- Labor productivity is typically lower for larger, more complex construction projects due to logistical challenges and workers needing time to adjust to new environments.
- A contractor has established a base labor productivity for jobs requiring 500,000 labor hours under standard conditions.
- For smaller jobs of 400,000 hours, productivity is 110% of the base.
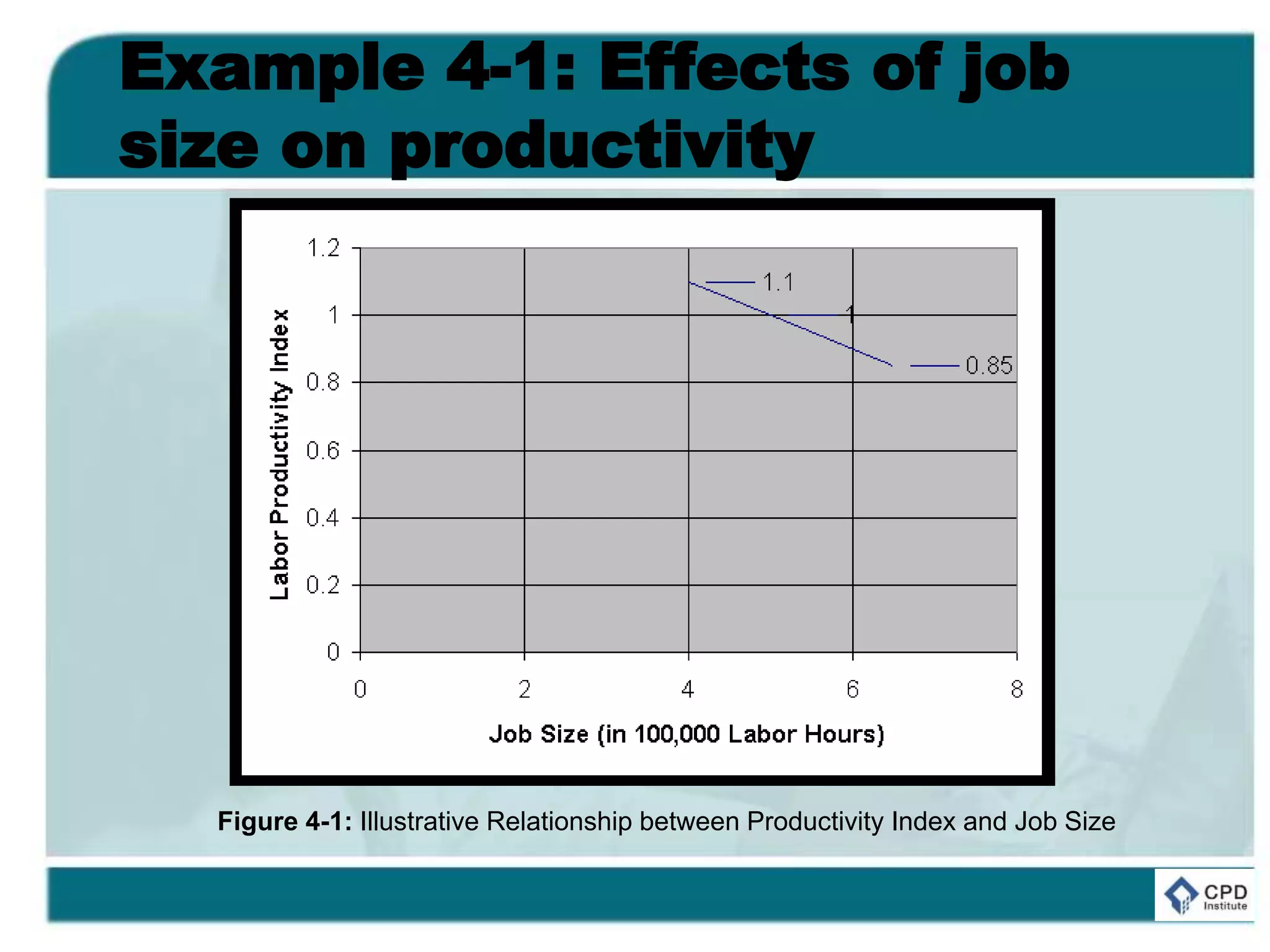
- The relationship between job size and productivity is assumed to be linear from 300,000 to 700,000 hours.
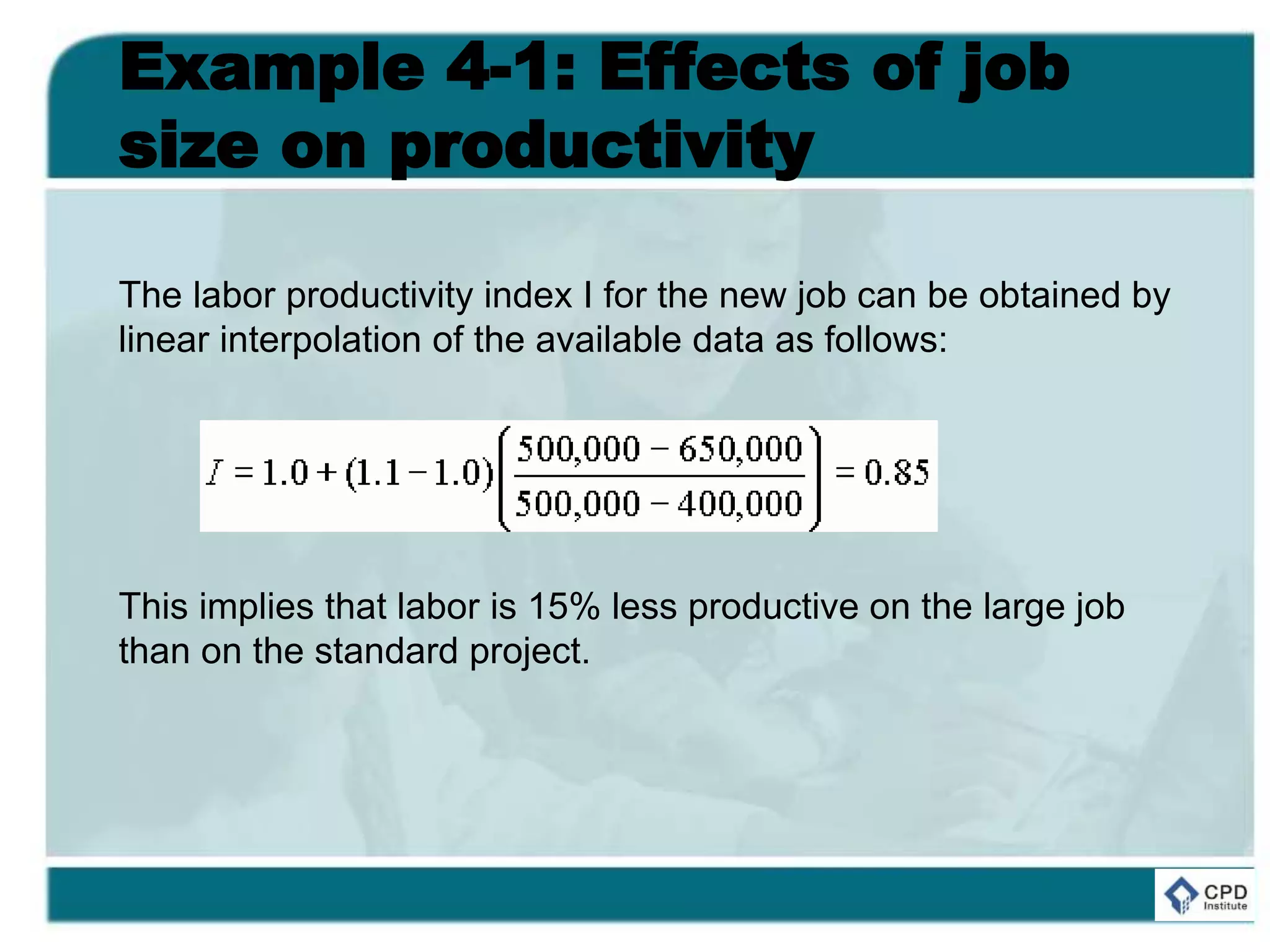
- A new job requiring 650,000 hours would have a labor productivity index of 105% based on its position in the linear relationship.
