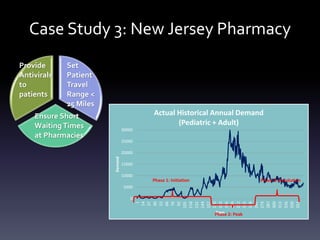
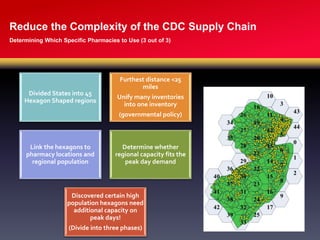
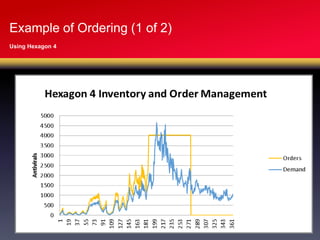
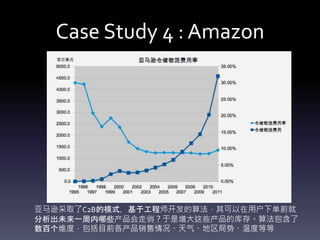
This document provides an overview of supply chain design and operations presented by Anqi Guo. It discusses where the presenter obtained their background from, including education and past clients. The content covers introductions to operations research and its applications in supply chain design. Case studies are presented on revitalizing a manufacturing company, designing a bike rental system, and improving a pharmacy supply chain for distributing antiviral drugs. Brief details are given on Amazon's use of algorithms to predict and stock popular products before customer orders.