OTC 2015 LCE Paper
•
1 like•389 views

This document discusses performance standards for safety critical equipment on offshore oil and gas drilling units. It defines performance standards as documents that link safety cases to preventative maintenance tasks by establishing acceptance criteria and critical operating parameters. Performance standards help reduce risks by monitoring asset integrity and ensuring safety systems function properly. Regulatory agencies now require performance standards to improve safety. The document provides examples of how performance standards specify maintenance controls and allow equipment performance to be measured and tracked over time.

Recommended
Recommended
More Related Content
What's hot
What's hot (19)
Similar to OTC 2015 LCE Paper
Similar to OTC 2015 LCE Paper (20)
OTC 2015 LCE Paper
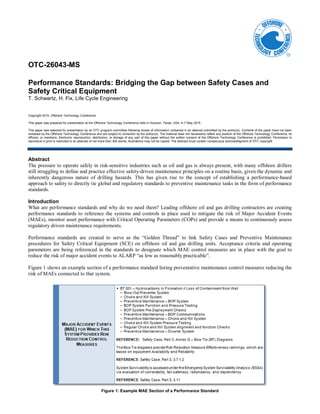
- 1. OTC-26043-MS Performance Standards: Bridging the Gap between Safety Cases and Safety Critical Equipment T. Schwartz, H. Fix, Life Cycle Engineering Copyright 2015, Offshore Technology Conference This paper was prepared for presentation at the Offshore Technology Conference held in Houston, Texas, USA, 4–7 May 2015. This paper was selected for presentation by an OTC program committee following review of information contained in an abstract submitted by the author(s). Contents of the paper have not been reviewed by the Offshore Technology Conference and are subject to correction by the author(s). The material does not necessarily reflect any position of the Offshore Technology Conference, its officers, or members. Electronic reproduction, distribution, or storage of any part of this paper without the written consent of the Offshore Technology Conference is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may not be copied. The abstract must contain conspicuous acknowledgment of OTC copyright. Abstract The pressure to operate safely in risk-sensitive industries such as oil and gas is always present, with many offshore drillers still struggling to define and practice effective safety-driven maintenance principles on a routine basis, given the dynamic and inherently dangerous nature of drilling hazards. This has given rise to the concept of establishing a performance-based approach to safety to directly tie global and regulatory standards to preventive maintenance tasks in the form of performance standards. Introduction What are performance standards and why do we need them? Leading offshore oil and gas drilling contractors are creating performance standards to reference the systems and controls in place used to mitigate the risk of Major Accident Events (MAEs), monitor asset performance with Critical Operating Parameters (COPs) and provide a means to continuously assess regulatory driven maintenance requirements. Performance standards are created to serve as the “Golden Thread” to link Safety Cases and Preventive Maintenance procedures for Safety Critical Equipment (SCE) on offshore oil and gas drilling units. Acceptance criteria and operating parameters are being referenced in the standards to designate which MAE control measures are in place with the goal to reduce the risk of major accident events to ALARP “as low as reasonably practicable”. Figure 1 shows an example section of a performance standard listing preventative maintenance control measures reducing the risk of MAEs connected to that system. Figure 1: Example MAE Section of a Performance Standard
- 2. 2 OTC-26043-MS Every performance standard should be coupled with a comprehensive safety case and adequate maintenance plans providing clearly defined acceptance standards allowing measuring, monitoring, trending, and appropriate corrective actions as necessary. Performance standards can also be linked via Computerized Maintenance Management Systems (CMMS) and Enterprise Resource Planning (ERP) software linking trending data straight to the safety critical equipment. Regulatory bodies such as the National Offshore Petroleum Safety and Environmental Management Authority (NOPSEMA) are auditing for offshore oil and gas platform performance standards because they recognize the importance and value they bring to improving rig safety and environmental protection. Oil and gas drilling contractors need to recognize that performance standards are quickly becoming the regulatory driven model for offshore drilling units and will be audited more strictly moving forward. Safety cases must be accurate and need to include an up to date in-depth description of the facility, risk management procedures, safety critical system’s functional requirements as well as root-cause failure prevention analysis for each system. It is imperative for the preventative maintenance job plans to include regulatory driven maintenance requirements, equipment manufacturer routine maintenance procedures as well as industry standard best practices. In the oil and gas industry every cost reduction opportunity is crucial and many leading drilling contractors at the head of preventative maintenance are using the regulatory required Critical Operating Parameters and performance standards to their advantage. Even though regulatory COPs initially seem burdensome, leading asset management companies are using the parameters to their advantage to monitor asset performance. By monitoring asset integrity and equipment performance with the use of rig asset integrity dashboards, drilling companies are not only meeting regulatory requirements but also benefiting from the financial gains of reduced downtime and equipment costs. Figure 2 is an example of how critical assets can be monitored not only for health conditions, but also business performance impacts. Typically, these parameters are only being used in the operation of the rigs, but the opportunity to leverage the data to optimize maintenance and resource planning also exists. Figure 2: Graphic of an Asset Integrity Dashboard Regulatory Considerations NOPSEMA has given basic guidelines to follow for developing performance standards. The baseline measures in performance standards for the controls in place used to reduce the risk of MAEs to as low as reasonably practicable (ALARP) include maintaining control of facility and safety critical equipment Functionality (Ability to function in various circumstances), Availability (Percentage of time capable of performing its function), Reliability (Probability system will function correctly), Survivability (Ability to survive potential damaging events), Dependency (Degree of reliance on other systems), and Compatibility (Compatibility with other control measures). Each of the control measures used in a performance standard follow the SMART principle to ensure that that they are Specific, Measurable, Appropriate, Realistic and Timely.
- 3. OTC-26043-MS 3 Figure 3 shows the relationship between Formal Safety Assessments (FSAs) and ongoing operations and risk management. These are linked through the process of developing performance standards and their continual improvement over time. Figure 3: Performance Standards and Continuous Improvement (NOPSEMA, 2012) Concluding Remarks In summary, performance standards serve a critical role in establishing and sustaining the integrity of the Major Accident Event control measures by defining and verifying regulatory compliance. Drilling contractors are mitigating the risk of MAEs by bridging safety cases and preventive maintenance programs through traceability achieved through implementation of performance standards. Regulatory bodies are requiring the use of performance standards in order to help improve the visibility of the control measures in place to reduce the risk of MAEs to protect people and the environment. Each performance standard provides the direct link between a comprehensive safety case and applicable maintenance plans providing clearly defined acceptance standards thereby allowing measuring, monitoring, trending, and appropriate corrective actions as necessary. Leveraging the pertinent information captured within a safety case, performance standards are developed and then implemented within preventive maintenance tasks through a CMMS. Combined with a formalized best practice review process, the CMMS is utilized to quantitatively analyze the effectiveness of the implementation of the performance standards. References: NOPSEMA Guidance Note N04300-GN0271, Control Measures and Performance Standards, Revision No 4, December 2012