The document provides information about Aggies Student Training Dairy located in Allahabad, India. It was established in 1992 to provide training to students. The dairy receives milk from local villages and processes it to produce products like milk, ghee, curd, paneer, and ice cream. It has various sections for milk reception, processing, manufacturing, and record keeping. Quality testing of milk and products is done in the laboratory using techniques like fat percentage determination, acidity testing, and lactometer reading. The dairy aims to provide hands-on experience to students in dairy operations and technology.















![Aggies
11DTECHO18 Page 21
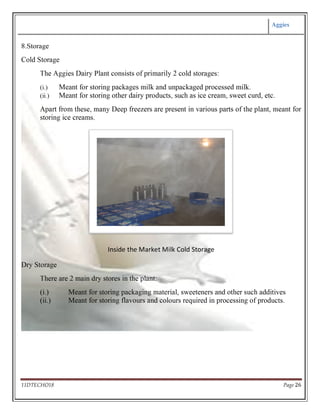
Packaging
Storage (5⁰C or below)
1. Receiving Milk
The milk in cans or such containers is graded, emptied, measured by weight, sampled and
is delivered to the pasteurizing unit.
2. Pre-Heating
The milk is preheated at 35-40o
C. This helps in efficient clarification
3. Filtration
Filtration removes visible foreign matter. While filtration removes suspended foreign
matter by the straining process, clarification removes the same by centrifugal
sedimentation.
4. Standardization
Standardization of milk refers to the adjustment of Fat & SNF value to confirm legal
standards.
Operating parameters for Standardization:
Products Fat [%] SNF [%]
Full cream milk 6 9
Toned milk 3 8.5
Double toned milk 1.5 9
Skim milk 0.5 8.7
Standardized milk 4.5 8.5
Separation of milk fat may be done by two ways:
1. Separation by gravity.
2. Separation by centrifugal force.
Separation by Centrifugal Force](https://image.slidesharecdn.com/cb7c1001-2739-4cd2-add0-52d26ac92fb7-160820065645/85/Training-report-21-320.jpg)