errors and failurescan be minimized during bulk production.
PILOT PLANT SCALE-UP CONSIDERATION
OF SOLID DOSAGE FORM (TABLETS)
the proper design and construction attributes with proper
maintenance
The tablet development engaging pharmaceutical pilot plant must have
and cleanliness. Space for production be allotted on the
can bemadeeasier.
ground floor as delivery and shipment of materials can
2.
CH-1 PILOT PLANTSCALE UP TECHNIQUES
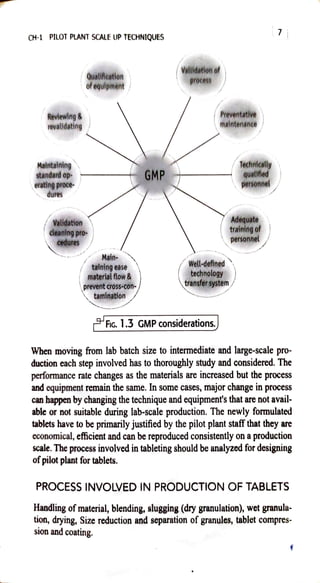
Reviewing &
revatidating
Maintaining
standardop
erating proce
ures
Quatification
ofequipment
Validation
ceaning pro
cedures
Main
taining ease
material flow &
prevent cross-con
tamination
GMP
Vallidation of
process
Preventative
maintenance
Well-defined
technology
transfer system
FiG. 1.3 GMP considerations.
Technically
qualified
personnel
Adequate
trainingof
personnet
7
When moving from lab batch size to intermediate and large-scale pro
duction cach step involved has to thoroughly study and considered. The
performance rate changes as the materials are increased but the process
and equipment remain the same. In some cases, major change in process
can happenbychangingthetechnique and equipment'sthatare not avail
able or not suitable during lab-scale production. The newly formulated
tablets have to be primarily justified by the pilot plant staffthat they are
cconomical,efficient and can be reproduced consistently on aproduction
scale. The process involved in tableting should be analyzed for designing
ofpilot plant for tablets.
PROCESSINVOLED IN PRODUCTION OF TABLETS
Handling ofmaterial, blending, slugging (dry granulation), wet granula
tion,drying, Size reduction and separation of granules, tablet compres
sion and coating.
3.
8
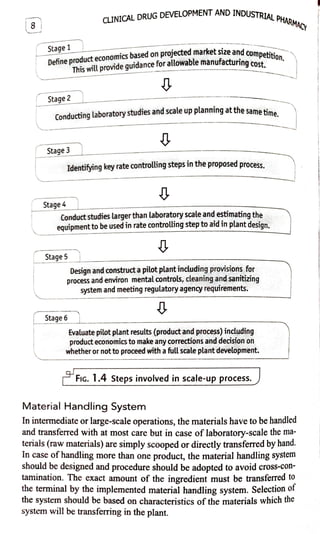
Stage1
Define producteconomics basedon projected marketsize andcompetition,
This willprovide guidanceforallowable manufacturingcost.
Stage 2
Conductinglaboratorystudies ands
scale up planning at the same time.
Stage 3
Stage 4
CLINICAL DRUG DEVELOPMENT AND INDUSTRIAL
PHARMACY
Identifying key rate controlling steps in the proposed process.
Conduct studies larger than laboratory scale and estimating the
equipment to be used in rate controlling step to aid in plant desian.
Stage 5
Design and constructapilot plantincluding provisions for
process andenviron mental controls, cleaning and sanitizing
system and meeting regulatory agency requirements.
Stage 6
Evaluatepilotplantresults (productand process)including
producteconomicsto makeanycorrections anddecision on
whetheror notto proceed withafull scale plantdevelopment.
FiG. 1.4 Steps involved in scale-up process.
Material Handling System
In intermediate or large-scale operations, the materials have to be handled
and transferred with at most care but in case of laboratory-scale the ma
terials (raw materials) are simply scooped or directly transferred by hand.
In case ofhandling more than one product, the material handling system
should be designed andprocedure should be adopted to avoid cross-con
tamination. The exact amount of the ingredient must be transferred to
the terminal by the implemented material handling system. Selection ol
the system should be based on characteristics of the materials which the
system willbe transferring in the plant.
4.
