1. A Reviewof Pressure-Driven
MembraneProcessesi
nWastewater
Treatment andDrinkingWater
Production
BartVan der Bruggen? CarloVandecasteele? TimVanGestel?, Wim DoyenbandRogerLeysenb
a Laboratory for Environmental Technology, Depament of Chemical Engineering, University of Leuven,W. de Croylaan 46,
B-3001 Heverlee, Belgium; bart.vanderbruggen@cit.
kuleuven.ac.be(primary author)
Vlaamse Instellingvoor Technologisch Onderzoek,Flemish InstituteforTechnological Research,Boeretang200, B-2400 MOL, Belgium
Inpressure-driven membraneprocesses(reverseosmosis,
nanofiltration, ultrafiltration,and microfiltration)apressure
exerted on thesolutionat oneside of the membraneserves as a
drivingforce toseparate it intoapermeateand a retentate.The
permeate is usuallypure water, whereas the retentateisa con-
centrated solution that must be disposed o
f or treated by other
methods. Membranes may bepolymeric, organo-mineral,
ceramic,or metallic, andfiltration techniquesdiffer inpore
size,from dense (nopores) toporous membranes.Depending
on thet p of technique,salts, small organicmolecules, macro-
molecules, orparticlescan be retained, and the applied pres-
sure will differ fiispaper reuiewstheprinciplesbehind thedif-
ferent techniques, the types of membranes used, rejection
mechanisms,andprocess modeling.Applicationsofpressure-
driven membraneprocessesare also considered, including
reverse osmosisand nanofiltrationfor the treatment of waste-
waterfrom landfillsand compostingplants, nanofiltrationin
the textile industy, and ultrafiltrationand microfiltrationin
drinking waterproduction and wastewatertreatment.
Last&, thepaper discussesrecent developments,including
techniques toprevent membranefouling by modifcations
affecting surface roughnessor hydrophiEicity/hydrophobicity,
or by cleaning the membranes,and methodsfor treatingor dis-
posing of the retentate.
INTRODUCTION
Present and future regulations concerning groundwa-
ter, surface water, and wastewater quality require, on
one hand, careful monitoring of water quality, and, on
the other hand, development of wastewater treatment
methods. In Flanders (Belgium), industries that dis-
charge large quantities of organic components, nutri-
ents, or toxic compounds are encouraged to treat their
own wastewater. Current investigations are focused on
how these wastestreams can be disconnected from the
public sewage system,so they would be able to discharge
treated water directly in surfacewater. Furthermore,com-
panies using large quantities of groundwater in industrial
processes (textile manufacturers, laundries, breweries,
etc.) are required to examine alternative water sources.
Treatment of process waters or wastewaters to reuse in
production processes is the most promising option to
decrease groundwater consumption.
Classical methods, such as coagulation/flocculation,
biological treatment, and sand filtration may be used,
but “new”techniques may also be required. Pressure-
driven membrane processes (microfiltration, ultrafiltra-
tion, nanofiltration, reverse osmosis) are among the
most promising techniques. These processes can be
used to remove a wide range of components, ranging
from suspended solids (microfiltration) to small organic
compounds and ions (reverse osmosis). But, selecting
the proper process is very important, as it determines
not only water quality, but also the treatment costs. A
thorough understanding of all pressure-driven mem-
brane processes is essential for proper process selection
and implementation.
OVERVIEWOF PRESSURE-DRIVENMEMBRANE PROCESSES
A membrane process can be defined as splitting a
feed stream by a membrane into a retentate (or con-
centrate) and a permeate fraction. Pressure-driven
membrane processes use the pressure difference
between the feed and permeate side as the driving
force to transport the solvent (usually water) through
the membrane. Particles and dissolved components
are (partially) retained based on properties such as
size, shape, and charge. The separation efficiency is
46 April 2003 Environmental Progress (V01.22, No.1)
2. Table 1. Overview o
f pressure-drivenmembrane processes and their characteristics.
__ -
Microfiltration
_ _ (MF)
Permeabilitll<l/h.m2.bar) > 1,000
Pressure (bar)- 0.1 - 2
_
.__ _ __ - ~
Ultrafiltration
(W)
10- 1,000 1.5 - 30 0.05 - -
0.1- 5 3-20 5-5!.%--- _ _ - -
'
Rejection
Monovalent ions
Multivalent ions
Small organic
compounds
Macromolecules
Particles _ _ _ _ ~
Separationmechanism
~ -
Applications
+
Sieving
Clarification;
pretreatment;
removal of
bacteria
-/+
+
I
i
1;
I +
-/+
I
i
j +
! +
I +
I +
+ I + I +
Sieving
Removal of
macromolecules, (multivalent) ions I water;
bacteria, viruses and relatively desalination
,small organics
pT<oTZoE-
- -
Sieving
Char e effects Diffusion-. _ _ ~
~ _ _
-+-+
Removal of Ultrapure
(suspended) particles --- macromolecules
---
salts
macromolecules salts
monovalent multivalent monovalent multivalent
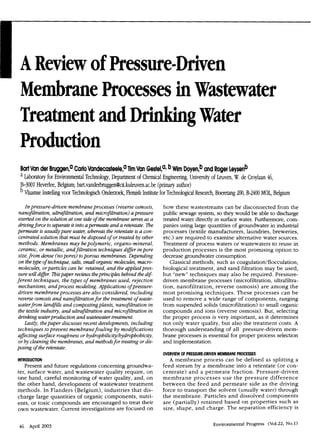
Figure 1. Schematic representation of microfiltration,ultrafiltration, nanofiltration, and reverse osmosis.
expressed by the rejection of a given compound: R =
1 - c / c (with c = permeate concentration and cf =
feed concentration), which ranges from 0 for com-
plete permeation to 1 (100%)for complete rejection.
