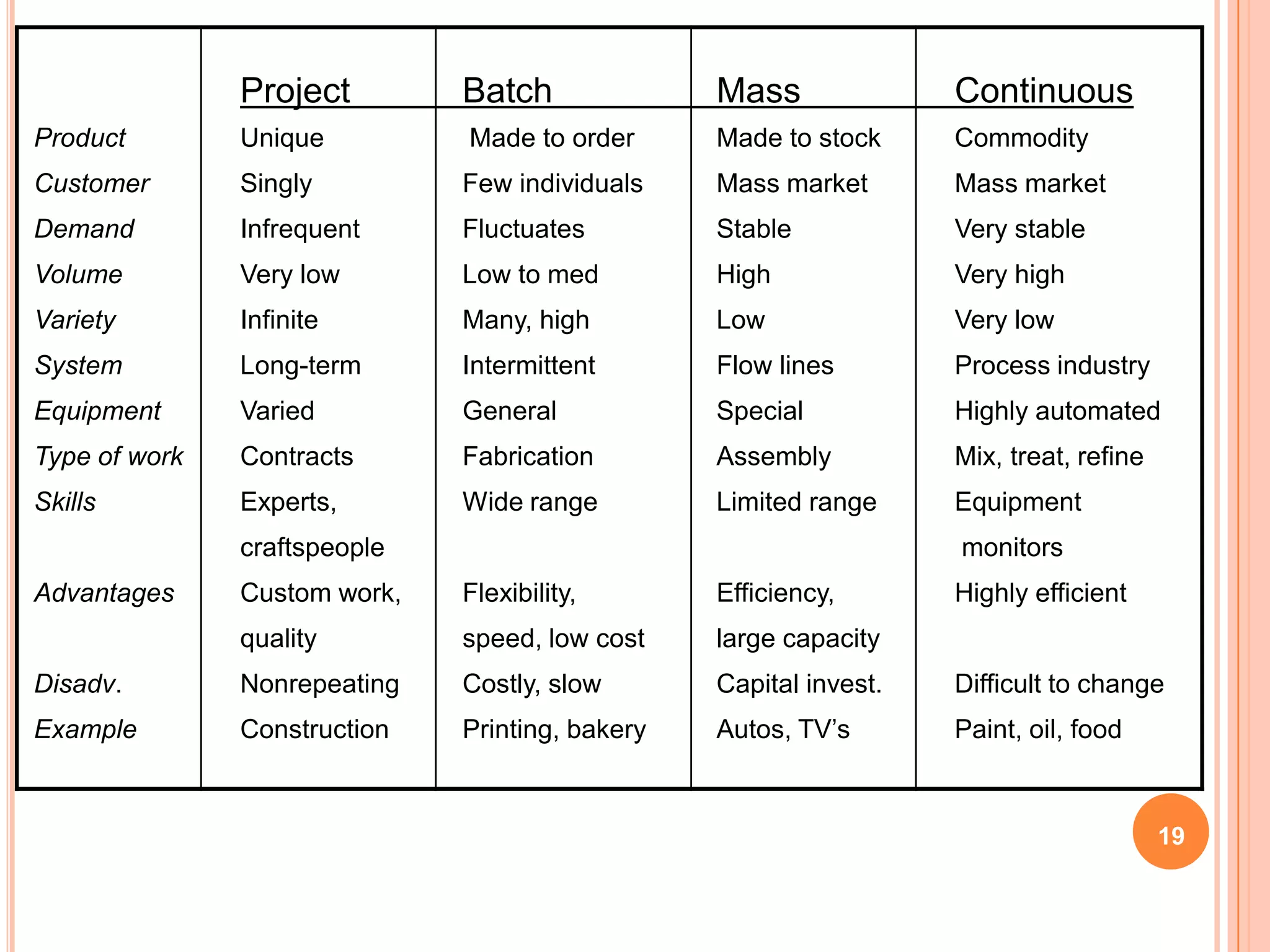
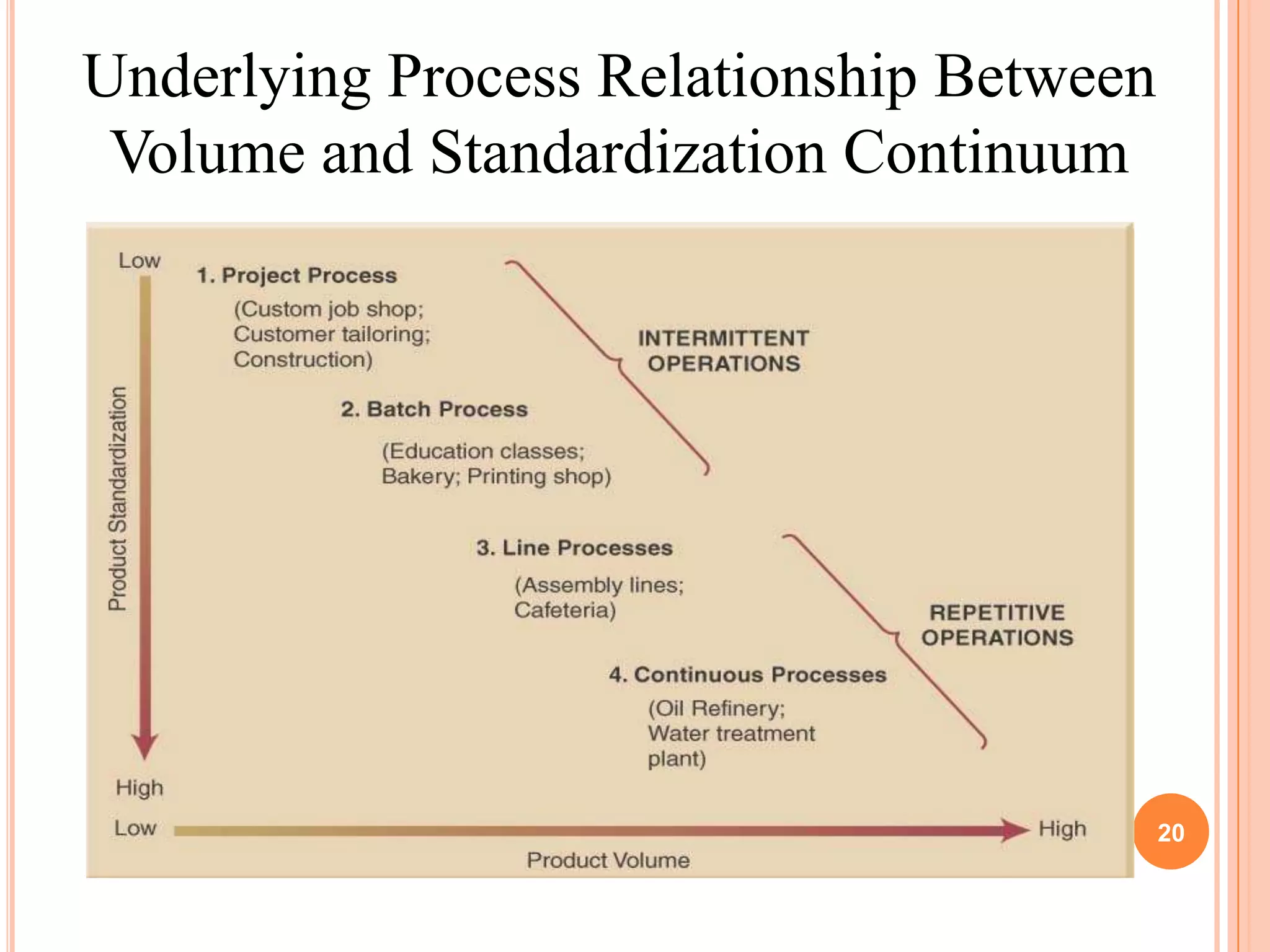
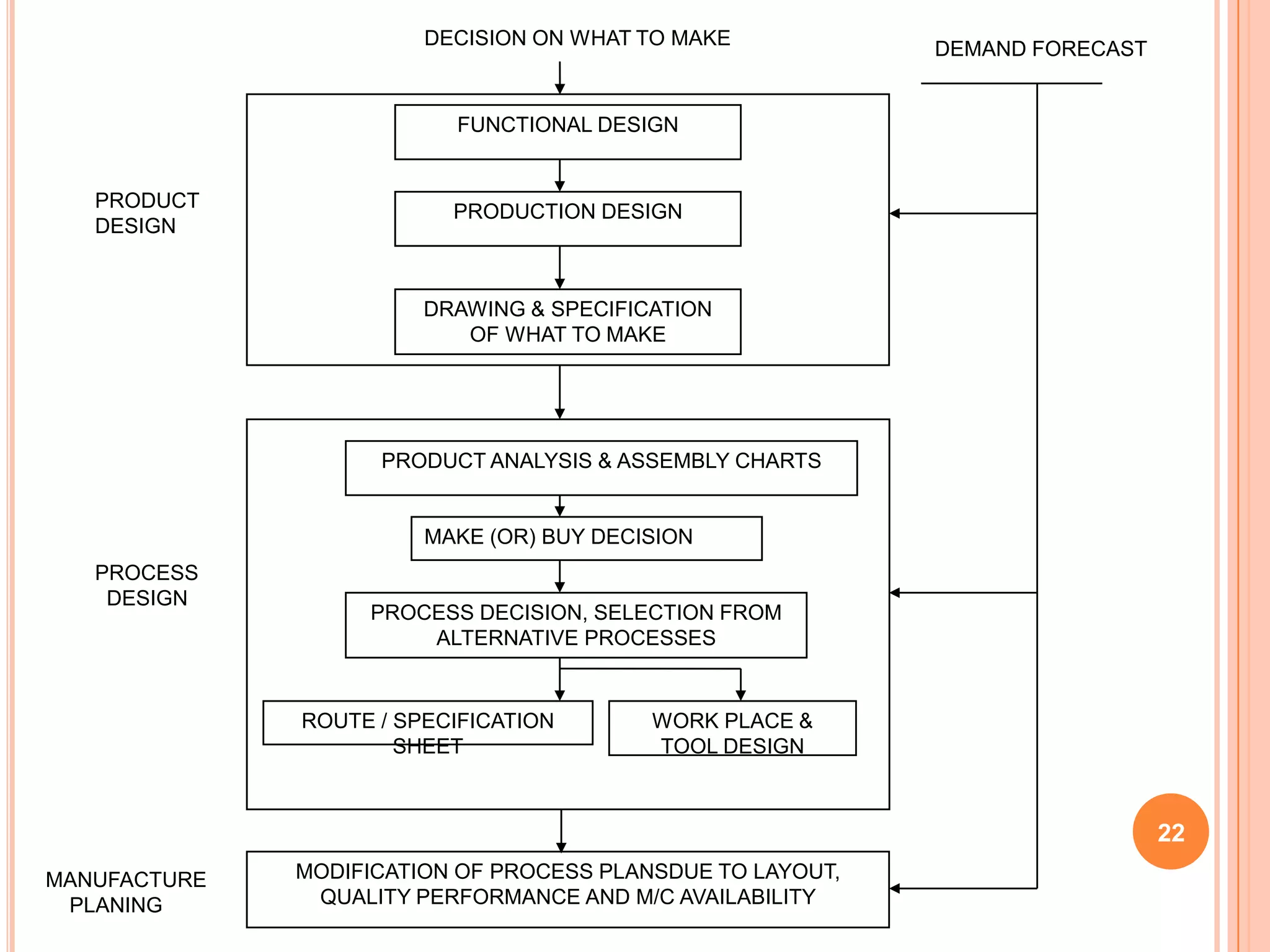
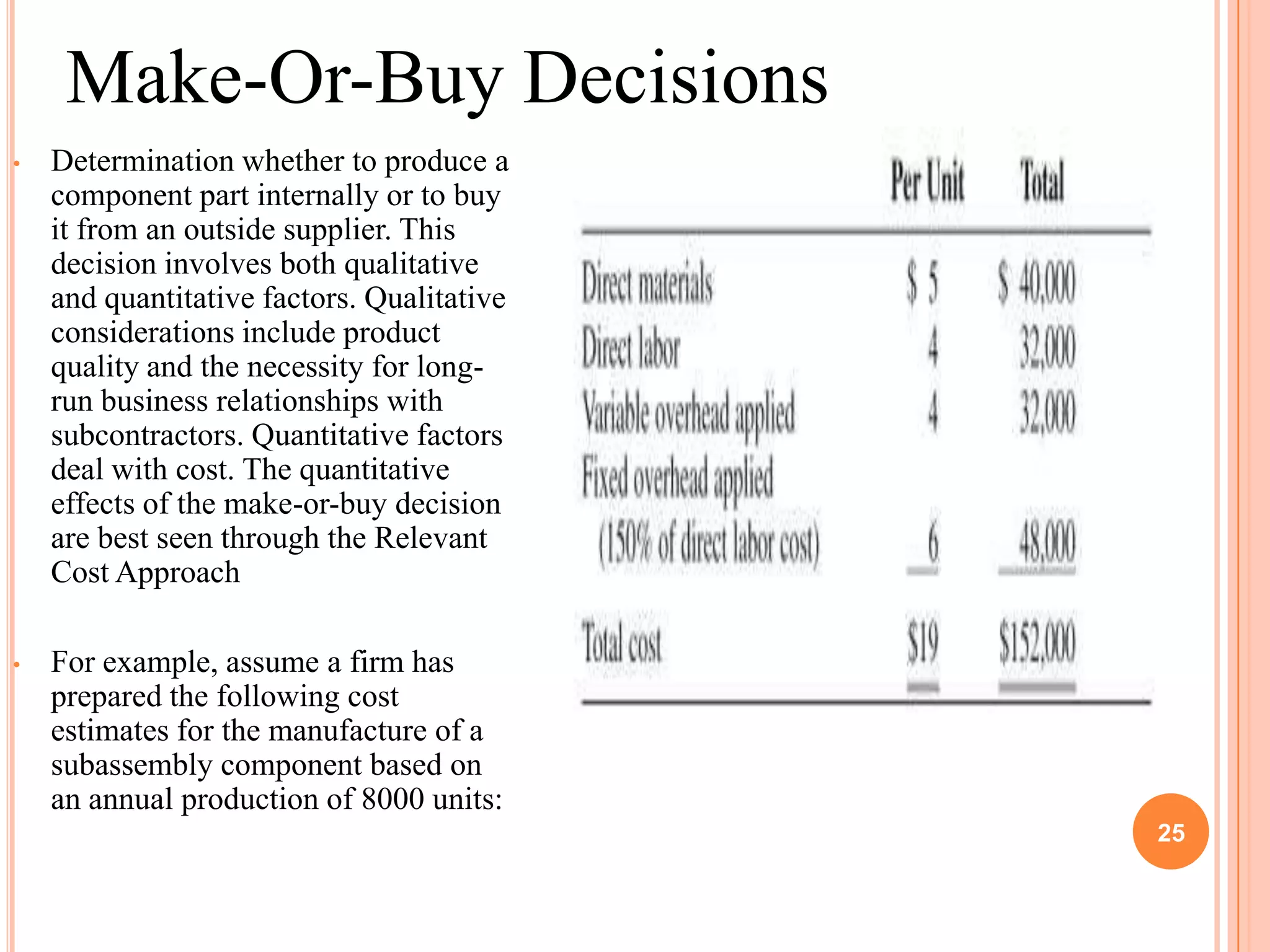