![4.1 Historical Perspective
The work could not have done any faster or more efficiently in
our day, despite all technological and mechanical advances in
the time since, the reason being that no present system could
possibly carry the spoil away any faster or more efficiently than
the system employed. No motor trucks were used in the digging
of the canal; everything ran on rails. And because of the mud
and rain, no other method would have worked half so well. [1]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-6-2048.jpg)
![4.1 Historical Perspective
Bricklaying...is said not to have changed in thousands of years;
perhaps in the literal placing of brick on brick it has not. But
masonry technology has changed a great deal. Motorized
wheelbarrows and mortar mixers, sophisticated scaffolding
systems, and forklift trucks now assist the bricklayer. New
epoxy mortars give stronger adhesion between bricks. Mortar
additives and cold-weather protection eliminate winter
shutdowns. [2]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-8-2048.jpg)
![4.3 Factors Affecting Job-
Site Productivity
Example 4-2: Productive labor yield [3]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-51-2048.jpg)
![Example 4-3: Utilization of
on-site worker's time
An example illustrating the effects of indirect labor requirements
which limit productive labor by a typical craftsman on the job
site was given by R. Tucker with the following percentages of
time allocation: [4]
Productive time
Unproductive time
Administrative delays
Inefficient work methods
Labor jurisdictions and other work
restrictions
Personal time
40%
20%
20%
15%
5%](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-56-2048.jpg)
![4.5 Problems in Collective
Bargaining
Because of the great variety of bargaining structures in which
the union and contractors' organization may choose to stage
negotiations, there are many problems arising from jurisdictional
disputes and other causes. Given the traditional rivalries among
various crafts and the ineffective organization of some of
contractors' associations, coupled with the lack of adequate
mechanisms for settling disputes, some possible solutions to
these problems deserve serious attention: [5]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-78-2048.jpg)
![4.6 Materials Management
Example 4-4: Examples of benefits for materials
management systems.[6]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-90-2048.jpg)
![4.7 Material Procurement and
Delivery
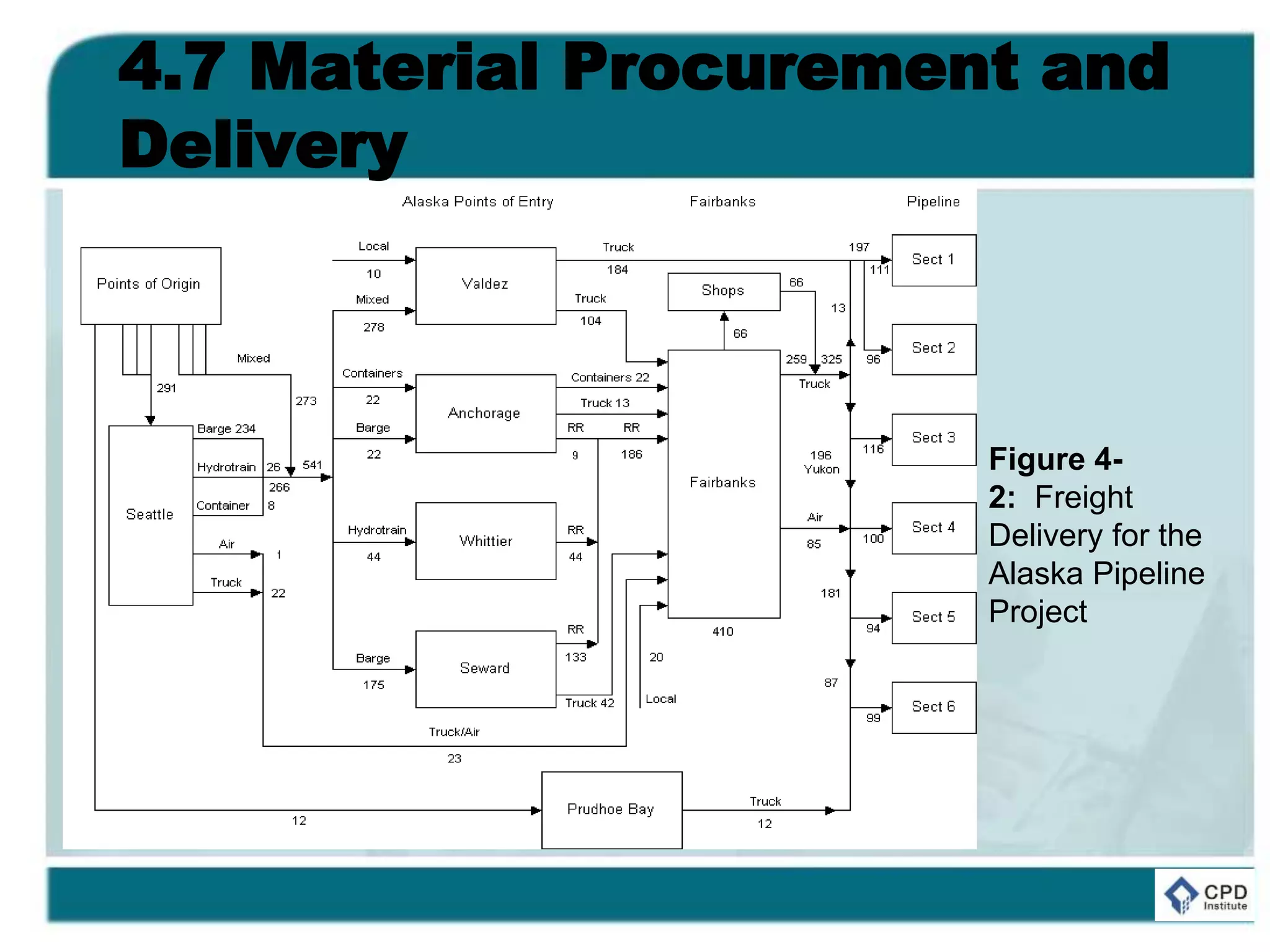
Example 4-5: Freight delivery for the Alaska Pipeline
Project [7]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-102-2048.jpg)






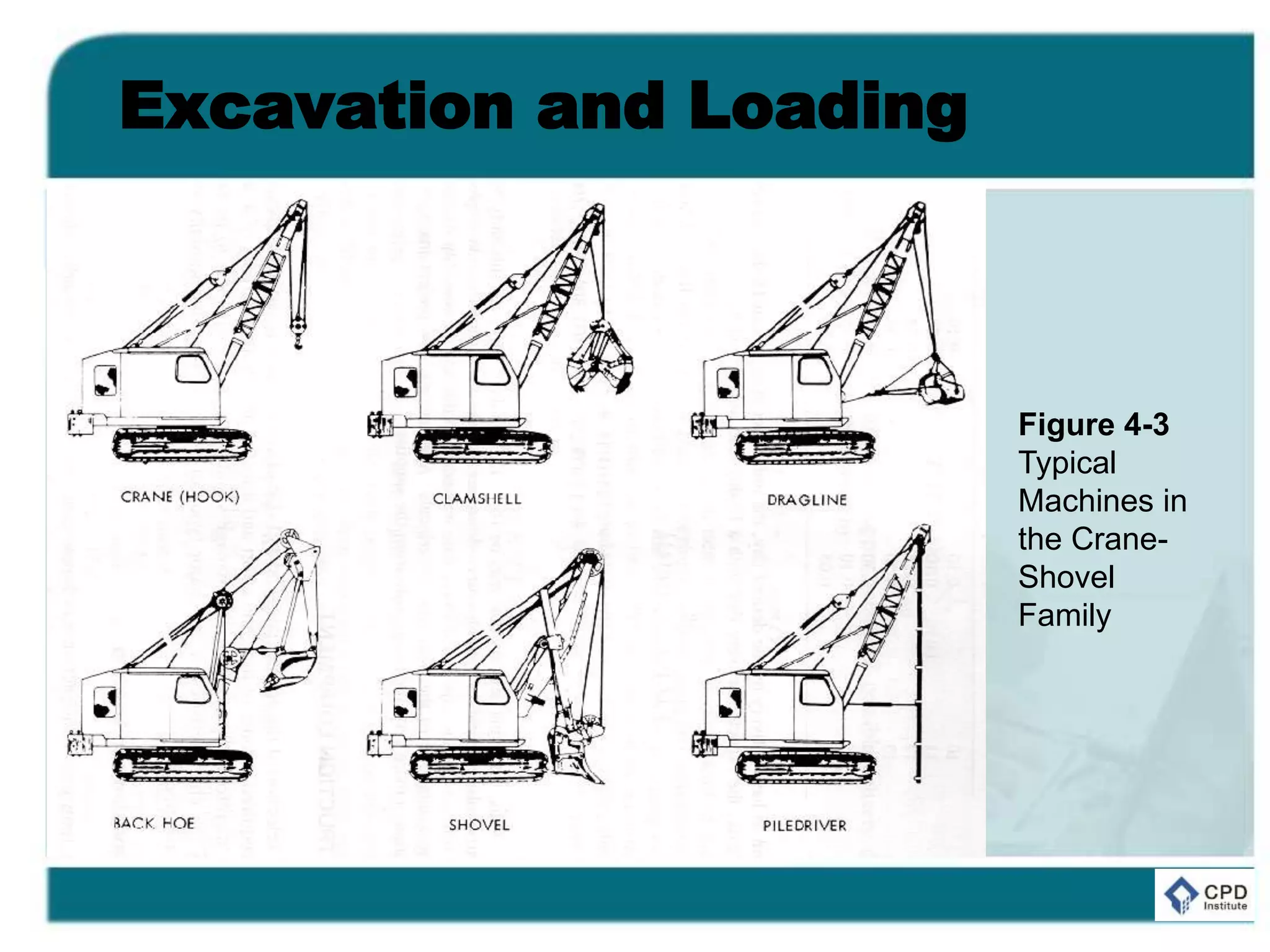
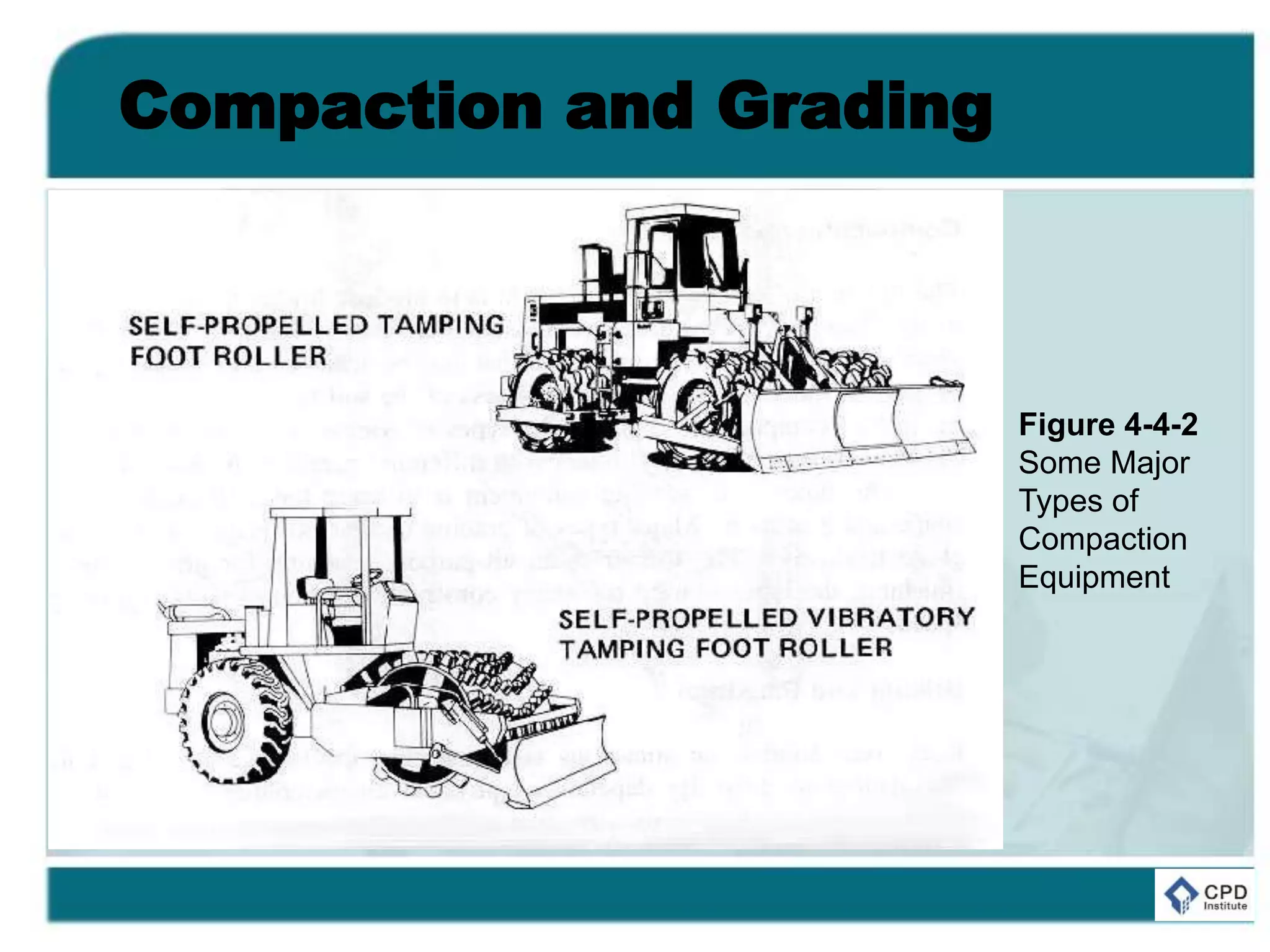
![4.10 Construction Equipment
The selection of the appropriate type and size of construction
equipment often affects the required amount of time and effort
and thus the job-site productivity of a project. It is therefore
