Download to read offline



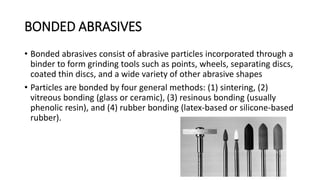









This document discusses materials and processes used for cutting, grinding, finishing and polishing in dentistry. It covers the history of abrasives, applications in dentistry, instrument design principles, benefits of finishing/polishing, biological hazards, and common abrasives like aluminum oxide and diamond. The finishing process involves bulk reduction, contouring, finishing and polishing steps using increasingly finer abrasives to produce a smooth surface. Factors like hardness, grit size, bonded/coated/nonbonded abrasives, and motion type are discussed.



















































![ONFH[AVN HIP] -TRIPLE REGIME -A NOVAL SURGICAL CONCEPT .pptx](https://cdn.slidesharecdn.com/ss_thumbnails/onfhavnhip2026koaconcalicutdrgokuldevdrmashraf-260210064517-213ec005-thumbnail.jpg?width=640&height=640&fit=bounds)







![CTEV [ clubfoot] DR ARUN LAL ,DR MOHAMED ASHRAF travancore medical college k...](https://cdn.slidesharecdn.com/ss_thumbnails/ctevclubfootdrarunlaldrmohamedashraftravancoremedicalcollegekollamkeralaindia-260208063247-18fc466c-thumbnail.jpg?width=640&height=640&fit=bounds)







