Downloaded 157 times

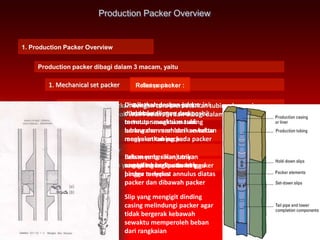
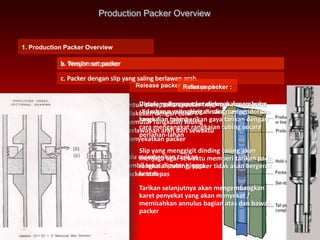
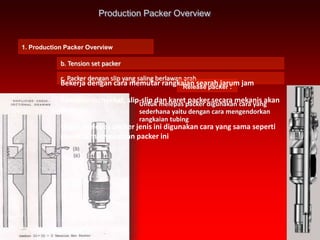
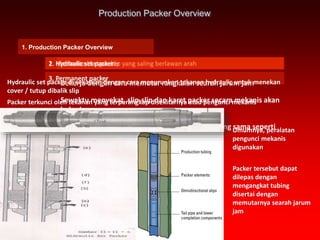
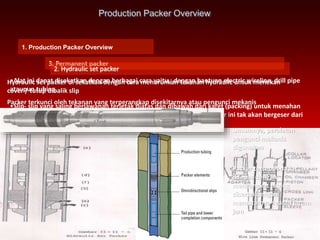






















Dokumen tersebut membahas tentang produksi packer untuk penyelesaian sumur, termasuk overview produksi packer, komponen utama, cara penyiapan dan penggunaannya, cara pengaturan dan pelepasannya, serta penyebab kegagalan. Produksi packer digunakan untuk menyekat atau memisahkan annulus antara rangkaian tubing dan casing produksi, dan dibagi menjadi tiga jenis berdasarkan cara pengaturannya.












































