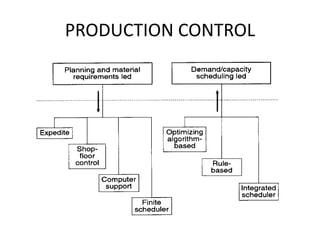
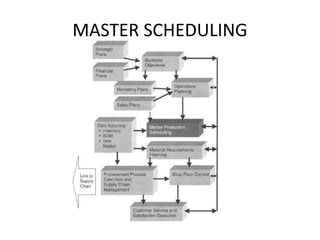
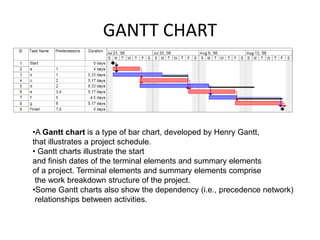
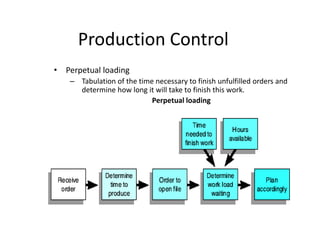
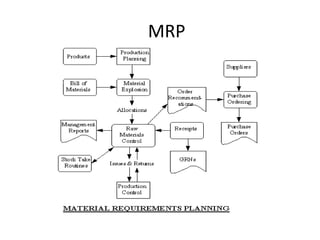
The document discusses various production scheduling concepts and methods. It describes the loading and scheduling process, which involves determining the work required, computing total time needed, and adding it to existing workplans. Scheduling then determines operation start/finish times. Master scheduling and Gantt charts are also referenced. Benefits of scheduling include reduced inventory and setups. MRP, Kanban, dispatching, progress reporting and expediting are additionally summarized.