In industrial full-scale installations, the ratio between
the permeate stream and the feed stream (recovery)
ranges from 50% to 90%, but typically is around 80%.
Pressure-driven membrane processes can be classi-
fied by several criteria: the characteristics of the mem-
brane (pore size), size and charge of the retained parti-
cles or molecules, and pressure exerted on the mem-
brane. This classification distinguishes microfiltration,
ultrafiltration, nanofiltration, and reverse osmosis (See
Figure 1). Characteristicsof all these processes are sum-
P f P
marized in Table 1. Microfiltration (MF) membranes
have the largest pores, ranging from 0.1 pm to 10 pm,
and the highest permeability, so that a sufficient water
flux is obtained at a low pressure. Components larger
than the pore size are removed by a sieving mecha-
nism. The smallest pore sizes correspond to the size of
suspended solids, colloids, and bacteria, which are
retained by a sieving mechanism. Germs and viruses
are not removed. Thus, MF membranes can only be
used as a disinfection barrier if measures are taken
against bacterial regrowth. MF is also an efficient
process to remove particles that may cause problems in
further treatment steps.
Environmental Progress (V01.22, No.1) April 2003 47
3. Ultrafiltration(UF) membranes have smaller pores (2
to 100 nm), and the permeability is considerably lower
than in MF, so higher pressures are needed. Compo-
nents with a size above the pore size are retained. A
typical application for UF is to remove large dissolved
molecules that constitute the largest molecules of natu-
ral organic material (NOM).
In nanofiltration (NF), the pore sizes are smaller than
in UF, typically around 1nm, which corresponds to dis-
solved compounds with a molecular weight of about
300. This makes NF suitable for the removal of relative-
ly small organics, e.g., organic micropollutants and
color from surface water or groundwater, and degrada-
tion products from the effluent of biologically-treated
wastewater. Furthermore, NF membranes also have a
surface charge. Polymeric NF membranes contain ioniz-
able groups, e.g., carboxylic or sulfonic acid groups,
which results in a surface charge in the presence of a
feed solution. The equilibrium between the charged
membrane and the bulk solution is characterized by an
electric potential, the Donnan potential, which retains
ionic species. This mechanism (Donnan exclusion)
allows the removal of ions with a size below the pore
size of the membrane.
Reverse osmosis membranes are dense membranes
without predefined pores. As a result, permeation is
slower and rejection is not a result of sieving, but of a
solution-diffusion mechanism. The low permeability of
reverse osmosis membranes requires high pressures
and, consequently, relatively high energy consumption.
This effect is even more pronounced in the presence of
an osmotic pressure due to high concentrations of dis-
solved components that counteract the effect of the
exerted pressure.
MEMBRANEMPES
Membranes should combine high permeability and
high selectivity with sufficient mechanical stability. Tra-
ditional materials used in pressure-driven membrane
processes are organic polymers [ll. For microfiltration,
the most often used materials are the hydrophobic
polytetrafluoroethylene (PTFE), poly(viny1idene fluo-
ride) (PVDF), polypropylene (PP), polyethylene (PE),
and the hydrophilic materials cellulose esters, polycar-
bonate (PC), polysulfone/poly(ether sulfone)
(PSf/PES), polyimide/poly(ether imide) (PVPEI),
aliphatic polyamide (PA), and polyetheretherketone
(PEEK). Microfiltrationmembranes are prepared by sin-
tering, track-etching, stretching, or phase inversion
techniques.
Ultrafiltration membranes must be prepared by
phase inversion. Materials used are polysulfone/
poly(ether sulfone)/sulfonated polysulfone, poly
(vinylidene fluoride), polyacrylonitrile and related
block-copolymers, cellulosics such as cellulose acetate,
polyimide/poly(ether imide), aliphatic polyamide, and
polyetheretherketone. Polymer blends, e.g., with
polyvinylpyrrolidone (PVP) are commonly used to
increase the hydrophilicity of the membranes. Nanofil-
tration membranes are made of aromatic polyamide,
polysulfone/poly(ether sulfone)/sulfonated polysul-
fone, cellulose acetate, or poly(piperazine amide).
Reverse osmosis membranes can be made of cellulose
triacetate, aromatic polyamide or interfacial polymeriza-
tion of polyamide and poly(ether urea).
Most membrane types are asymmetric, i.e. consisting
of a thin separating layer (0.1 to 1pm) supported by
one or more thicker layers with larger pores. The sup-
porting layers do not contribute to the resistance
against mass transfer; the permeability of the mem-
brane is determined solely by the thin active layer.
These asymmetric membranes were a breakthrough for
industrial application of membrane filtration because
they combine high flux with sufficient mechanical
strength. When the different layers consist of different
polymer materials, the membranes are classified as thin
film composite (TFC) membranes.
Ceramic membranes, which can be used in microfil-
tration and ultrafiltration, have superior chemical, ther-
mal, and mechanical stability compared to polymeric
membranes, and the pore size can be more easily con-
trolled. Sintering and the sol/gel process are the most
common techniques to prepare ceramic microfiltration
membranes. Sintering is limited to pore sizes around
0.1 pm, practically all UF membranes are prepared with
the sol-gel technique.