CH-1 PILOT PLANTSCALE UP TECHNIQUES
E.g. :Screw feed system, vacuum loading systems, metering pumps are
some ofthe advanced techniques for material handling.
Blending
In case of inadequate blending, the potency ofthe whole batch may vary
which could be either high or low. All the ingredients used must be free
from lumps and agglomerates, hence necessary steps have to be taken to
avoid them. Screening and/or milling of materials are done to make the
process more reproducible and reliable. The scale-up from the laboratory
scale involves the change in blending equipment from small to huge ma
chine. Segregation and mixing both occur simultaneously in blending op
eration which depends on particle shape, particle size. density. hardness,
and the dynamics of mixing process. Each blending equipment holds
their advantages and drawback; thus, selection of the equipment should
be strictly based on process need.
E.g. : Ribbon blender, V-Blender, Slant cone blender, Double cone
blender, Orbiting screw blender's vertical, Bin blender, and horizontal
high-intensity mixers, etc.
Parameters to be considered for Scaling-up ofblending:
* Blending time
Loading of the blenders
& Blender size
9
Productivity
Slugging (Dry Granulation)
Slugging is a pre-compression process for the formation of extra-large
tablets (slugs) followed by brealking into granules. Dry powder which
cannot undergo direct compression due to its poor tlow or compression
propertiesS were made into granules by slugging process. Multiple size re
ducing devices such as hammer mill, oscillating granulator are available
for reducing or breaking the slug into fine granules for reprocessing it as
tablet.The materials should be screened and the size should be optimized
in milling operation. Ifthe fine powder produced is more, the screening
and recycling process isdone by repeating the slugging operation.Hydro
lysable drugs, such as aspirin can be processed by this approach.
Dry Granulation by using Roller Compaction
This process involves passing the powders between two rollers that
compact the material undera pressure of up to 10 tons per linear inch to
achieve granulation. The use of roller compaction is to achieve a required
5.
bulk density formaterials having very low
density. It is the
plant personnel to detcmine whethersh
should be processed nore eficiently bythis methodthan (he
covetliona
DRUG
DEVELOPMENT AND
INDUSTRIAL PHARIMAC
processing. This decision will result in i
(see figure 1.5)
E.g.:Tablet press, roller compaction,
$ Slugging pressure
Rate of slugging
$ Loading quantity
Parametersto be considered for
Scaling-up of blending:
interm of
achievinggood
prodctviy.
Wet Granulation
the APls or the
fnal drug llend
*Post slugging-millsize, load volume, specd and exit
sieve screensize.
Lp
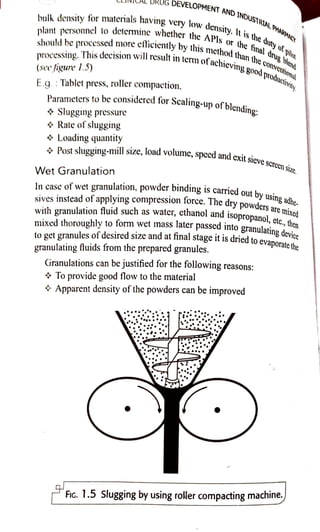
In case of wet granulation, powder binding is carried out by usingadhe
sives instead of applying compression force. The dry powders are mixed
with granulation fluid such as water, ethanol and
isopropanol,etc.,,then
mixedthoroughly to form wet mass later passedinto
granulating device
to get granules of desiredIsize and at final stage it is driedto
evaporatethe
granulating fluids from the prepared granules.
Granulations can be justified for the following reasons:
* To provide good flow to the material
Apparent density of the powders can be improved
FiG. 1.5 Slugging by using roller compacting machine.
6.
CH-1 PILOT PLANTSCALE UP TECHNIQUES
+ Particle size distribution can be changcd
4 For uniform dispersion ofAPL.
E.q. :Sigma blade mixer and Hcavy-duty planetarymixer for mixing: High
shcar granulator, Rapid mixing granulator for granulation, tumble blender
cquipped with high-specd chopper bladecan also beused.
Fluidized Bed Granulations is the most advanced recently adapted,
single picce of equipment with the use of multi-functional processors;
capacity toperform all functions necessary to prepare afinished granula
,such as dry blending, wet granulation, drying, sizing and lubrication
are being employcd.