important for site managers and construction planners to be
familiar with the characteristics of the major types of equipment
most commonly used in construction. [9]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-140-2048.jpg)
![Automation of Equipment
For example, wrenches that automatically monitor the
elongation of bolts and the applied torque can be programmed
to achieve the best bolt tightness. On grading projects, laser
controlled scrapers can produce desired cuts faster and more
precisely than wholly manual methods. [10] Possibilities for
automation and robotics in construction are explored more fully
in Chapter 16.](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-168-2048.jpg)
![4.10 Construction Equipment
Example 4-8: Tunneling Equipment [11]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-169-2048.jpg)
![4.11 Choice of Equipment and
Standard Production Rates
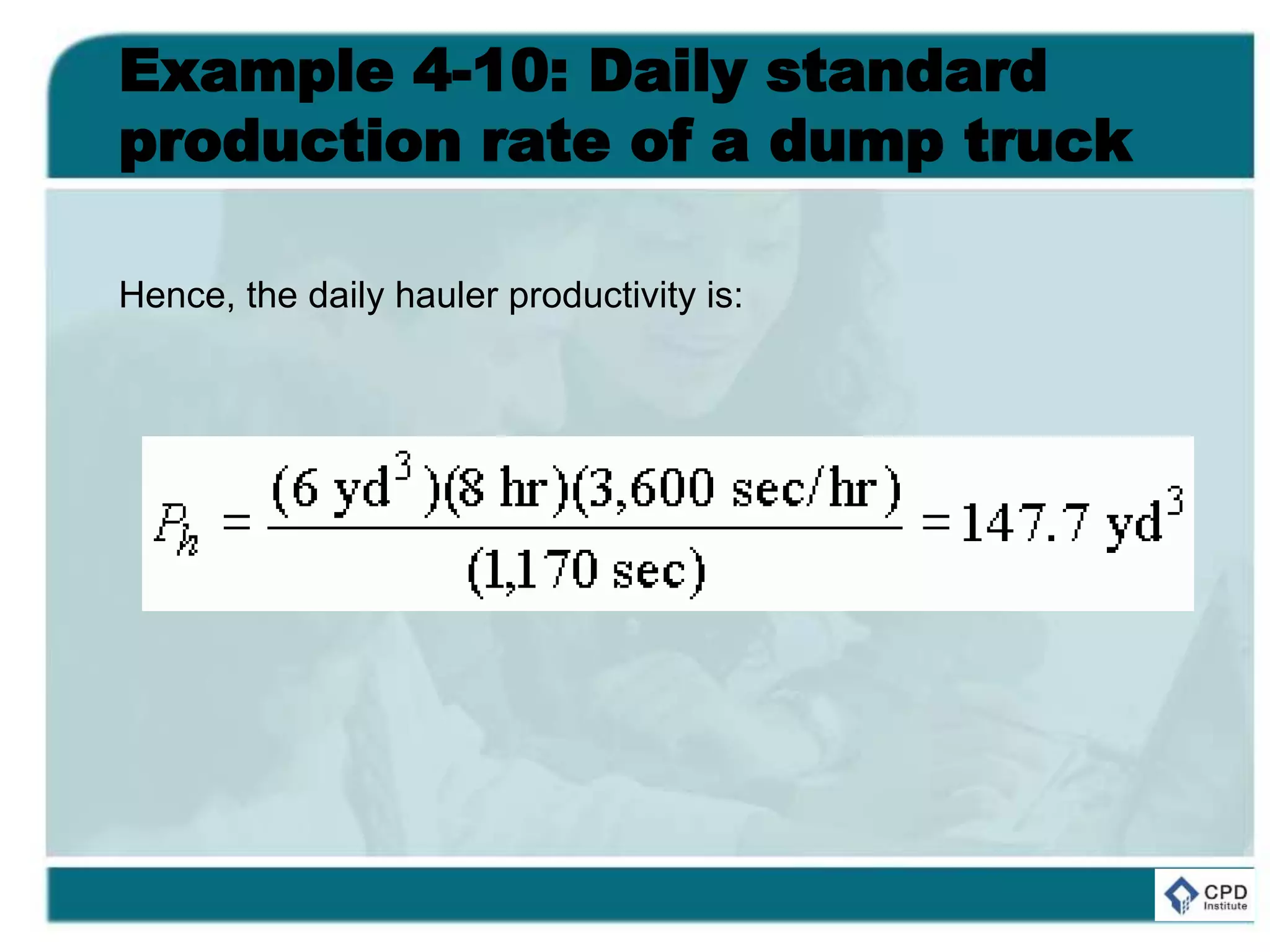
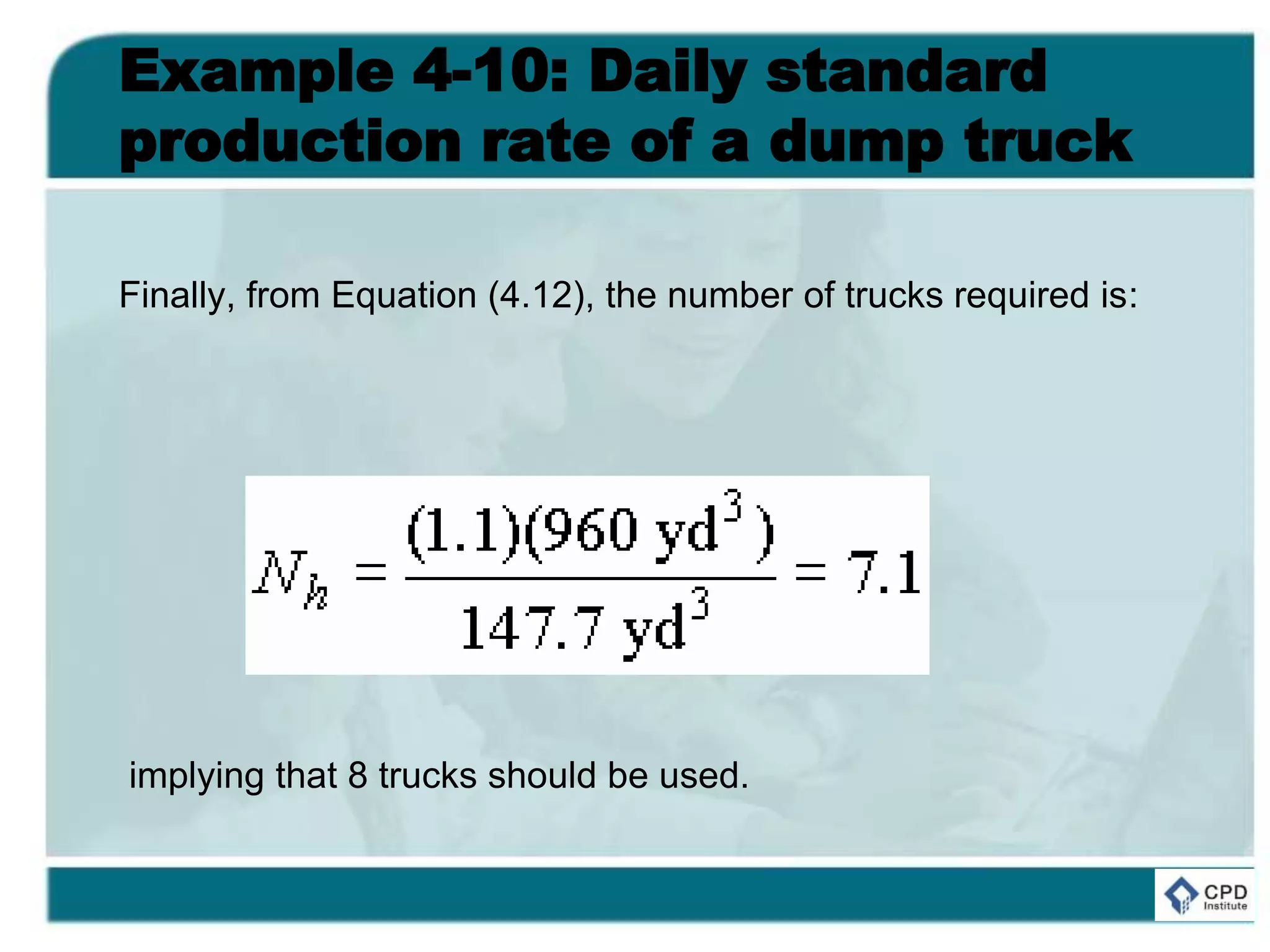
Example 4-9: Daily standard production rate of a power
shovel [12]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-192-2048.jpg)

![Example 4-14: Construction
process simulation models
Computer based simulation of construction operations can be a
useful although laborious tool in analyzing the efficiency of
particular processes or technologies. These tools tend to be
either oriented toward modeling resource processes or towards
representation of spatial constraints and resource movements.