The base materials for the preparation of ceramic
membranes are alumina (A120 ), titania (TiOz), silica
(Si02), and zirconia (Zr02). 2eramic nanofiltration
membranes can also be produced, but, to date, the
pore size of most of these membranes is still relatively
high. The molecular weight cut-off-the molecular
weight of a component retained for 90%-is usually
above 500 [2-51. MWC values of 200 and below were
recently reported for A1203/Ti02 membranes [61.
These membranes were obtained by a careful prepa-
ration of each sublayer. The macroporous substrate
consisted of a-Al203; the intermediate layers were pre-
pared from Ti02, a-Al20 , y-AlZO or mixtures or
meric Ti02 layer. Figure 2 shows a field emission scan-
ning electron microscopy (FESEM) image [61of a ceramic
NF membrane with an anatase top layer, a Ti02 (anatase)
interlayer, and an a-Al20g sublayer, where a distinct dif-
ference between the respective layers can be seen.
Reproducibility of ceramic NF membranes preparation on
a large scale needs to be optimized, but it is expected
that ceramic NF membranes will have important applica-
tions in the purification of aggressive mixtures (strong
acids or bases) and organic solvents, and separations at
high water temperatures.
Organo-mineral membranes are intermediate between
polymeric and ceramic membranes. Organo-mineral UF
membranes, e.g., Zirfon@membranes 171, composed of a
polymeric matrix (mostly polysulfone) in which zirconia
grains are finely dispersed as a filler material, were first
developed in the 1990s.The grain diameter of the zirco-
nia particles is ca. 1pm, and the weight ratio zirconia/
polysulfone ranges from 80/20 to 93/7. The structure of a
classical polysulfone membrane and a Zirfon membrane
are compared in Figure 3, which gives FESEM images of
the top layer and cross-section of both membranes. The
organo-mineral membranes have a considerably higher
water flux than traditional polymeric membranes, which
these components. The top ?ayer is a sine textured poly-
48 April 2003 Environmental Progress 6'01.22, No.1)
4. + top layer (anatase)
+ colloidal interlayers (anatasel
+ main support (a-Al203>
Figure 2. Field emission scanning electron microscopy cross-section (x 50,000) of a multilayer
Ti02 NF membrane [61.
can be seen from the sponge-like structure and the high-
er number of pores of the Zirfon membrane. The rejec-
tions, on the other hand, are comparable. The Zirfon
membranes have a pore size of 2 to 10nm. A remarkable
detail is that the Zirfon membranes are flexible, in spite
of the high content of inorganic material in its structure.
Metallic membranes have been introduced during
the last few years for application in microfiltration.
They are obtained by sintering metal powders or stain-
less steel filaments with a diameter between 1.5and 80
pm [81.These membranes are resistant to high tempera-
tures and corrosive environments, and are expected to
have longer lifetimes than the traditional polymeric or
ceramic membranes because of their robustness. The
porosity is low for sintered membranes (below 40%)
but relatively high in the case of fibers (up to 80%) so a
high permeability can be obtained. However, metallic
membranes can be expensive compared to polymeric or
ceramic membranes.
REJECTIONMECHANSMSAND MODELING
Microfiltration and ultrafiltration membranes have a
porous structure that retains components by a sieving
mechanism. Separationdepends on the pore size of the
membrane and the size of the components to be
retained. In microfiltration, the pore size of the mem-
brane is indicated by the manufacturers and serves as a
reference for the size of the retained particles. For ultra-
filtration, the molecular weight cut-off (MWC) concept
is often used. Rejection increases with molecular
weight, and the rejection curves (rejection as a function
of molecular weight) have a typical S-shape. Compo-
nents larger than the MWC are retained for more than
90%. The MWC is only a rough indication of the mem-
brane’s characteristics,but allows comparison between
different UF membrane types.
The water flux in MF and UF is proportional with the
applied pressure (Darcy’s law). The water flux in UF is,
at equal pressures, much lower than in MF. Hagen-
Poiseuille’slaw can be used for membranes with capil-
lary pores:
Thus, the fluxJdepends on water characteristics(the
viscosity q), on the applied pressure (AP), and on
membrane properties (the pore size r, the surface
porosity E, defined as the fractional pore area at the
membrane surface, the tortuosity Z
,defined as the ratio
of the length of the pores compared to cylindrical
pores perpendicular to the membrane surface, and the
membrane thickness A
x
)
. The differencesin the various
processes (MF to RO) are thus reflected by differences
in membrane properties, such as pore size and surface
porosity, and by the applied pressure. The inverse pro-
portionality with viscosity reflects the temperature
dependency of the water flux. Because water viscosity
decreases with increasing temperature, the water flux
through the membrane increases with increasing tem-
perature.
For nodular membranes (consisting of spherical par-
ticles, such as those obtained by sintering) Kozeny-Car-
man’slaw can be used:
KqS2(1-&)z x?
J =
S is the internal pore surface;K is a constant depending
on the shape of the pores and on the tortuosity.
In nanofiltration, transport through the membrane
occurs by a combination of convection and diffusion.
Electrostatic interactions between the charged mem-
brane surface and charged molecules also play a role.
At low pressures, the water flux is low, and the flux of
Environmental Progress (V01.22, No.1) April 2003 49
5. Figure3.Top: Field emission scannin electron microscopy (FESEM) image of the top layer of a typical polysulfone
polysulfone UF membrane (left), and the top layer of a Zirfon membrane (right).
