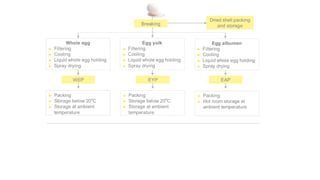
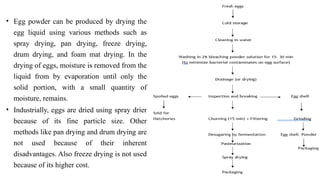
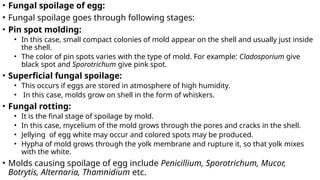
The document details the composition and processing of egg powder, highlighting its components, production methods like spray drying, and various applications in food industries. It emphasizes the importance of quality control and the hazards of contamination in egg-packing plants while outlining methods for effective cleaning and disinfection. Non-microbial and microbial spoilage of eggs is discussed, along with specific spoilage organisms and their effects on egg quality during storage.















































![A presentation on Butter [Welcome To Everybody]](https://cdn.slidesharecdn.com/ss_thumbnails/welcometoeverybody-140830144751-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)








































![DESIGN OF CONVEYOR, EXTRUDERS AND FERMENTERS [Autosaved].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/designofconveyorextrudersandfermentersautosaved-240626185701-5440bf1c-thumbnail.jpg?width=640&height=640&fit=bounds)