Parameters to be considered for scale-up using Fluidized bed granulator:
9 Temperature of input air
Pressure applied during atomization
Volume of air employed in the process
Solution spray rate
4 Position of nozzle and number ofspray heads
Exhaust air temperature
$ Size ofmesh employed in the process
11)
* Frequency ofcleaning
* Bowl capacity
Drying
Drying is the next importantoperation carried out after wet granulation to
covert the wet granules to rigid dry granules. Improper drying may result
in semi dried granules with moisture (granulating fluid) either on surface
or in core ofthe granules which further will result in sticking and picking
0ssue during tablet compression. The tray treatment is the conventional
method to dry the wet granulation, the heat is provided by steam or elec
tricity. During scale-up the significant factor of an oven drying operation
is airflow, air temperature, and the depth of the granulation trays. If the
granulation tray is too deep or too dense then the drying process efficiency
will reduce, and if soluble dyes are used, the dye migrates to the surface
of the granules. Drying times for each product at specified temperatures
and airflow rates must be maintained and taken care for each specific prod
uct load. To reduce multi-stage processing in tablet preparation, in current
senecio tray driers are majorly replaced by fluidized bed dryers. Fluidized
bed processor is the advanced version of Fluidized bed dryer which can
carry out multiple pharmaceutical process and eases the tablet preparation.
E.g. :Tray dryer, Fluidized bed dryer.
7.
12 CINICAL DRUGDEVELOPMENT
AND
INDUSTRIAL HAGMACY
Parametersto be considered for scale-up using
Airflowrate
Air temperature
&Depth ofthe trays
* Product load in the dryer
Parameters to be considered for.
o Product load
Air flowrate
4 Inlet air temperature
* Incomingairhumidity
Size Reduction and Separation of Granules
tablet compression and willleadto weight variation. So. it is veryimpor-
Particles lagging uniformityin size can result inimproper flow;rate during
tant to maintain constant particle sizeintableting. In lab scale operations,
for scale-up using Fluidized
bed dryer.
Tray drycr:
the particle size distribution ofgranules is estimated by
particlesize management (making uniform) of
"stacked"sieves of decreasing mesh openings. In production size batch,the
dry granules are carried
out by passing allthe material through an oscillating granulato,hammer
Material load
Force applied
by using aseries
using
mill, mechanicalsieving device and ascreeningdevice are beingemnlowod
in some cases. Addition ofexcipients In greater amounts can causeapolnm
eration during the granulation procesS and so extra care should be taken
during this process.
Size of themesh
Time involved
E.g. : Allsizereducing mills and mechanical sieving devices.
Parameters to be considered for scale-up using Tray dryer:
Compression
In tablet formulation and granulation process, the ultimate goal is to test
whether the granules can be compressed on a high-speed tablet press. T
his
process should be done on aprolonged trialruns at press speeds as used in
bulk production, which ensure the detection ofpotential problems such as
stickingto the punchsurface, weight variation, hardness and capping. High
speed tablet compression depends on the ability ofthe press to interactwitn
granules. The die feed system has to be programmed in such a way thal
it can fill the die cavities adequately in the short period when the die is
passing under the feed frame.
8.
CH-1 PILOT PLANTSCALE UP TECHNIQUES
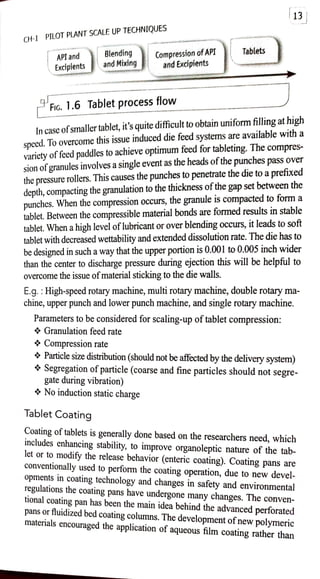
APIand
Excipients
Blending
and Mixing
FG. 1.6 Tablet process flow
Compression ofAPI
and Excipients
$ Compression rate
In case ofsmallertablet, it's quite difficult toobtain uniform filling at high
speed. To overcome this issue induced die feed systems are available with a
variety offeed paddles to achieve optimum feed for tableting. The compres
sionofgranules involves asingle event as the heads ofthe punches pass over
the pressure rollers. This causes the punches to penetrate the die to aprefixed
depth, compacting the granulation to the thickness ofthe gap set between the
punches. When the compression occurs, the granule is compacted to form a
tablet. Between the compressible material bonds are formed results in stable
tablet. When ahigh level oflubricant or over blending occurs, it leads to soft
tablet with decreased wettability and extended dissolution rate. The die has to
be designed in such away that the upper portion is 0.001 to 0.005 inch wider
than the center to discharge pressure during ejection this will be helpful to
overcome the issue ofmaterial sticking to the die walls.