UF membrane (left), and of a Zirfon% membrane (right). Bottom: FESEM image of the cross-section of a typical
solute molecules permeating by convection is corre-
spondingly small. At high pressures, the water flux and
the convective flux of dissolved components are both
high. Diffusion, on the other hand, results in a constant
permeation of dissolved components, independent of
pressure. For this reason, rejection increases with pres-
sure [91.A number of models were suggested for organ-
ic (non-charged) [lo1 and for charged compounds [ll,
121.An example is given for Na2S04 in Figure 4. How-
ever, it remains difficult to estimate ion mixture rejec-
tion with simple methods. Furthermore, the size of the
ion may also play a role in the rejection [131.
Modeling of water flux in NF is analogous to MF and
UF, that is, by using Darcy's law in an appropriate form.
For the filtration of concentrated solutions (often with
high salt concentrations), the osmotic pressure has to be
taken into account. Small organic molecules and ions are
(partially) retained and cause osmotic pressure An, which
can be calculated with the Van't Hoff equation or the
Pitzer model [141.
Transport through reverse osmosis membranes
occurs by a solution-diffusion mechanism. The flux of a
component j can be written as:J . = B.Ac. The rejection
1 1'
of component j can, thus, be calculated as:
Na~S04
loo J .10 eq r n T
10 15 20 25 30
0 5
Flux (lo6m d)
Figure4. Modeling of ion transport by using the Nernst-
Planck equation for the CA30 NF membrane for Na2S04
solutions (full line: calculations; symbols: experimental).
From this equation, it can be seen that the rejection
approaches 1 at high pressures. Thus, the maximal rejec-
tion at a theoretical infiiite pressure (0)is always 1.
APPLICATIONS
Lp(AP-An)
L,(AP-An)+B'
R =
(3) Treatment of LandfillLeachate andWastewater from a
CompostingPlant with RO and NF
Leachates from municipal waste landfills contain a
complex mixture of organic and inorganic pollutants in
high concentrations [151.Treatment is extremely difficult
50 April 2003 Environmental Progress (V01.22, No.1)
6. Leachate
Pretreatment Retentate 2
Figure5. Typical purification scheme for the treatment of landfill leachates.
with classical technologies, due to the complex and
variable composition, and the high concentrations to be
removed. Even combining biological treatment (aerobic
or anaerobic) with activated carbon adsorption or
ozonization was not sufficient 1161.The efficiency of a
classical treatment depends largely on the composition,
and on the age of the landfill 1171.
Reverse osmosis and nanofiltration are considered the
best techniques for treating landfill leachates. Reverse
osmosis membranes remove the organic fraction
(COD/BOD) as well as the inorganic fraction. Permeate
can be recycled as a process water or discharged. The
retentate is usually further evaporated to obtain a solid
waste, which can be recycled to the landfill. A typical
treatment scheme 1
1
8
1is given in Figure 5. Pretreatment
may be limited to simple filtration 1181,or use can be
made of biological treatment 1191,biological treatment
combined with coagulatiodflocculation [201or microfil-
tration/ultrafiltration [211.These installations are used in
many landfill sites.
Treatment results of landfill leachate in a two-stage
reverse osmosis systemwith biological pretreatment [181
obtained in an industrial leachate treatment plant in
Mechernich,Germany, are given in Table 2. Comparing
these results with local standards for direct discharge also
listed in this table shows that the plant meets all require-
ments. In the Mechernich plant, tubular membranes were
used for the first reverse osmosis stage to minimize mem-
brane fouling. In the second stage, traditional spiral
wound membraneswere used.
This treatment scheme can be improved by replacing
the reverse osmosis unit in the first stage by a nanofil-
tration unit 1161.The rejection of dissolved components
(inorganic and organic) by NF is lower than by RO, but
was sufficientwhen nanofiltration is combined with RO
in the second membrane unit. The energy consumption
in nanofiltration, which operates typically at 10 bar, is
much lower than in reverse osmosis, which operates at
40 to 80 bar. This decreases the operating cost of the
plant.
A further complication in treating landfill leachates is
the variation of leachate composition in different types
of landfills.Trebouet, et al. showed [171that initial com-
position of leachates between conventional landfills, a
landfill for biodegradable material, and a landfill for
industrialwaste (mainly ashes), is significantlydifferent
but that reverse osmosis permeates always had a good
quality.
Wastewater from composting plants can be treated in
a similar way as leachates from landfills, although the
composition is significantly different. Based on the
results of the above study, it can be assumed that a sim-
ilar process scheme can be used. This is confirmed by
experiments where microfiltration is combined with
reverse osmosis. Good results at laboratory-scale were
obtained for the rejection of inorganics and COD/BOD
(See Table 3).
Recycling of Wastewater i
nthe TextileIndustry
by Nanoffltfation
The textile industry is traditionally a large water con-
sumer. Large quantities of (ground) water are used as
process water and have to be discharged after use. This
causes problems on two levels: the discharge of heavily
contaminated wastewater, usually in surface water, and
the decrease of the groundwater level in areas where
many textile companies are located.
Membrane filtration can be applied after a conven-
tional purification (e.g., activated sludge - settling -
sand filtration) to remove color and non-biodegradable
organic compounds, heavy metals, nutrients, etc.,
before discharge or reuse of the water [221. Ultrafiltra-
tion only partly removes color [231-small organic dyes
are not removed-and the UF permeate is therefore not
suitable for reuse. On the other hand, ultrafiltration is a
good technique to produce a permeate that meets all
wastewater standards.
The most important criteria for reuse of process water
in the textile industry are the hardness, the salt concentra-
tion, and the total absence of color [241.These criteria can
be reached by nanofiltration of the biological treatment
effluent.The quality o
f the NF permeate is comparable to
groundwater in hardness (-40 mg/LCa or looF), concen-
tration oforganic compounds and turbidity.Table 4 gives
the compositionof the permeate obtainedwith three typ-
ical NF membranes, and the composition of the feed
water used. The permeates with NF70 was colorless.
