Downloaded 42 times










































This document summarizes a process plant shutdown that occurred from August 21st to September 15th, 2012 due to a fire in the ammonia synthesis compressor (C-104) caused by a tripped seal oil pump. The plant underwent 10 days of planned maintenance during the shutdown. However, restarting was delayed due to various problems encountered, including foaming in the Catacarb system, issues with the cold box expander and a steam letdown valve, and leaks. Production finally resumed on September 15th after resolving these issues.
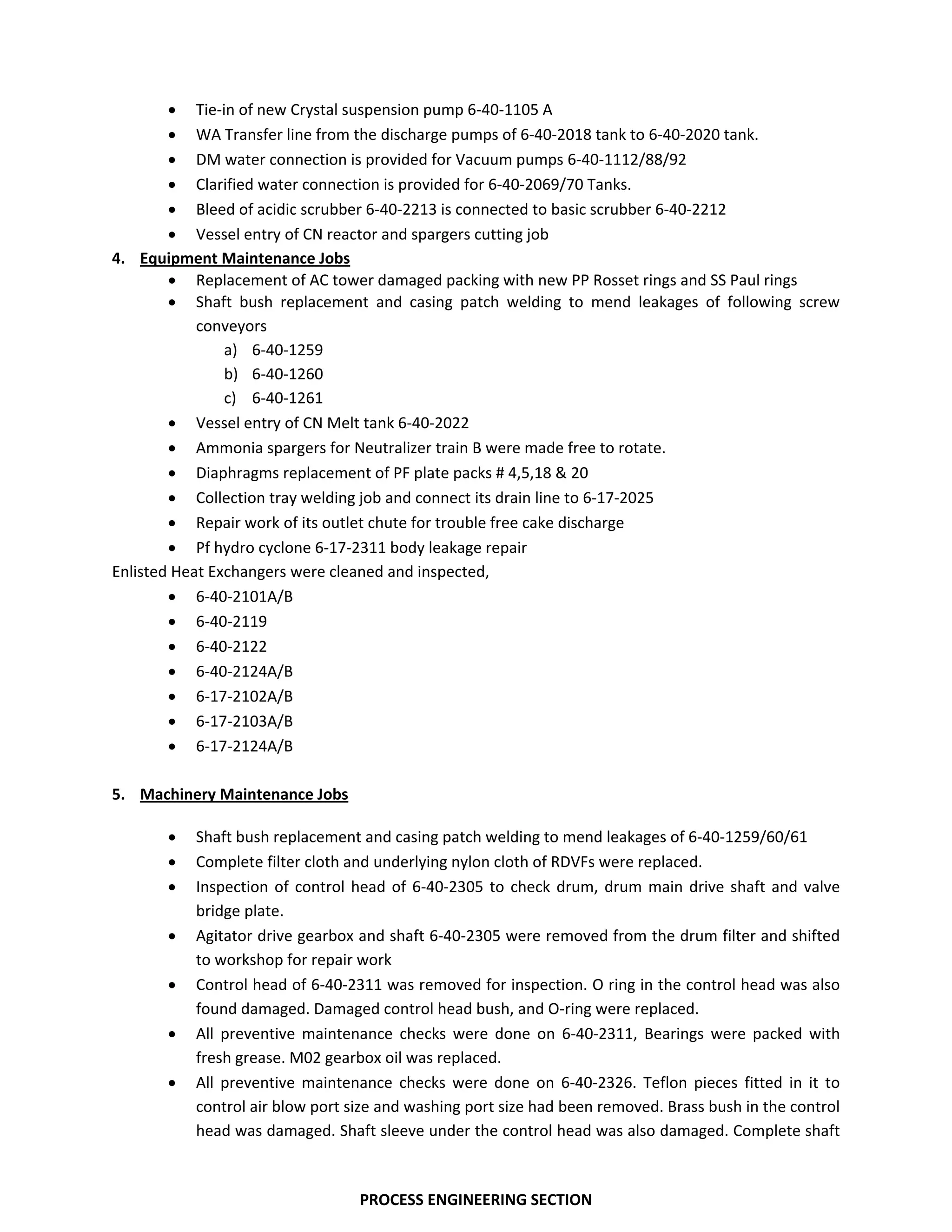
![Kbr[1] report](https://cdn.slidesharecdn.com/ss_thumbnails/kbr1-160104072613-thumbnail.jpg?width=640&height=640&fit=bounds)
































![Sop for total_power_failure.[1]](https://cdn.slidesharecdn.com/ss_thumbnails/sopfortotalpowerfailure-1-121207003935-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)