Later chapters will describe simulation in more detail, but a
small example of a construction operation model can be
described here. [13]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-216-2048.jpg)
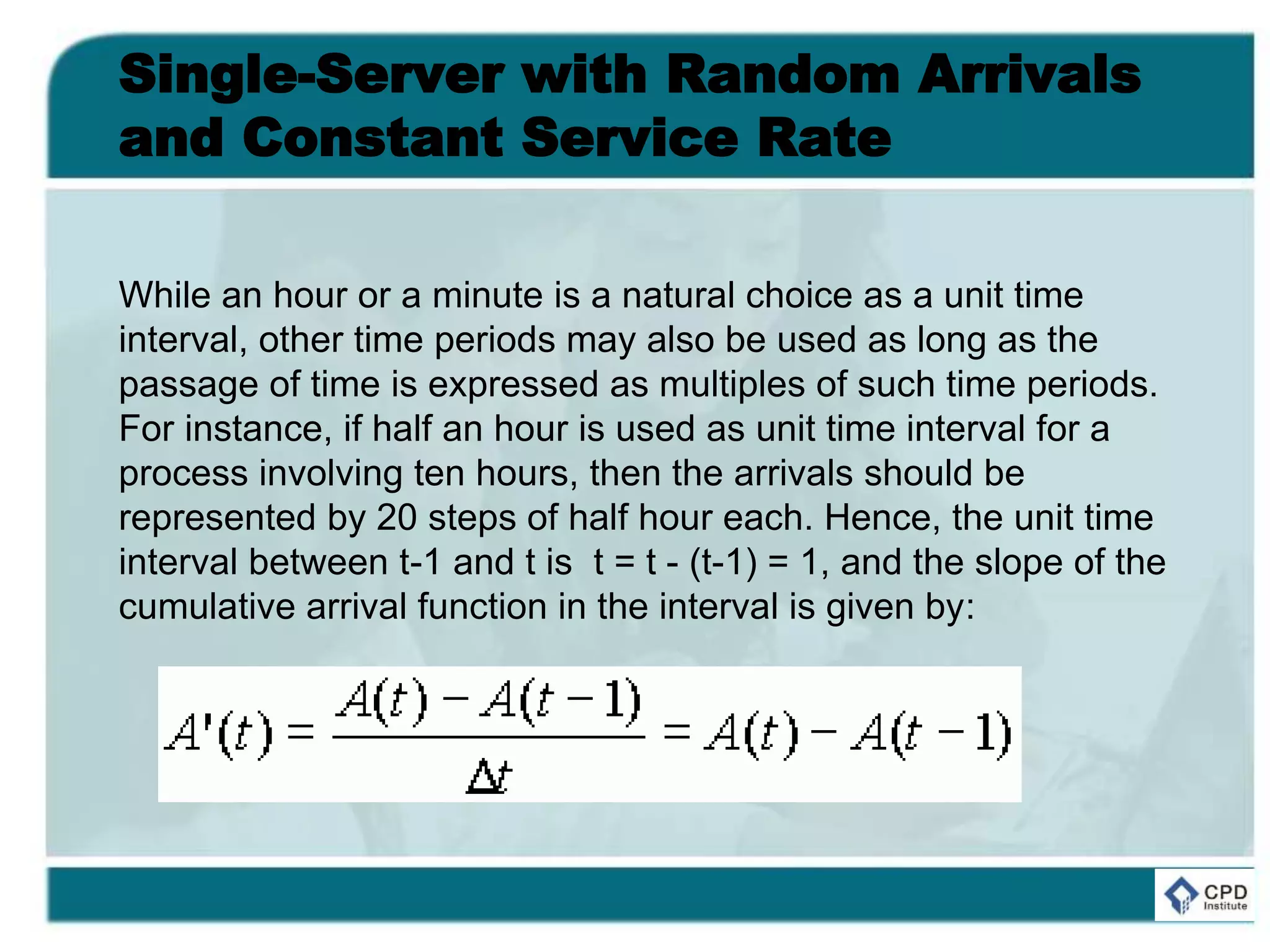
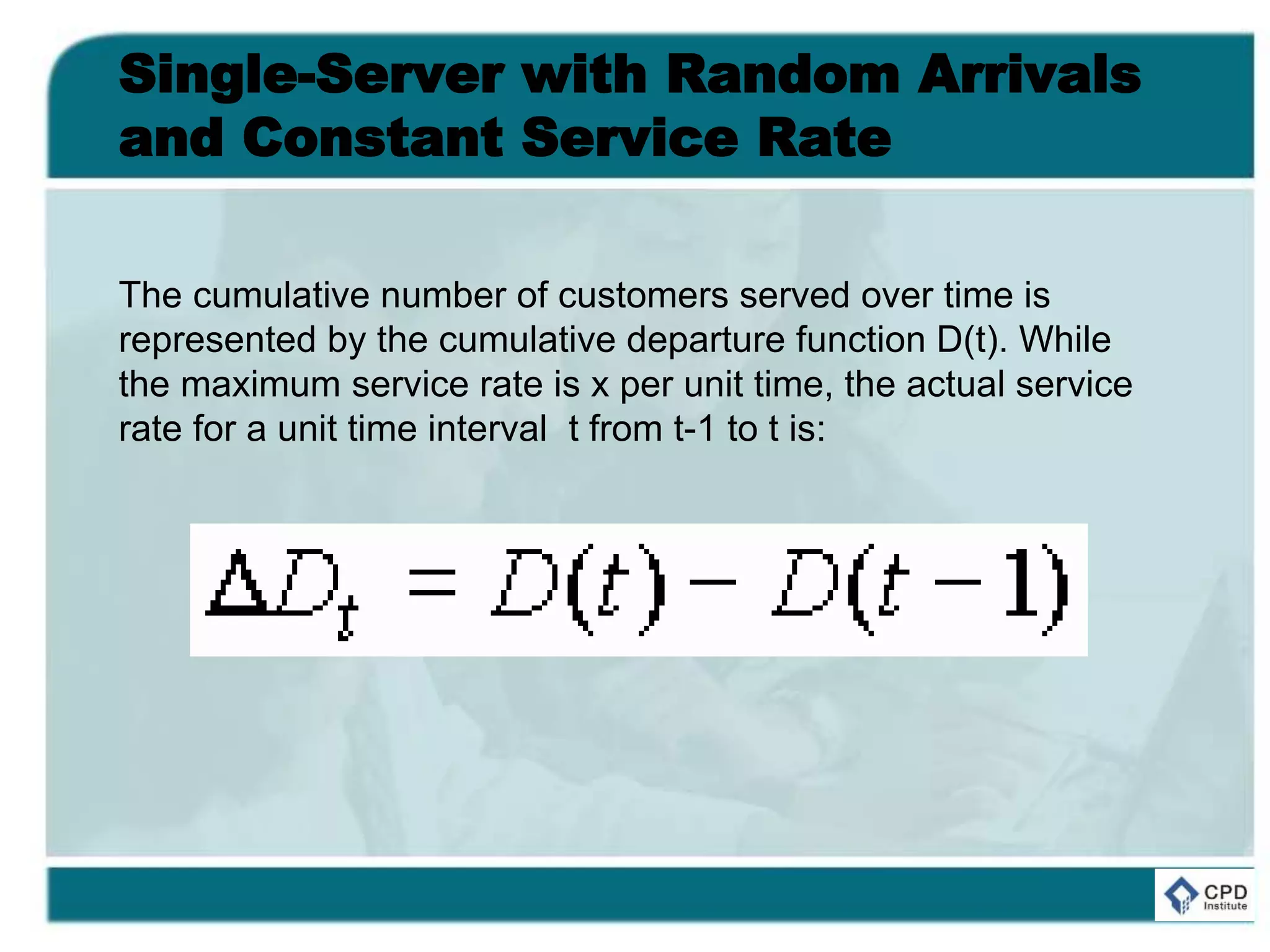