Tablets
E.g. :High-speed rotary machine, multi rotary machine, double rotary ma
chine, upper punch and lowerpunch machine, and single rotary machine.
Parameters to be considered for scaling-up oftablet compression:
Granulation feed rate
Noinduction static charge
Tablet Coating
13
* Particle size distribution (should not be affected by the delivery system)
* Segregation of particle (coarse and fine particles should not segre
gate during vibration)
Coating of tablets is generally done based on the researchers need, which
includes enhancing stability, to improve organoleptic nature of the tab
let or to modify the release behavior (enteric coating). Coating pans are
conventionally used to perform the coating operation, due to new devel
opments in coating technology and changes in safety and environmental
regulations the coating pans have undergone many changes. The conven
tional coating pan has been the main idea behind the advanced perforated
pans or fluidized bed coating columns. The developmentofnew polymeric
materials encouraged the application of aqueous film coating rather than
9.
14
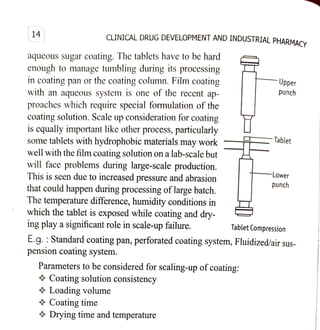
aqueous sugar coating.The tablets have to be hard
enough to manage tumbling during itsprocessing
in coating pan or the coating column. Film coating
with an aqucous system is one of the recent ap
proaches which require special formulation of the
coating solution. Scale up consideration for coating
is cqually important like other process, particularly
some tablets with hydrophobic materials may work
wellwith the film coating solution on alab-scale but
willface problems during large-scale production.
This is seen due to increased pressure and abrasion
that could happen during processing of large batch.
The temperature difference, humidity conditions in
which the tablet is exposed while coating and dry
ing play asignificant role in scale-up failure.
CLINICAL DRUG DEVELOPMENT AND INDUSTRIAL PHARMACY
Parameters to be considered for scaling-up of coating:
Coating solution consistency
Loading volume
Coating time
Upper
E.g.:Standard coating pan, perforated coating system, Fluidized/air sus
pension coating system.
$ Drying time and temperature
punch
Tablet
Lower
punch
Tablet Compression
10.
CINICAL DRU
Personnel requirementsconsideration::Scientists wit
in pilot plant operations and production of the product are mostly
preferred. Asthey could getto knowtheintention ofthe
formulator
andalso understandtheattitude ofthe person involvedin
theproduc.
tion. This mayinvolveahikein plant production coststhanthe Usual
cost foremploying therequired engineeringstaff,skilled operations
MENT ANDINDUSTRIAL
PHARMACY
and maintenance staff. The pilot plant is more useful in trainined
personnelconcerningfull-scale production. The peopleinvolved
pilot should be holding domain related education qualificationand
accurate pro-
cess. The team can include formulator, production expert,analyst
experience as this will support the smooth running of
and quality assurance officer.
Space Consideration:
Administration area : Sufficient and suitable office and offce
space should be provided to the researchers and operating tech
nicians in the processing area.
Storage Area: The storage of active pharmaceutical
Iingredients
and additives are done under both approved and unapproved
areas which are kept in the plant separately for monitoring. Sep
arate segments ofarea should be provided for storing the in-Pr
TestingArea :Spaceandarangements should beprovidedtoplace
allmajor and minor testing equipment with sufficient benchtop
area. So, the analyst can operate comfortably.
Pilot-plantequipmentarea :Separate space should beprovidedin
pilotplantfor installingand operating manufacturingmachineries.
The pilot plant wil] be provided with equipment's that can manu
facture solid, liquid, semi solid dosage forms and sometimesnove!
dosage forms which in need ofpilot plant application. This space
can also be used for evaluating intermediate sized and ful-scale
production equipment to predicts the defects that might interrupt
during the scale-up ofresearch products and processes.