Small fractions of UV-absorbingcompounds were left in
the permeate obtained with UTC-20 and NTR 7450,
which are membranes with larger pores. The permeate
Environmental Progress (V01.22, No.1) April 2003 51
7. Table 2. Treatment of a landfill leachate (Mechernich,Germany) by a two-stage RO with biological pretreatment [191
and comparison with local standards for direct discharge.
-
- - -_ _ - -
___-_______-___ __
__ __ - .
_
-
Parameter I Leachate 1 Biological ~ RO I Local
I
1
Permeability(l/hm2 bar) I
-..
_
_-
Flux decline (%) I
Table 4. End-of-pipe treatment of textile wastewater with three NF membranes (NF-70, NTR 7450, UTC-20;
pressure 10 bar).
quality is strongly dependent on the membrane type.
For total decoloring, a membrane with small pores
(NF70) is needed to remove the smallest compounds as
well, but fluxes may be low due to the osmotic pres-
sure (high rejections also for monovalent ions). Alterna-
tively, a multi-stage configuration can be chosen with,
for example, UTC-20 or NTR 7450.
Depending on the type of the modules used, up to
80-90% of the process water can be recycled, depend-
ing on the composition of the wastewater (e.g., salt
concentration). Lower water recoveries can be chosen
to obtain a more robust process. Large values might
cause problems with membrane fouling, so that more
frequent membrane cleaning is necessary. Hollow fiber
modules and spiral wound modules are more suscepti-
ble to fouling than, for example, tubular membranes.
The latter module type can be used to operate at rela-
tively high recoveries.
An interestingoption for water recycling in the textile
industry is the direct nanofiltration of dye baths [251.By
applying direct nanofiltration,the organic material can be
retained more easily because the components are not
52 April 2003 Environmental Progress (Vol.22, No.1)
8. Figures6aandb. Membrane fouling measured as an increase in trans-membrane pressure [TMPas a function of
time (a) without FeC13 addition; daily membrane cleaning (b) with FeC13 addition].
decomposed in the biologicaltreatment and are thus larg-
er, so that rejections are higher. On the other hand, the
concentration is higher, and problems with membrane
fouling are expected to be more severe.
Applicationof UF andMF i
nDrinkingWater Treatment
During the past decade a tremendous amount of effort
has been devoted to applicationof pressure-driven mem-
brane processes in the drinking water industry. Newer
applications often make use of NF or RO [26-291.This
usually implies that the purification process relies almost
entirely on membrane technology. On the other hand,
UF and MF may be used in combinationwith traditional
treatment steps, or as a partial replacement of traditional
methods. UF allows efficientremoval of suspended parti-
cles and colloids, turbidity, algae, bacteria, parasites and
viruses for clarificationand dismfection purposes. Nowa-
days, conventionalwater treatment includes coagulation,
flocculation,sedimentation and/or flotation,and sand fil-
tration. These treatmentsteps can be replaced by one sin-
gle UF step [301,or by a combination of coagulation and
UF/MF [31,321 or powdered activated carbon treatment
and UF/MF [331.
The UF serves as an alternativepretreatmentto further
treatment steps, such as softening,removal of micropol-
lutants (pesticides), and nitrate removal. The quality of
the UF permeate is at least comparable to the quality of
the water from the conventional treatment, and usually
better. Suspendedsolids,turbidity, bacteria are complete-
ly removed, and Fe and Al are partially removed (-80%>,
while DOC and UV-absorbance,and ion concentrations
are unchanged. However, membrane fouling problems
may arise during the operation. Even with a prefiltration
over 300 pm microsieves, effects of membrane fouling
were experimentallyobserved for water with a TOC of 10
mg/l. For a constant permeate yield, an increase of the
transmembranepressure (TMP) as a function of time was
observed,as can be seen in Figure 6a. A daily membrane
cleaning with NaOCl during one hour resulted in a com-
plete restoration of the membrane characteristics
(absence of fouling). Because chlorine tolerance of most
membranes is limited, the frequent cleaningwould result
in a short lifetime of about 1,000days, if the manufactur-
er’sguideline for the maximal chlorine tolerance is fol-
lowed. A possible solution to the fouling problem is the
use of FeC13 as a coagulansbefore the UF step, as shown
in Figure 6b.
The ultrafiltrationstep is usually performed in “semi-
dead-end” mode. This approach basically consists of
alternate filtrationcycles with raw water, and back-wash
cycleswith permeate for membrane rinsing.
Microfiltration is a possible alternative for ultrafiltra-
tion as a pretreatment step in drinking water produc-
tion 1341. With microfiltration, colloidal particles,
microorganisms and other particulate material are
removed as well, but the removal is limited to particles
larger than ca. 0.2 pm. Macromolecules are retained by
UF membranes but not by MF membranes. Therefore,
the present tendency is more towards ultrafiltration1351.
REDUCTIONOF MEMBRANEFOULING
Fouling is a problem for many applications of pres-
sure-drivenmembrane processes. This is especially true
in wastewater treatment, where the concentration of
components that cause fouling is much higher than in
the filtrationof ground or surface water.