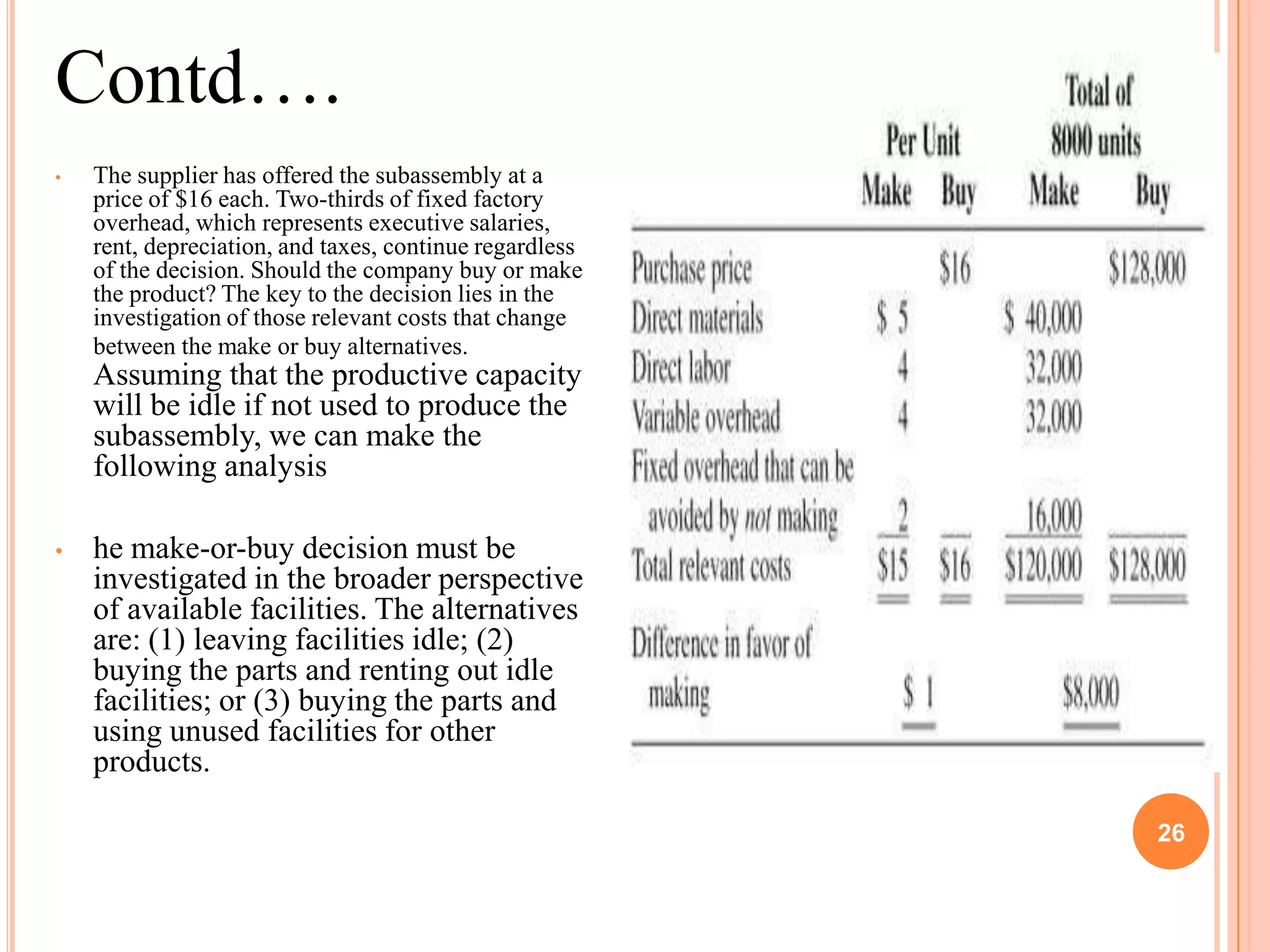
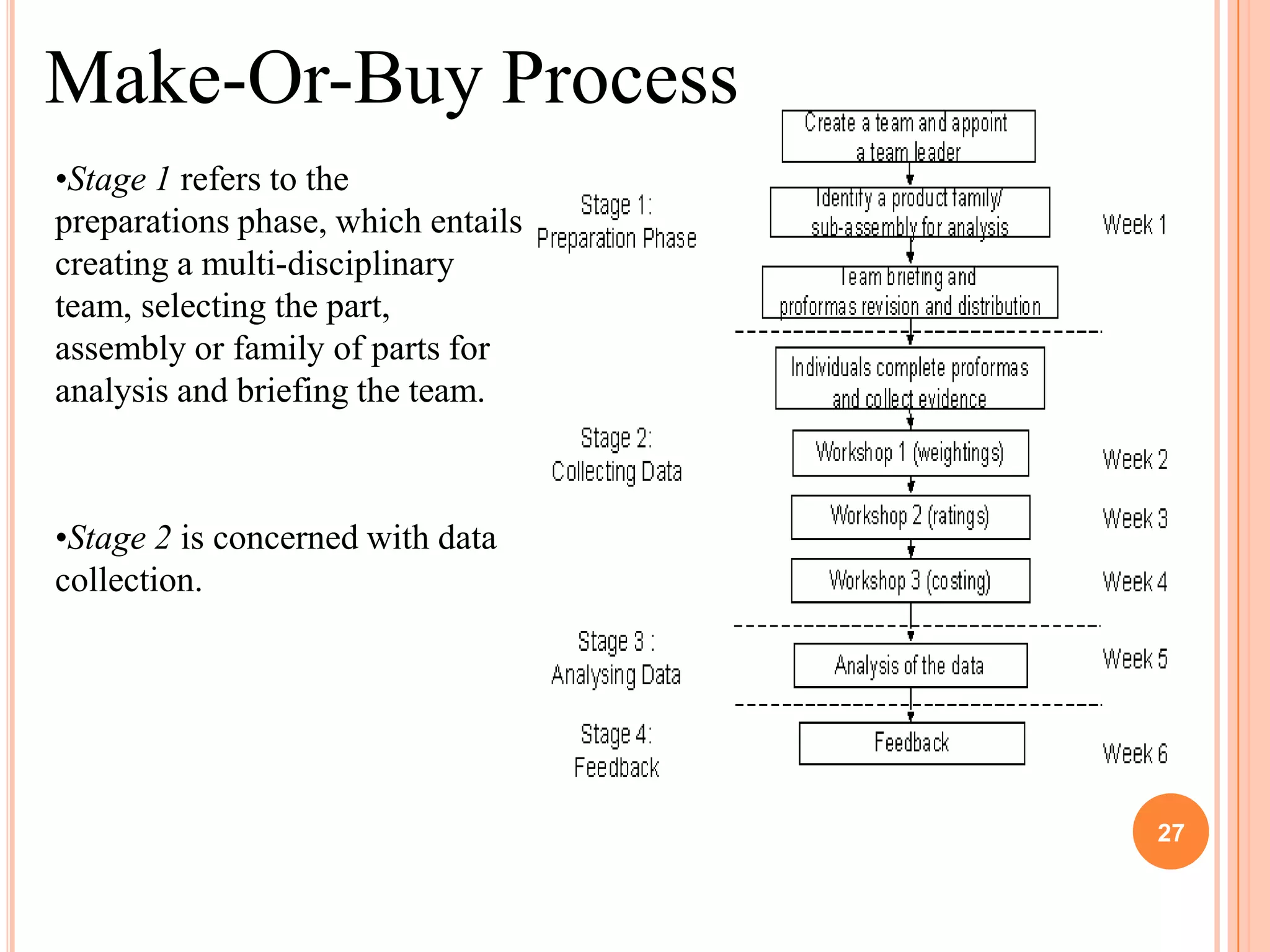
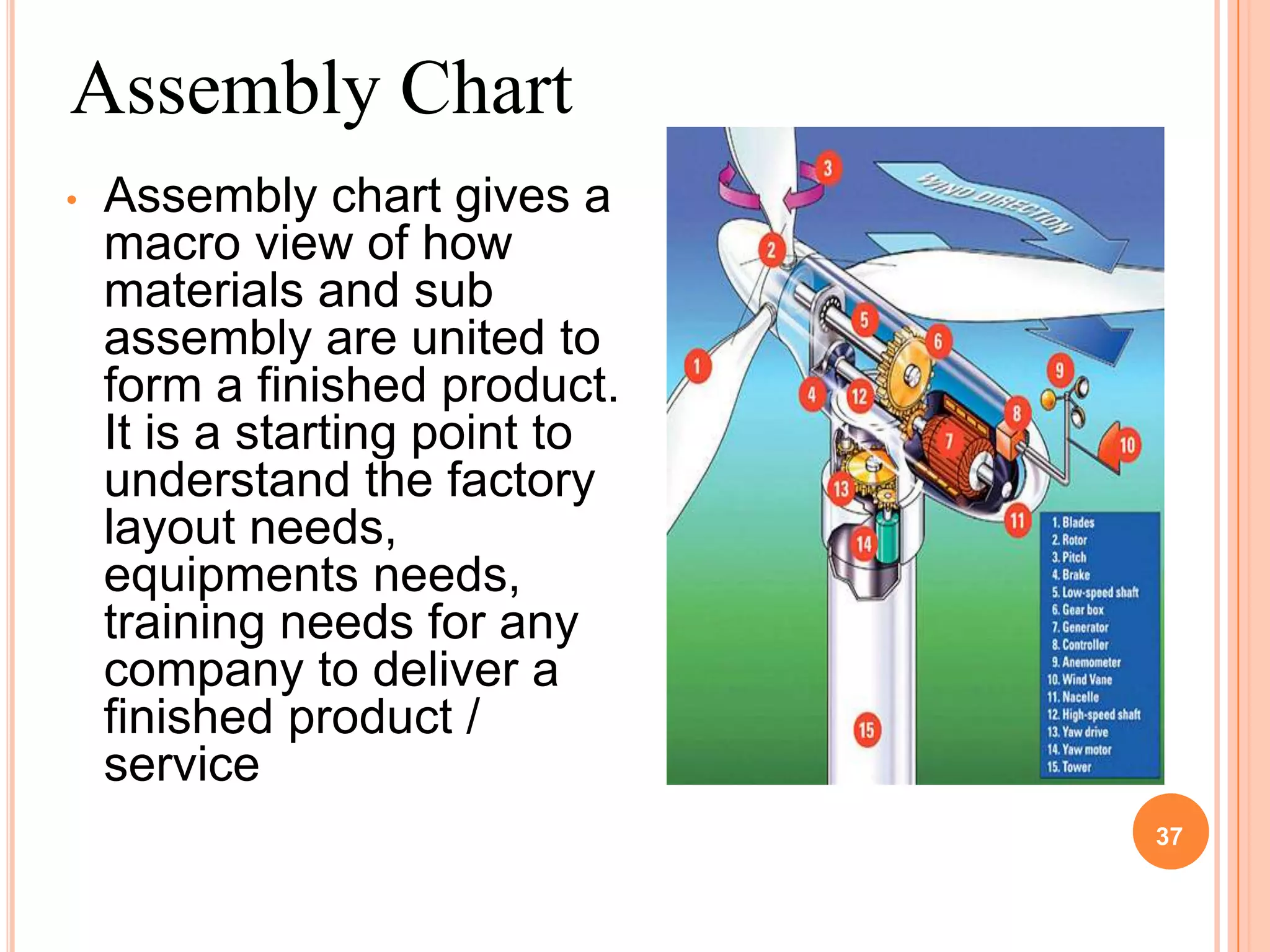
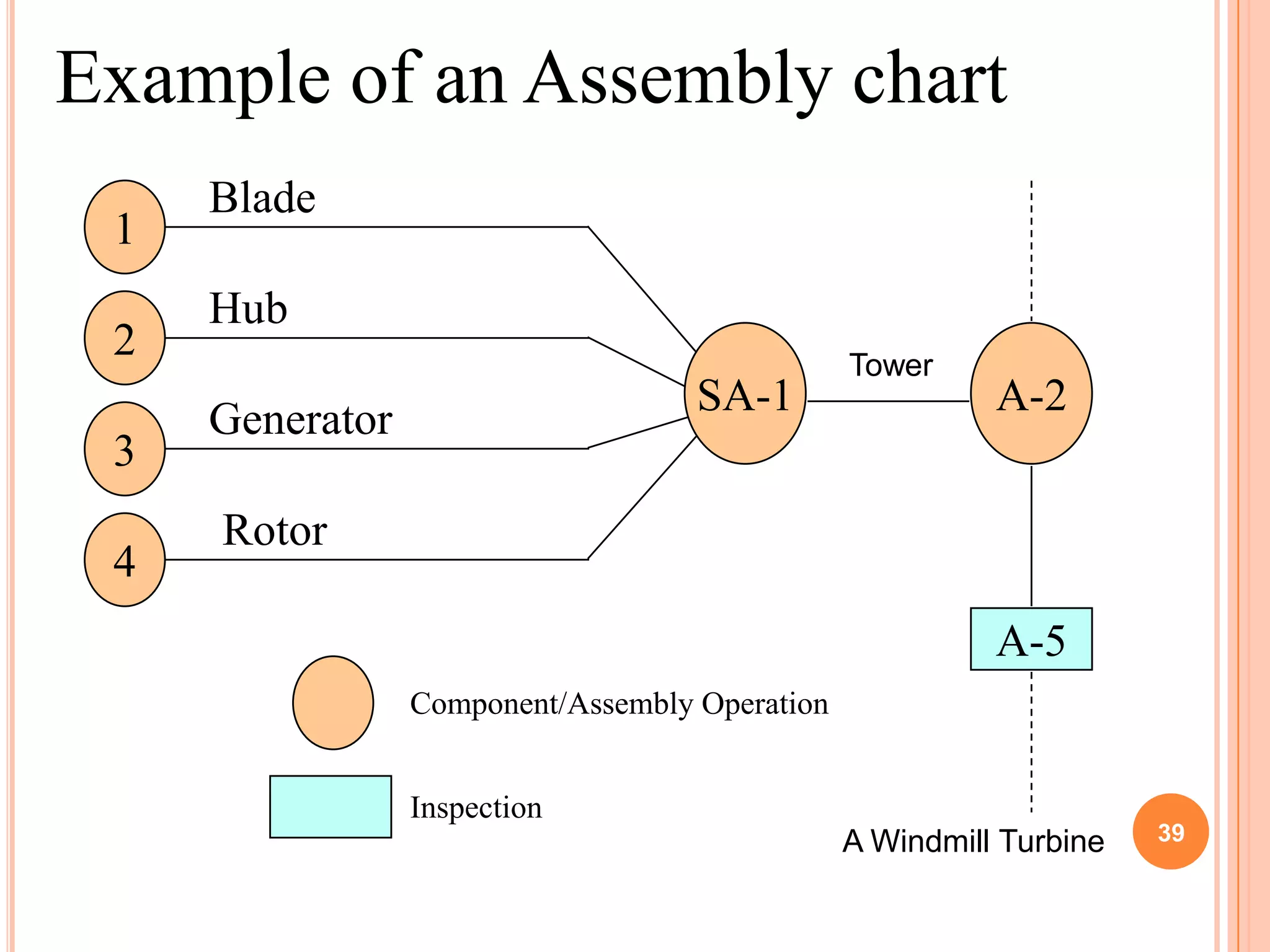