Cleaningarea :Space for cleaning ofthe equipment shouldbe
also provided with proper draining facility.
cess materials, finished bulk products from the pilot-plantand
materials of the experimental, validation batches. Thereshould
be aseparate areafor storing packing materials to avoid mix-up.
& MaterialConsideration:
the
i
Review of formula :The final productisthe combination
ofAP!
and excipients. So, the role of each ingredient inthefomulation
should be reviewed properly. The acceptable overages and
deviations
11.
C4-1 PILOT PLANTSCALE UP TECHNIQUES 5
willbe considered along with the predicted defects/stress that the
equipment's may cause to the final product. All these details will be
obtained by reviewing the formulations.
Raw materials : Thepurpose and the contribution of each raw
materials towards the final product produced on a lab-scale has
to be reviewed thoroughly. This will provide the pathway to rec
ognize andto resolve the stress related issues subjected by the
product with regards to equipment. (see figure 1.2)
Equipment: The equipment has to be selected in such away
that it'seconomically simple eficient andshould becapable to
produce product within the specifications. Scale-up cannot be
achieved through too small equipment and wastage of active
ingredients can occur in case oftoo large equipment and so the
size ofthe equipment plays amajor role in pilot plant design.
The optimum sized equipment will provide productwith pre
fixed quantity and quality with surplus information ofpharma
ceutical process.
12.
DRUG DEVELOPMENT TEAMS
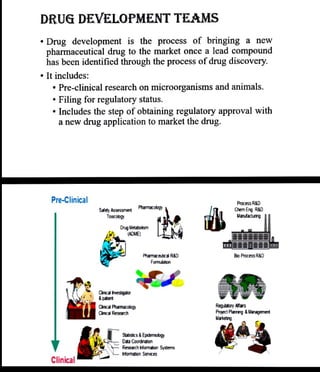
"Drugdevelopment is the process of bringing a new
pharmaceutical drug to the market once a lead compound
has been identified through the process ofdrug discovery.
" It includes:
"Pre-clinical research on microorganisms and animals.
"Filing for regulatory status.
"Includes the step of obtaining regulatory approval with
anew drug application to market the drug.
Pre-Clinical
Clinical
SaletyAssessment Pharmacology
Toocology
DrugMetaboksm
(ADME)
Cinical hvestigator
&pabient
Clnical Phamacology
Clncal Research
Pharmaceutical R&D
Fomulation
Statistics&
Epidemiology
Data Coordination
Research ntormabon Systems
hlormation Services
Process R&D
Chem Eng R&D
Manutactung
Bio Process R&D
Requlatory Afairs
Project Planning &
Managemernt
Marketng
13.
GENERAL CONSIDERATION FORIND, IB, NDA, IND
- INVESTIGATIONAL NEW DRUG APPLICATION:
"File IND with the FDA before clinical testing can begin; ensure safety for clinical trial volunteers
through an Institutional Review Board (IRB).Beforeany cinical trial can begin, the researchers
mustfile an Investigational New Drug (IND) application with the FDA.
The application includes:
"The results ofpreclinicalwork,
" Drug's chemical structure
" How it is work in the body,
" Listing ofany side effects,
" Method of product manufacture
" Proposedprotocolfor initialclinical trials
GENERAL CONSIDERATION FOR IND, IB, NDA, IND
INVESTIGATIONAL NEW DRUG APPLICATION:
. TheIND also provides adetailedclinical trial plan that outlines hovw,where and by whom the studies will be
performed.
The FDA reks
unreasonable the application to make sure people participating in the clinical trials will not be exposed to
" allclinicaltri¡lsmust be reviewed and approved by the nstitutional Review Board (IRB) at the institutions
where the trialswill take place.
The development of appropriate informed consent, which will be required of all clinical trial participants.
" Statisticians andothers are constantly monitoring the data.
The FDAor the sponsorcompany can stop the trial at anytime ifproblems arise.
14.
IB - INVESTIGATORSBROCHURE
The Investigator's Brochure (IB) is a compilation of the clinical and
nonclinical data on the investigational product(s) that are relevant to the
study of the product(s) in human subjects.
Its purpose is to provide Information to the Investigators and others
involved in the trial such as:
" Dose,
" Dose frequency/interval,
" Methods of administration, and
" Safety monitoring procedures.