Fouling in RO and NF is mainly caused by adsorp-
tion of organic material on the membrane surface
and/or pore blocking, and by scaling due to the precip-
itation of such materials as CaC03 and CaS04 [ll. Bio-
fouling may occur when the pretreatment system is not
sufficient 1361.A possible solution is chlorine dosing
before the membrane step. However, since most mem-
branes are sensitive for high chlorine concentrations,
an additional dosage of chlorine savenger (NaHS03)
should be used. In micro- and ultrafiltration, biofouling
is a frequent problem, because fouling is also related to
deposition of suspended solids and colloids.
Strategies to minimize the effect of fouling can be
divided into two groups: avoidance and remediation.
Remediation is usually done by chemical cleaningat reg-
ular times. This is necessary for all membrane processes
in nearly all applications. However, large differences in
the cleaning frequency can be found, ranging from daily
to yearly, depending on the concentrationo
f foulants and
the pretreatment. A large number of cleaning agents are
commerciallyavailable. The choice of optimal product
depends on feed characteristics.Acid cleaning is suitable
Environmental Progress (V01.22, No.1) April 2003 53
9. for the removal of precipitated salts, such as CaC03,
whereas alkaline cleaning is used to remove adsorbed
organics. Nearly all cleaning products contain detergents.
Another remediation technique often used in micro-
and ultrafiltration is backwashing or backpulsing. A
short pulse of water or air from the permeate side to
the feed side efficiently removes all foulants blocking
the membrane pores. This principle is often applied in
dead-end or semi-dead-end filtration [301. Backwash-
ing/backpulsing cannot be applied in NF or RO where
thin-film composite (TFC) membranes are used,
because backwash fluxes that can be obtained at nor-
mal pressures are too low to remove precipitates. Larg-
er pressures cannot be applied in view of the limited
mechanical stability of the membranes.
It’s possible to avoid fouling by using an adequate
pretreatment, such as coagulatiodprecipitation, or slow
sand filtration. Recently, attempts have been made to
modify membrane surfaces to make them less suscepti-
ble to fouling. The surface roughness was found to play
a major role with membranes with a rough surface
being more prone to fouling than membranes with a
smoother surface [37, 381. However, modification of
surface roughness is complicated, and requires further
research. An interesting possibility in this field is plasma
treatment of a polymeric membrane [391.Hydrophilicity
also plays a role. Hydrophobic membranes are clearly
more susceptible to membrane fouling than hydrophilic
membranes. Surface modifications can be done by UV-
irradiation, which gives the membrane a more
hydrophilic character. Good results have been obtained
with this technique for NF and RO [40,411.
Finally, charge interactions are also important in
fouling. Charged components tend to cause fouling
because of electrostatic attractions between charged
components and the membrane. Examples are dyes
(NF) and colloids (UF). The development of mem-
branes with lower charge or a charge opposite to that
of the foulant, would solve this specific problem.
TREATMENTOF CONCENTRATESTREAMS
In pressure-driven membrane processes, when oper-
ated in cross-flow mode, a concentrated stream is pro-
duced with a volume of 10-20% of the original feed
stream. Concentrations are five to ten times higher than
in the feed stream, yielding a smaller, but more concen-
trated wastewater stream. Further treatment of the con-
centrate depends largely on the composition of the
feed. In the drinking water industry, the components to
be removed are usually non-toxic (hardness, suspend-
ed solids) or present in low concentrations (micropollu-
tants). The concentrate is a relatively non-hazardous
stream, but the volumes are usually high. Discharge to
the sewage system is not always technically possible,
and it is costly because of treatment costs and addition-
al taxes.
Methods for disposal of the concentrate 142, 431
include discharge into saline water bodies (desalina-
tion) or surface water, when no toxic compounds are
present; discharge into surface water after UF treat-
ment; the use of concentrate streams for irrigation in
arid areas; and deep well injection when a favorable
injection zone is present. The latter technique is expen-
sive and has a significant influence on the cost of the
produced water.
Concentrate streams containing a large organic frac-
tion may be evaporated and incinerated with energy
recovery. This option is feasible when the concentrate
consists of something like organic oligomers. When the
concentrate contains biodegradable compounds, a bio-
logical treatment or ozone treatment may be a solution.
The latter technique is technically feasible for relatively
small concentrate streams. Another technique that has
been studied recently is electro-oxidation [441, where
recalcitrant organic compounds can be efficiently
removed by anodic oxidation. High removal efficien-
cies can be obtained, depending on the anode material
and the electrolysis system used.
Treatment of concentrate streams in other applications
is very specific.One such example is recycling of concen-
trate streams from landfill leachates treatment to the land-
fill.Another is using membrane filtration to purify tanning
baths in the production of leather [451. The permeate is
reused as a process water, while the concentrate stream,
which contains mainly chromium, can be used for the
preparation of new tanning baths. Membrane treatment
in the tanning industry results in a closed cycle, apart
from a small drain.
CONCLUSION
Pressure-driven membrane processes are powerful
techniques that allow separation of a wide range of
components from an aqueous matrix. In most cases,
more than one component is removed at the same
time. This advantage leads to a large number of appli-
cations in various fields. Most applications so far are in
drinking water production and make use of polymeric
membranes. However, it can be expected that the num-
ber of additional applications will increase rapidly.
Even difficult separations, such as the purification of
landfill leachates or textile wastewaters, now have a
proven feasibility. The environmental fate of concen-
trate streams and the reduction of membrane fouling
are the most important aspects requiring further study.
Furthermore, the use of membrane materials other than
polymers is expected to become more common in the
future for specialty applications.
ACKNOWLEDGMENT
Vlaanderen for financial support.
Bart Van der Bruggen wishes to thank the FWO-
LITERATURECITED
1. Mulder,M., Basic Princtples of Membrane Technol-
om,2nd Edition, Kluwer Academic, Dordrecht, The
Netherlands, 1996.
