National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
11
空間體積誤差定義
體積誤差=各軸線性誤差+ 角度引起的空間阿貝誤差+垂直度引起的空間誤差
空間加工位置(X, Y, Z)都會有誤差(Δx, Δy, Δz)
Home
X
(Volumetric Error within working volume)
12.
National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
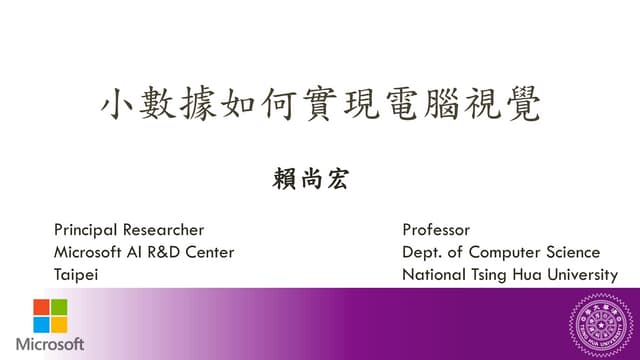
齊次轉換矩陣法(HTM)推導體積誤差公式
0 1 2 3
1 1 2 2 3 3 4[ ]
ref ref saddle
tool saddle saddle column column
column head
head head tool
T T E T E
T E T T E T E T E T
=
× =
T為位置矩陣 E為各座標系的幾何誤差矩陣
0
1
1 0 0
0 1 0 0
0 0 1 0
0 0 0 1
=
x
T 1
1 ( ) ( ) ( )
( ) 1 ( ) ( )
( ) ( ) 1 ( )
0 0 0 1
z y x
z x y
y x z
x x x
x x x
E
x x x
−ε ε δ
ε −ε δ
=
−ε ε δ
1. 還是要測量21項幾何誤差, 但和測量位置無關
2. HTM中的阿貝偏位(x, y, z)從各軸原點算起?
3. 線性誤差要在何處測量?
問題點:
13.
National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
三軸機器空間誤差傳遞機理的問題
X
X’ Cutter
Functional
axis
Readhead
(Abbe Pt.)
Guide
Ballscrew
& Linear scale
Reference
axis
L
ΔX=Ltanθ
θ
MPC-NC
NC
Controller
Drive
Position
X’, Y’, Z’
X,Y,Z
運動指令點: 功能點
位置回饋點: 感測點
X’=X-ΔX
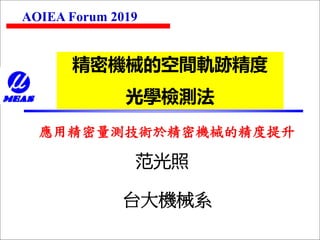
National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
15
在直線度測量時參考(感測)軸線應和移動點在同一
軸線, 否則須補償角度引起的誤差。
精密機械設計重要原則2: 布萊恩原則 (1979)
布萊恩誤差在機床上的應用
( ) ( )
[ ( ) ( ) ]
y yb
z bx x bz
x x
x L x L
δ δ
θ θ
=
+ −
運動軸
參考軸
16.
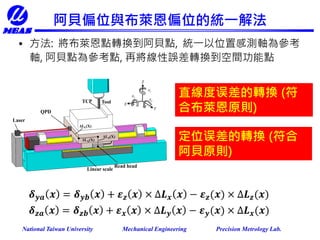
National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
Linear scale
Read head
Laser
QPD
ToolTCP
Lax
Laz
LayLbxLby
Lbz
Abbe principle
Bryan principle
TCP: tool center point
or functional point
Laser + QPD: for
straightness error
measurement
基於阿貝原則與布萊恩原則的空間誤差建模
National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
三軸AOI机台空間阿貝臂的定義
Z軸光柵尺
Y軸原點
X軸原點
Z軸原點
Y軸光柵尺
Z軸光柵尺
Lz(z)
Ly(z)
Lx(z)
Ly(y)
Lx(y)
Lz(y)
Ly(x)
Lx(x)
Lz(x)
功能點
( )
( )
( )
( )
( )
( )
( )
( )
( )
( )
( )
( )
, ,
, , + +
, , 0
x x x x xz xy
y y y y yz
z z z z
E x y z E x E y E z z y
E x y z E x E y E z z
E x y z E x E y E z
α α
α
−
= + −
體積誤差
20.
National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
如何看出一台机器的不精密性?
重點: 線性移動台只能有移動軸的自由度
導軌加工及組裝不良必會造成角度的晃動
此角度誤差有 Pitch, Yaw and Roll
角度誤差將造成空間的體積誤差
所以: 必須量測是否有運動中的角度誤差
能量得出誤差就能補償掉
方法: 研製小型量測儀並裝入機器內以感測角度誤
差, 再發展體積誤差補償技術,精度必能提高
21.
National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
小型角度感測器研製 (原理)
LD2
QPD2 QPD1
S
LD1
δz1δz2
自動視准儀測量原理
Autocollimator
滾動角測量原理
Roll sensor
Yaw Pitch
2 1( ) /z zRoll Sδ δ= −
22.
National Taiwan UniversityMechanical Engineering Precision Metrology Lab.
小型測量儀研製 (實例)
δz
δy
四象限光
感測器
準直雷射光
線性滑軌
雙軸自動視准儀
雷射準直儀 反射鏡
撓性微調座
聚焦透鏡
四象限光感測器
PBS/QWP
LD
俯仰角
搖擺角
M1
PZT
actuators
PBS
LD
FL1
QPD3
QPD1
BS
FL2
QPD2
Stationary part
Moving part
QWP2
QWP1
M2
Y Z
•X
Z
Y
四自由度誤差測量儀










![National Taiwan University Mechanical Engineering Precision Metrology Lab.
齊次轉換矩陣法(HTM)推導體積誤差公式
0 1 2 3
1 1 2 2 3 3 4[ ]
ref ref saddle
tool saddle saddle column column
column head
head head tool
T T E T E
T E T T E T E T E T
=
× =
T為位置矩陣 E為各座標系的幾何誤差矩陣
0
1
1 0 0
0 1 0 0
0 0 1 0
0 0 0 1
=
x
T 1
1 ( ) ( ) ( )
( ) 1 ( ) ( )
( ) ( ) 1 ( )
0 0 0 1
z y x
z x y
y x z
x x x
x x x
E
x x x
−ε ε δ
ε −ε δ
=
−ε ε δ
1. 還是要測量21項幾何誤差, 但和測量位置無關
2. HTM中的阿貝偏位(x, y, z)從各軸原點算起?
3. 線性誤差要在何處測量?
問題點:](https://image.slidesharecdn.com/1aoi-191004033210/85/_-12-320.jpg)


![National Taiwan University Mechanical Engineering Precision Metrology Lab.
15
在直線度測量時參考(感測)軸線應和移動點在同一
軸線, 否則須補償角度引起的誤差。
精密機械設計重要原則2: 布萊恩原則 (1979)
布萊恩誤差在機床上的應用
( ) ( )
[ ( ) ( ) ]
y yb
z bx x bz
x x
x L x L
δ δ
θ θ
=
+ −
運動軸
參考軸](https://image.slidesharecdn.com/1aoi-191004033210/85/_-15-320.jpg)