" The IB also provides insight to support the clinical management of the
study subjects during the course ofthe clinical trial.
IB - INVESTIGATORS BROCHURE
" IB enables a clinician, or potential investigator, to understand it and
make his/her own unbiased risk benefit assessment of the
appropriateness ofthe proposed trial.
" For this reason, a medically qualified person should generally
participate in the editing ofan IB.
" The information should be presented in aconcise and simple manner
THE INVESTIGATOR BROCHURE SHOULD INCLUDE:
1. Title Page.
2. Sponsor name.
3. The identity of cach investigational product (i.e.,rescarch number,
chemical or approved generic name, and trade name(s) where legally
permissible and desired by the sponsor).
4. The Release Date.
5. Confidentiality Statement
15.
THE INVESTIGATOR BROCHURESHOULD INCLUDE:
1 Table ofcontents,
2. Introduction:
3
Chemical name,
" Active ingredients
" Anticipated - therapeutic/ diagnostic indication(s).
General approach to be followed in evaluating the IP
4. Summary:
" Not exceeding 2 pages.
the significant physical, chemical, pharmaceutical,
pharmacological, toxicological, pharmacokinetic, metabolic, and clinical
" Highlighting
5. Description ofstorage and handling.
THE INVESTIGATOR BROCHURE SHOULD INCLUDE:
6. Non clinical studies:
" Species tested
" Number of sex in each group
" Unit dose (e.g., milligram/kilogram (mg/kg)
" Dose interval
" Route of administration
" Duration of dosing.
7.Pharmacokinetics and product metabolism in animals:
" Asummary ofthe pharmacokinetics(ADME) and biological transformation.
"Disposition of the investigational product in allspecies studied should be
given.
THE INVESTIGATOR BROCHURE SHOULD INCLUDE:
8.Toxicology:
Single dose
Repeated dose
Carcinogenicity
Special studies
Reproductive toxieity
Genotoxicity
9. Effects in humans:
Safety &efficacy
Marketing experience
" Pharmacokinetic study
10. Summary ofData and Guidance for the Investigator:
The possible risks
" Adverse reactions
Observations &precautions needed for the clinical trial.
information.
16.
INTRODUCTION
Regulatory affairs isa profession developed from the desire of
governments to protect public health by controlling the safety and
efficacy of products. Regulatory Affairs (RA) is also called
Government Affairs.
Complementary
Medicines
Cosmetics
Pharmaceuticals
Regulatory
Affairs
Food &
Nutraceuticals
>Regulatory Affairs in the Pharma
Medical Devices
Herbals &
Biologics
Industry may be defincs as the :Interface between the pharmaceutical
companies and regulatory agencies across the world.
>In this Global competitive environment the reduction of the time
taken by a product to reach the market is a critical parameter and
hence the company'ssuccess relies on that.
>Regulation is a binding instruction issued by an agency that tells
how to interpret and complywith alaw.
>The success of regulatory strategy depends on interpretation,
application, and communication within/ outside the companies.
17.
ROLE OF REGULATORYAFFAIRS DEPARTMENT
A new drug/generic drug m¡nufactured by a pharmaceutical company
just cannot bereleased into the market for human use.
Here the Regulatory Affairs Department comes into play.
"Regulatory Affairs Department of a pharmaceutical company files all
theinformation relatéd to the development, manufacture, control,
stability studies, packing, labelling, safety and efficacy studies of
drugs with the Regulatory agencies in a prescribed format as
ANDANDAMAA/DMF etc.
. The, Regulatory agency reviews the information providd in
acçordance with regulations, guidelines and if they are satisfied with
information provided, approval will be granted for marketing of the
drug by pharmaceutical companies for human use.
Oversight of FullProduct Life Cycle:
"A department of regulatoryaffairs is primarily charged with the oversight
ofthe product development cycle.
"The Regulatory Affairs Professionals Society says that the scope of this
business function ranges from the start of product research and
development right up to the post-marketing stage of the process, including
the planstotest the product before it's ready for market.
Ensuring the Product Development Program Is Compliant :
"The regulatory affairs team will develop the company's regulatory strategy
and integrate legal constraints into product development plans.
Ensuring the Product Marketing Campaign Is Compliant:
"Before the product is marketed, the regulatory affairs department has to
submit anew drug application to the public regulatory agency.