2. Siewert,C., H. Richter,A. P
i
o
r
r
a
,andG. Tomand,
“Development of Ceramic Nanofiltration Mem-
branes,” IndustrialCeramics,20, 1,p 31,2000.
3. Tsuru, T., D. Hironaka, T. Yoshioka, and
M. Asaeda, “Titania Membranes for Liquid Phase
Separation: Effect of Surface Charge on Flux,”
Separ.Pun3 Technol.,25, 1-3, p 307, 2001.
54 April 2003 Environmental Progress (V01.22, No.1)
10. 4. Tsuru, T., T. Sudoh, T. Yoshioka, and M. Asaeda,
“Nanofiltration in Non-Aqueous Solutions by
Porous Silica-Zirconia Membranes,”J. Membr. Sci.,
185,2, p 253, 2001.
5. Voigt, I., M. Stahn, S. Wohner, A. Junghans,J.
Rost, and W. Voigt, “IntegratedCleaning of Col-
ored Waste Water by Ceramic NF Membranes,”
Separ.Pun3 Technol.,25, 1-3,p 509, 2001.
6. Van Gestel, T., C. Vandecasteele, A. Bueken-
houdt, C. Dotremont, J. Luyten, R. Leysen, B.
Van der Bruggen, and G. Maes, “Alumina and
Titania Multilayer Membranes for Nanofiltration:
Preparation, Characterization, and Chemical Stabili-
ty,”J.Membr.Sci., 207, pp 73-89, 2002.
7. Doyen, W., W. Addamens, B. Molenberghs, and
R Leysen,“A Comparison between Polysulfone, Zir-
conia and Organo-Mineral Membranes for Use in
Ultrafiltration,”
J.Membr.Sci., 113,247, 1996.
8. Neyens, E
.
, I. Schildermans, andJ. Baeyens,
“Innovative Microfiltration Using Sintered Metal
Membranes.” Proceedings, Engineering with Mem-
branes,Granada, Spain, 2, 74, 2001.
9. Spiegler, K.S. and 0.Kedem, “Thermodynamics of
Hyperfiltration (Reverse Osmosis): Criteria for Effi-
cient Membranes,” Desalination, 1,311,1966.
10. Van der Bruggen, B., J. Schaep, D. Wilms, and
C. Vandecasteele, “Influenceof Molecular Size,
Polarity and Charge on the Retention of Organic
Molecules by Nanofiltration,J. Membr. Sci., 156,29,
1999.
11. Bowen, W.R., A.W. Mohammad, and N.Hilal,
“Characterization of Nanofiltration Membranes for
Predictive Purposes-Use of Salts, Uncharged
Solutes, and Atomic Force Microscopy,”J. Membr.
Sci., 126,91, 1997.
12. Bowen, W.R. andA.W. Mohammad,“Diafiltration
by Nanofiltration: Prediction and Optimization,”
AIChEJournal, 448, p 1799,AIChE, August 1998.
13. Schaep,J., B. Van der Bruggen, C. Vandecas-
teele, and D. Wilms, “Influence of Ion Size and
Charge in Nanofiltration,” Separ. Puny Technol.,
14,p 155,1998.
14. Pitzer, K.S., “Thermodynamicsof Electrolytes I:
Theoretical Basis and General Equations,”J. Phys.
Chem.,77, p 268, 1973.
15. Bilstad, T. and M.V. Madland, “Leachate Mini-
mization by Reverse Osmosis,” WaterSci. Technol.,
25, 3, p 117,1992.
16. Peters, T.A., “Purification of Landfill Leachate with
Reverse Osmosis and Nanofiltration,” Desalination,
119,p 289, 1998.
17. Trebouet, D., J.P. Schlumpf, P. Jaouen, J.P.
Maleriat, and F. Quemeneur,“Effect of Operat-
ing Conditions on the Nanofiltration of Landfill
Leachates: Pilot-Scale Studies,” Environm. Technol.,
20, p 587, 1999.
18. Linde, K., AS. Jonsson, and R. Wimmerstedt,
“Treatment of Three Types of Landfill Leachate with
Reverse Osmosis,”Desalination, 101,1,p 21, 1995.
19. Baumgarten, G. and C.F. Seyfried, “Experiences
and New Developments in Biological Pre-treatment
and Physical Post-treatment of Landfill Leachate,”
WaterSci.Technol.,34,7-8,p 445, 1996.
20. Amokrane, A., C. Comel, andJ. Veron, “Landfill
Leachates Pretreatment by Coagulation-Floccula-
tion, WaterRes.31, 11,p 2775, 1997.
21. Bohdziewicz, J., M. Bodzek, and J. Gorska,
“Application of Pressure-Driven Membrane Tech-
niques to Biological Treatment of Landfill
Leachate,” ProcessBiochemkty, 36, p 641, 2001.
22. Sojka-Ledakowicz, J., T. Koprowski, W. Mach-
nowski, and H
.
H
.Knudsen, “MembraneFiltra-
tion of Textile Dyehouse Waste Water for Techno-
logical Water Reuse,”Desalination, 199,1,1998.
23. Kyaw, N
.
N
.
, Y
.
S
. Yuan, W. Dongliang, and W.K.
Teo, “Decolorization of Textile Effluents Using
Ultrafiltration Hollow Fiber Membranes,” Proceed-
ingsEngineering with Membranes, Granada, Spain,
231, 2001.