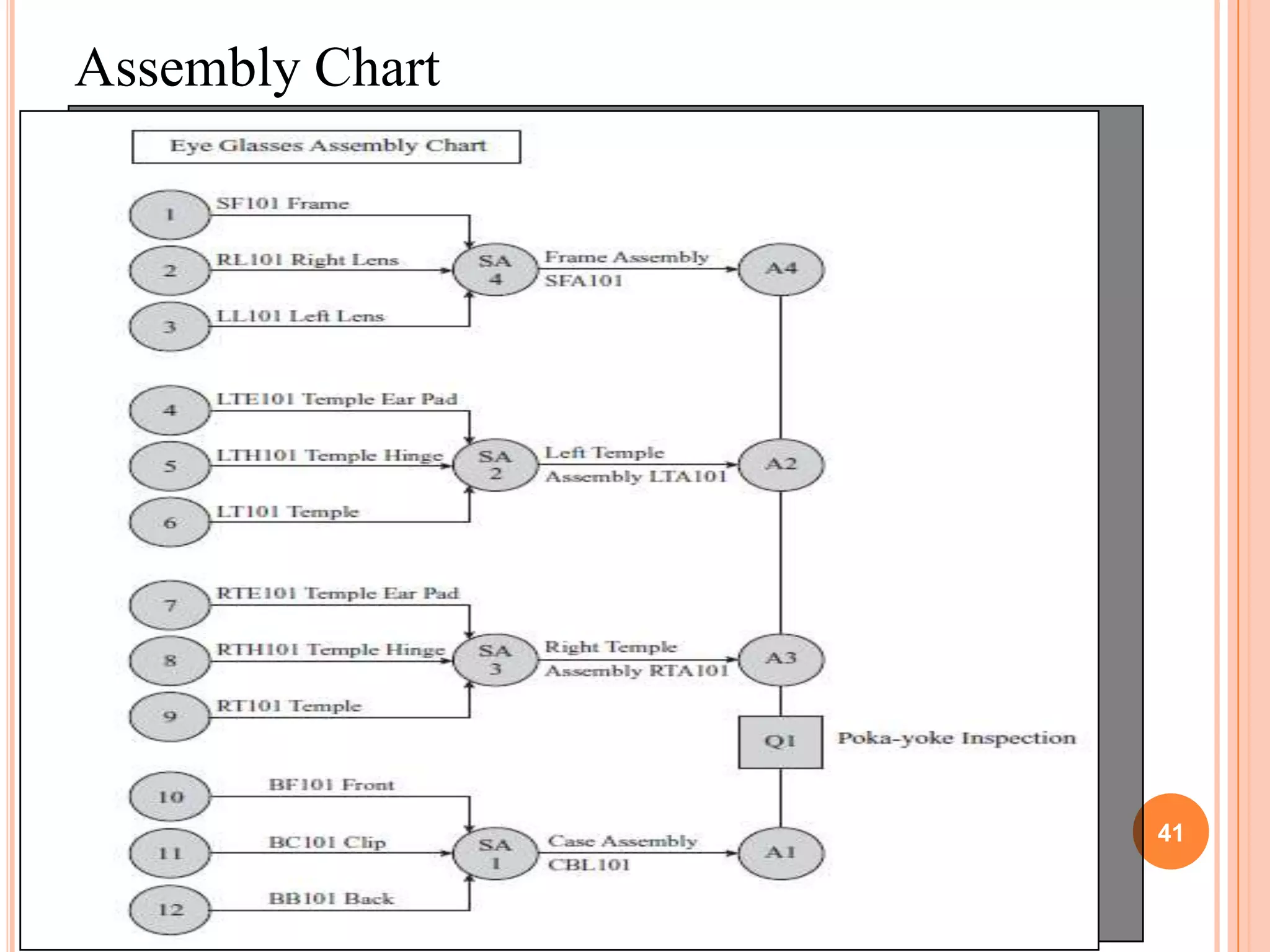

The document provides an overview of process planning. It begins with product selection, which involves strategic decisions about technology, capacity, location, and other factors. Process planning then determines how the product will be manufactured through make-or-buy decisions, process selection, capacity planning, and assembly charts. It discusses different types of processes like projects, batch production, and mass production. Process analysis tools like flow charts and operation process charts are used to improve processes. The document emphasizes that process planning is key to converting product designs into manufacturing instructions.


























































![final no-2 U too brutus persentation[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/finalno-2utoobrutuspersentation1-240223151043-dbc13768-thumbnail.jpg?width=640&height=640&fit=bounds)




