" In this submission it is also responsible for full disclosure of all scientific
papers and data and also disclosure of data formats and collection
procedures.
"Additionally, it will be responsible for providing the strategic regulatory
framework for the submission.
Ensuring Post-Marketing Product Is Compliant:
" Once the product obtains marketing authorization, the department will also
be tasked with keeping it.
18.
RESPONSIBILITIES OF RAPROFESSIONALS
"The drug regulatory affairs (DRA) professional plays an important
role in each phase of this process, from developing effective
regulatory strategies following the discovery of a new molecule up to
the planning post-marketing activities.
" The main role of the DRA professional within a pharmaceutical
Industry is to secure approval of drug submissions fromn Health
Therapeutic Products Program and to ensure regulatory compliance of
marketed and investigational drugs with the Food and Drug Act and
Regulations and Guidelines/Policies.
RESPONSIBILITIES OF RA PROFESSIONALS
" Keep up-to-date about international
legislation, guidelines and customer practices.
"Update with company's product range.
"Compliance of company's product with
current regulations
"Impart training to R&D, Pilot plant, ADL on
current regulatory requirements
"Formulate regulatory submission strategies.
19.
RESPONSIBILITIES OF RAPROFESSIONALS
"Prepare IMPD, DMF, ANDA, MAA, Dossiers
amendments &supplements etc as per
regionalguidelines, submit them to
regulatory authorities in a specified time
frame
"Monitor progress of allregistration
submissions
RESPONSIBILITIES OF RA PROFESSIONALS
Respond to queries as they arise and ensure
that registration/approvals are granted
without delay.
"Handle regulatory and customer inspections,
review audit reports and compliance
"Arranges consultations and meetings
between the firm and government
regulatory agencies
IMPORTANCE OF RA
" Company success
depends on reduction of
time taken for a drug to
reach market.
Product
" Proper conduct of RA
activities is therefore
of considerable
economic importance
for the company.
Conpay
Regulatory
Affairs
Inadequate reporting of
data may prevent a
timely positive
evaluation of a
marketing application
NO DMF/
DOSSIER NO REGISTRATION

![CINICAL DRU
Personnel requirements consideration::Scientists wit
in pilot plant operations and production of the product are mostly
preferred. Asthey could getto knowtheintention ofthe
formulator
andalso understandtheattitude ofthe person involvedin
theproduc.
tion. This mayinvolveahikein plant production coststhanthe Usual
cost foremploying therequired engineeringstaff,skilled operations
MENT ANDINDUSTRIAL
PHARMACY
and maintenance staff. The pilot plant is more useful in trainined
personnelconcerningfull-scale production. The peopleinvolved
pilot should be holding domain related education qualificationand
accurate pro-
cess. The team can include formulator, production expert,analyst
experience as this will support the smooth running of
and quality assurance officer.
Space Consideration:
Administration area : Sufficient and suitable office and offce
space should be provided to the researchers and operating tech
nicians in the processing area.
Storage Area: The storage of active pharmaceutical
Iingredients
and additives are done under both approved and unapproved
areas which are kept in the plant separately for monitoring. Sep
arate segments ofarea should be provided for storing the in-Pr
TestingArea :Spaceandarangements should beprovidedtoplace
allmajor and minor testing equipment with sufficient benchtop
area. So, the analyst can operate comfortably.
Pilot-plantequipmentarea :Separate space should beprovidedin
pilotplantfor installingand operating manufacturingmachineries.
The pilot plant wil] be provided with equipment's that can manu
facture solid, liquid, semi solid dosage forms and sometimesnove!
dosage forms which in need ofpilot plant application. This space
can also be used for evaluating intermediate sized and ful-scale
production equipment to predicts the defects that might interrupt
during the scale-up ofresearch products and processes.
Cleaningarea :Space for cleaning ofthe equipment shouldbe
also provided with proper draining facility.
cess materials, finished bulk products from the pilot-plantand
materials of the experimental, validation batches. Thereshould
be aseparate areafor storing packing materials to avoid mix-up.
& MaterialConsideration:
the
i
Review of formula :The final productisthe combination
ofAP!
and excipients. So, the role of each ingredient inthefomulation
should be reviewed properly. The acceptable overages and
deviations](https://image.slidesharecdn.com/pilotplant-250416164004-7e615461/85/pilot-plant-scale-up-supac-and-considerations-10-320.jpg)