24. Van der Bruggen, B., B. Daems, D. Wilms, and
C. Vandecasteele, “Mechanisms of Retention and
Flux Decline for the Nanofiltration of Dye Baths
from the Textile Industry,”Separ. Puny Technol.,
25. Van der Bruggen, B., I. De Vreese, and C. Van-
decasteele, “Water Reclamation in the Textile
Industry: Nanofiltration of Dye Baths for Wool Dye-
ing,”Ind. Eng. Chem.Res., 40, 18,p 3973, 2001.
26. Van der Bruggen, B. and C. Vandecasteele,
“Removal of Pollutants from Surface Water and
Groundwater by Nanofiltration: Overview of Possi-
ble Applications in the Drinking Water Industry,”
Environmental Pollution, 122,3, pp 435-445,2003.
27. Khalik, A. and V.S. Praptowidodo, “Nanofiltration
for Drinking Water Production from Deep Well
Water,”Desalination, 132,1-3,pp 315-321, 2000.
28. Pervov, A.G., E.V. Dudkin, O.A. Sidorenko,V.V.
Antipov, S.A. Khakhanov, and R.I. Makarov,
“ROand NF Membrane Systems for Drinking Water
Production and their Maintenance Techniques,”
Desalination, 132,1-3,pp 315-321,2000.
29. Ericsson, B. and G. Tragardh, “Treatment of Sur-
face Water Rich in Humus-Membrane Filtration
vs. Conventional Treatment,” Desalination, 108, 1-
30. Doyen, W., B. Baee, and L
.Beeusaert, “UFas an
Alternative Pretreatment Step for Producing Drink-
ing Water,”Membrane Technology,126,8, 2000.
31. Guigui, C., J.C. Rouch, L. Durand-Bourlier, V.
Bonnelye, and P. Aptel, “Impactof Coagulation
Conditions on the In-Line CoagulatiodUF Process
for Drinking Water Production,” Desalination, 147,
32. Park, P.K., C.H. Lee, S.J. Choi, K.H. Choo, S.H.
Kim, and C.H. Yoon, “Effect of the Removal of
DOMs on the Performance of a Coagulation-UF
Membrane System for Drinking Water Production,”
Desalination, 145, 1-3,pp 237-245,2002.
22-23, p 519, 2001.
3, pp 117-128,1997.
1-3,pp 95-100,2002.
Environmental Progress (V01.22, No.1) April 2003 55
11. 33. Mavrov, V., H. Chmiel, J. Kluth, J. Meier, F.
Heinrich, P. Ames, K. Backes, and P. Usner,
“Comparative Study of Different MF and UF Mem-
branes for Drinking Water Production,”Desalina-
tion, 117,1-3,pp 189-196,1998.
34. Eisnor, J.D., K.C. O’Leary, and G.A. Gagnon,
“Evaluation of Particle Removal at Water Treatment
Plants in Nova Scotia,” WaterQuality Research
Journal of Canada,36, 1,p 105,2001.
35. Glucina, K., A. Alvarez, andJ.M. Laine, “Assess-
ment of an Integrated Membrane System for Sur-
face Water Treatment,” Desalination, 132, 1-3,p 73,
2000.
36. Vrouwenvelder, H.S., J.A.M. van Paassen, H.C.
Folmer,J.A.M.H. Hofman, M.M. Nederlof, and
D. van der Kooij, “Biofouling of Membranes for
Drinking Water Production,” Desalination, 118,
157,1998
37. Reiss, C.R., J.S. Taylor, and C. Robert, “Surface
Water Treatment using Nanofiltration-Pilot Testing
Results and Design Considerations,” Desalination,
125,1-3,p 97, 1999.
38. Vrijenhoek, E.M., S. Hong, a ndM. Elimelech,
“Influence of Membrane Surface Properties on Ini-
tial Rate of Colloidal Fouling of Reverse Osmosis
and Nanofiltration Membranes,”J.Membr. Sci., 188,
1,p 115,2001.
39. Kim, S., B.J. Jeon, and I.H. Jung, “Preparation of
CHF3 Plasma Polymeric Composite Membrane and
Characteristics of Surface Modification,” KoreanJ.
Chem.Eng., 17, 1,pp 33-40,2000.
40. Kaeselev, B., J. Pieracci, and G. Belfort, “Pho-
toinduced Grafting of Ultrafiltration Membranes:
Comparison of Poly(ether sulfone) and Poly(su1-
fone),”J. Membr.Sci., 194,2, pp 245-261,2001.
41. Kilduff, J.E., S. Mattaraj, J.P. Pieracci, and G.
Belfort, “Photochemical Modification of Poly(ether
sulfone) and Sulfonated Poly(su1fone) Nanofiltra-
tion Membranes for Control of Fouling by Natural
Organic Matter,”Desalination, 132,1-3,133,2000.
42. Bergman, R.A., “Membrane Softening versus Lime
Softening in Florida-A Cost Comparison Update,”
Desalination, 102,11,1995.
43. Ericsson, B., “Nanofiltration of Highly Colored
Raw Water for Drinking Water Production,” Desali-
nation, 108,p 129,1997.
44. Van Hege, K., M. Verhaege, and W. Verstraete,
“Electro-Oxidative Abatement of Reverse Osmosis
Membrane Concentrates,” In preparation.
45. Cassano, A,, R. Molinari, M. Romani, and E.
Drioli, “Treatment of Aqueous Effluents of the
Leather Industry by Means of Membrane Process-
es-A Review,”J.Membr.Sci., 181, 1,p 111,2001.
56 April 2003 Environmental Progress (V01.22, No.1)