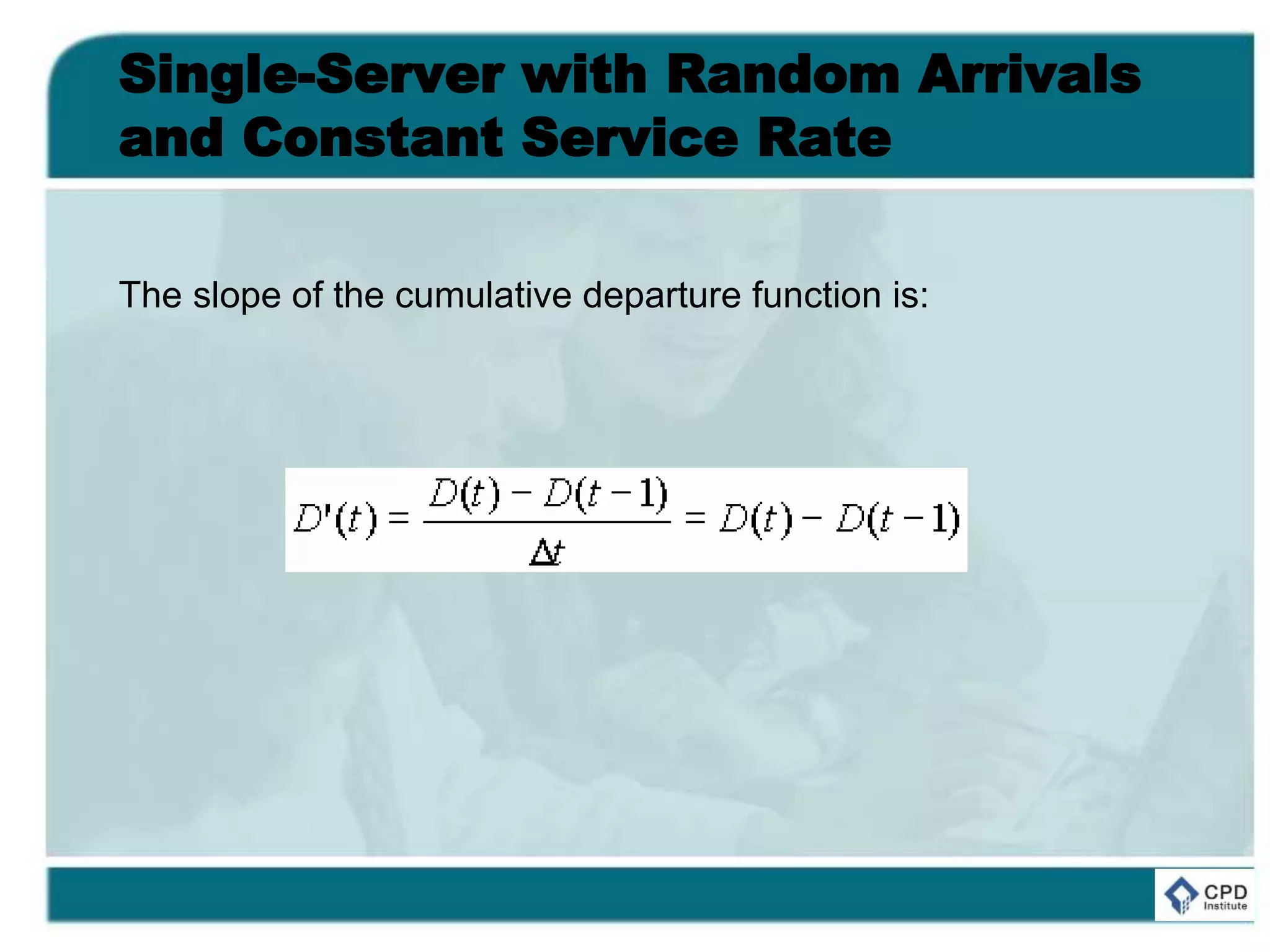
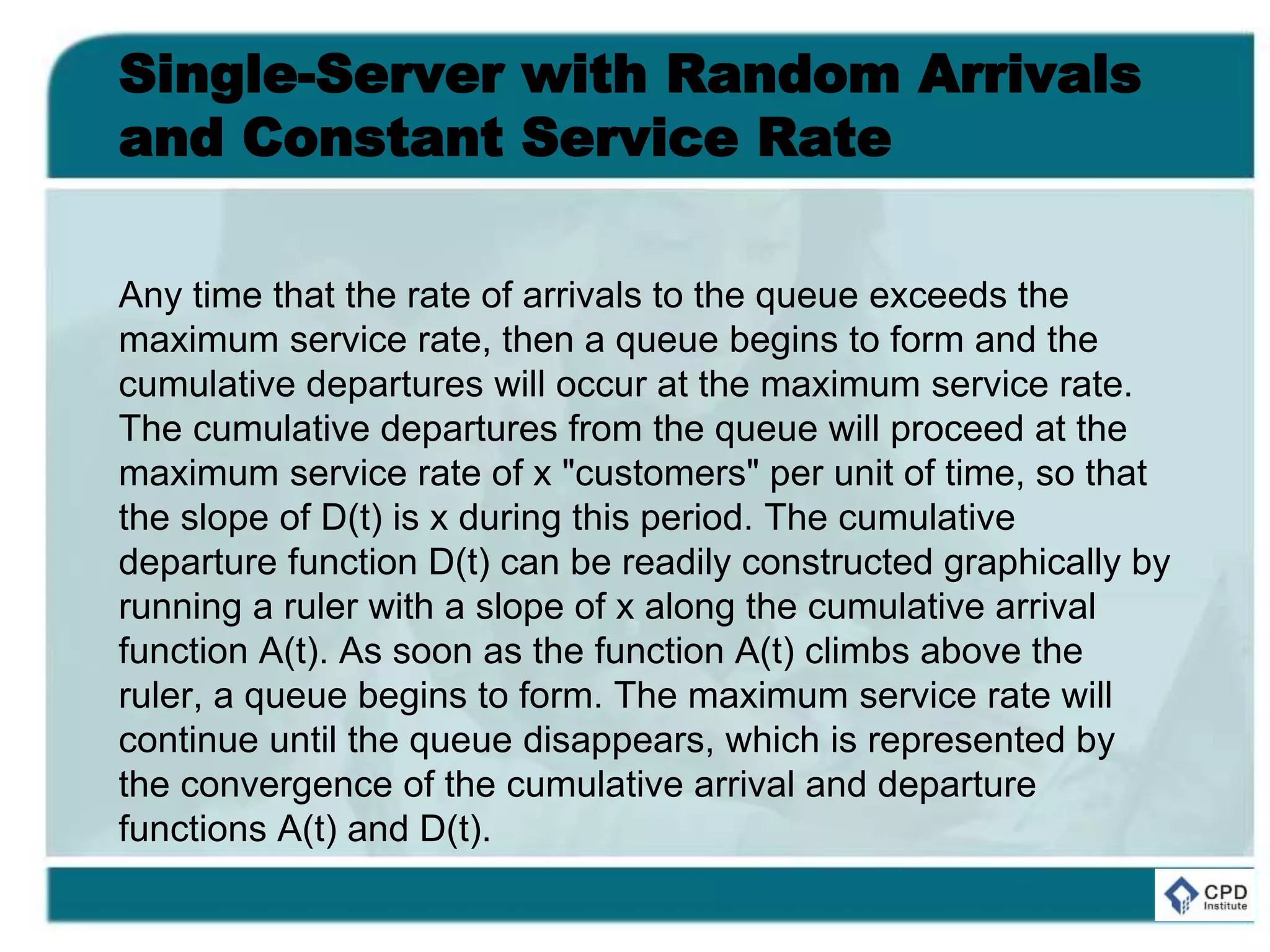
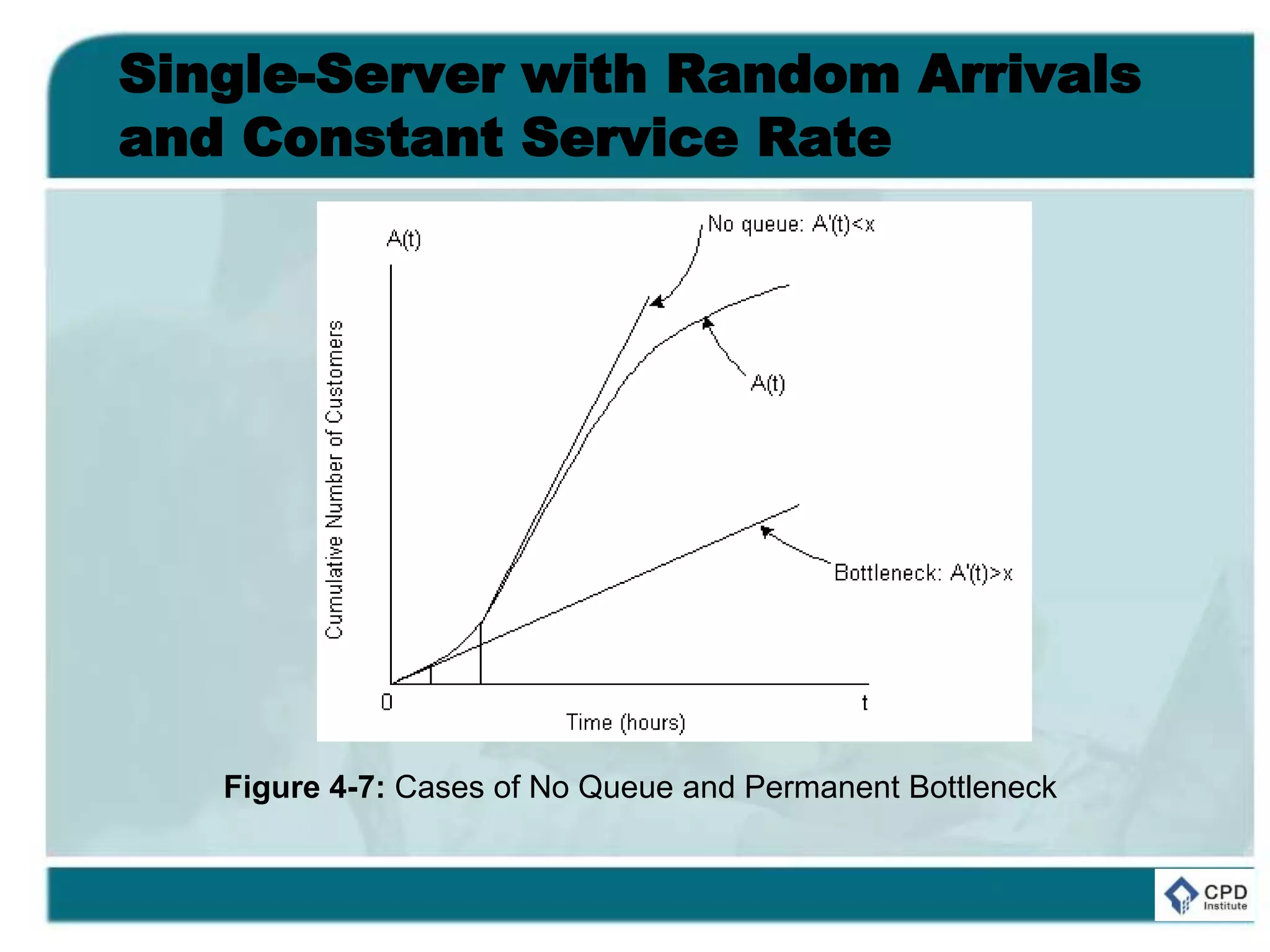
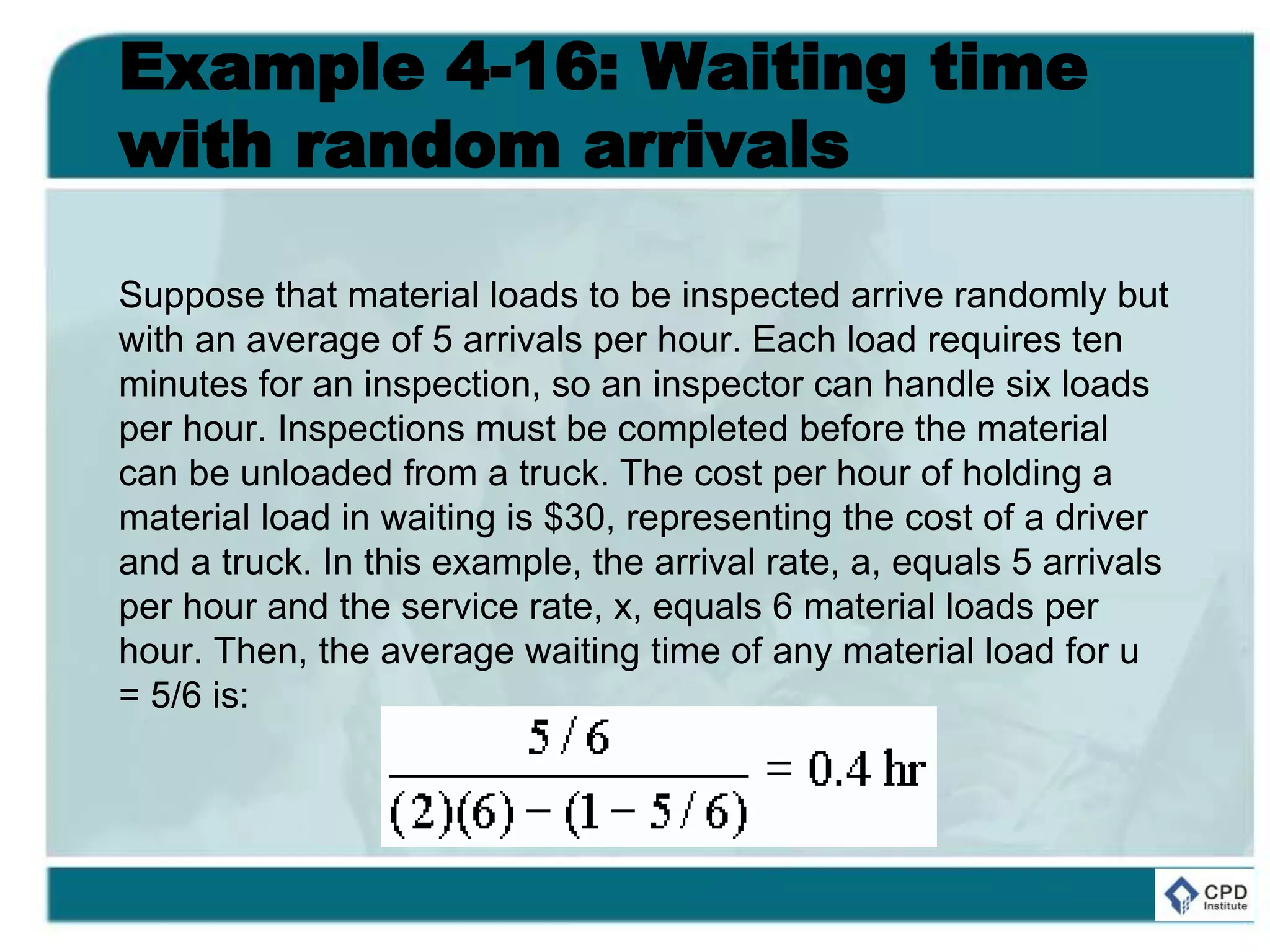
![Single-Server with Random Arrivals
and Constant Service Rate
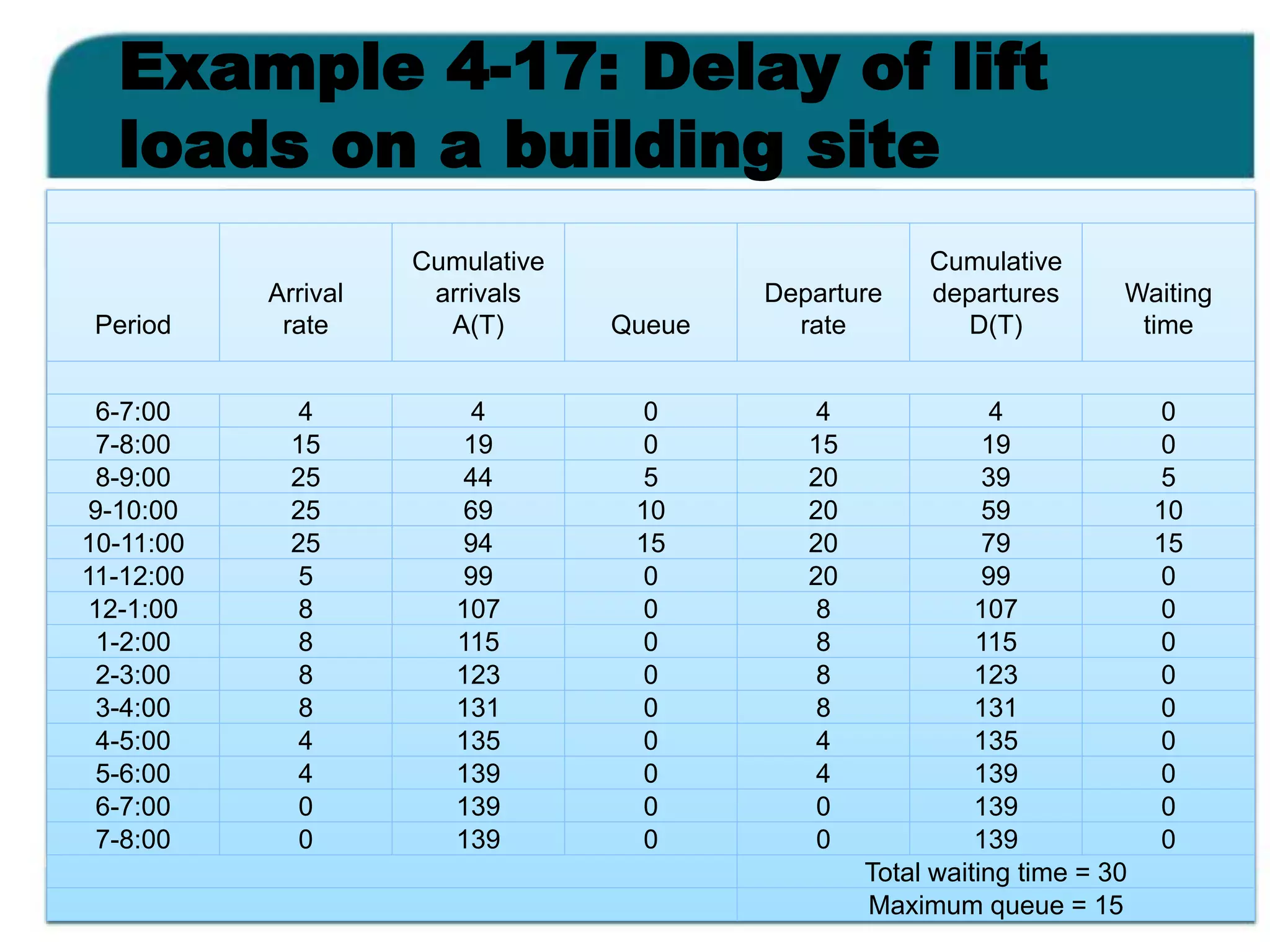
Let w be the average waiting time, a be the average arrival rate
of customers, and x be the deterministic constant service rate
(in customers per unit of time). Then, the expected average
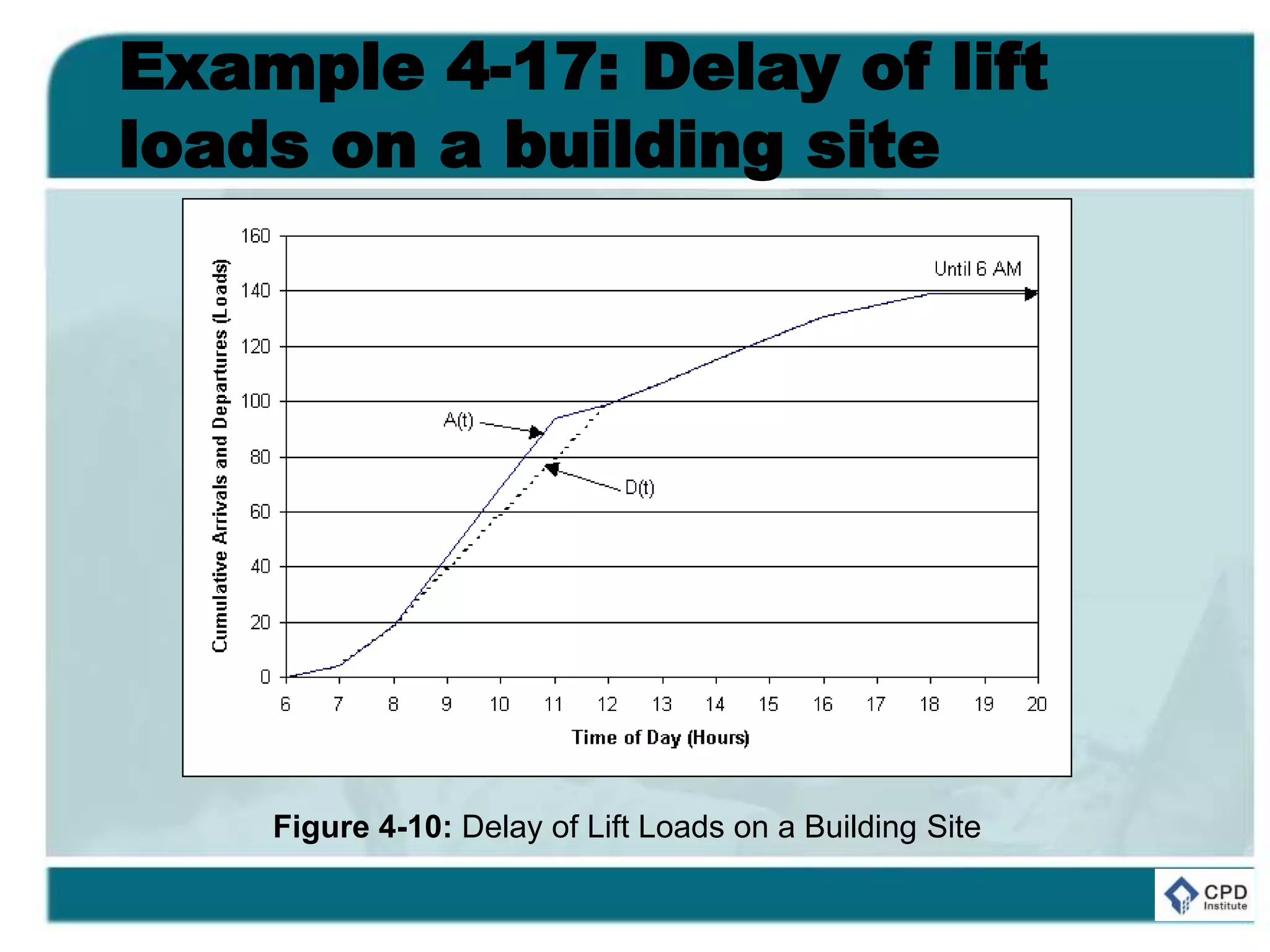
time for a customer in this situation is given by: [14]](https://image.slidesharecdn.com/projectmanagementchapter4-181005230055/75/Project-management-chapter-4-264-2048.jpg)














































![SOLOMON_QS-1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/7020c17d-be50-43a5-aeed-7da21442d2b4-151026095950-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)









































