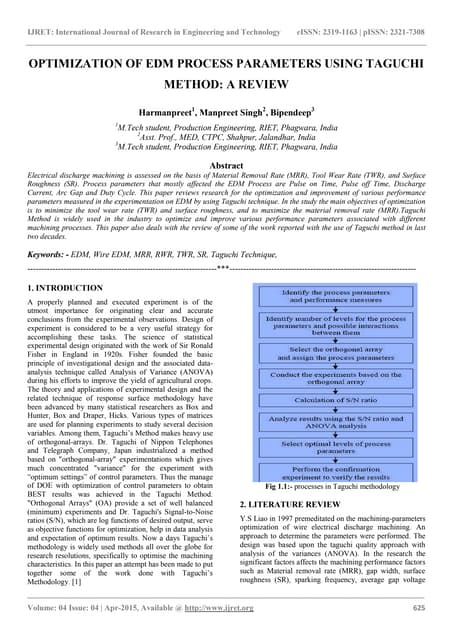
This document summarizes a study that used the Taguchi method to optimize the electrical discharge machining (EDM) process for machining tungsten carbide composite. The researchers investigated how EDM process parameters affected material removal rate, electrode wear ratio, and microcrack density on the surface. They conducted experiments using an orthogonal array design from Taguchi methods. Analysis of variance was used to determine the most influential parameters and their optimal levels to maximize material removal rate while minimizing electrode wear ratio and microcrack density.







![Optimization of Electrical Discharge Machining of
Composite 90WC-10Co Base on Taguchi Approach 435
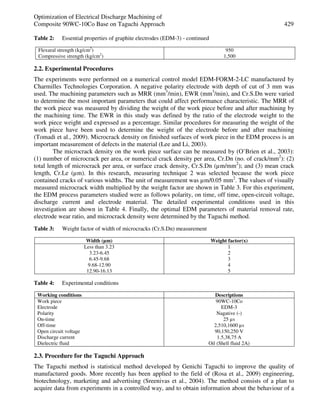
5. Conclusions
This study investigated the optimization of EDM machining parameters on the MRR, EWR and
Cr.S.Dn in tungsten carbide (90WC-10Co) work pieces. A 3 mm diameter, EDM-3 grade graphite
electrode with dielectric oil Shell EDM Fluid 2A was used for machining. Experimental results showed
that:
• The maximum MRR was obtained at discharge current of 75 A, an off-time of 2 µs, and an
open-circuit voltage of 250 V.
• The minimum EWR, was obtained at a discharge current of 75 A, an off-time of 1600 µs, and
open-circuit voltage of 150 V.
• The minimum Cr.S.Dn, was obtained at a discharge current of 75 A, an off-time of 510 µs, and
open-circuit voltage of 150 V.
• The Taguchi method was used to significantly reduce the size of experiments. Confirmation
experiments verified the optimal EDM machining parameters obtained from the experimental
results.
Acknowledgement
The authors are grateful to the Thailand Research Fund, Office of the Higher Education Commission
and the National Research Council of Thailand for their funding support. The authors would like to
thank the National Metal and Materials Technology Centre (MTEC) for its kind support in supplying
materials and equipments for analysis.
References
[1] Beri, N., Maheshwari, S., Sharma, C., Kumar, A., 2008. Performance Evaluation of Powder
Metallurgy Electrode in Electrical Discharge Machining of AISI D2 Steel Using Taguchi
Method. International Journal of Aerospace and Mechanical Engineering 2 (3), pp.167-171.
[2] Fukuzawa, Y., Mohri, N., Tani, T., Muttamara, A., 2004. Electrical Discharge Machining
Properties of Noble Crystals. Journal of Materials Processing Technology 149 (1-3), pp. 393-
397.
[3] Gaitonde, V.N., Karnik, S.R., Achyutha, B.T., Siddeswarappa, B., 2008. Taguchi Optimization
in Drilling of AISI 316L Stainless Steel to Minimize Burr Size Using Multi-Performance
Objective Based on Membership Function. Journal of Materials Processing Technology 202
(1-3), pp. 374-379.
[4] Kao, J.Y., Tsao, C.C., Wang, S.S., Hsu, C.Y., 2009. Optimization of the EDM Parameters on
Machining Ti–6Al–4V With Multiple Quality Characteristics. The International Journal of
Advanced Manufacturing Technology 47, pp. 395-402.
[5] Lajis, M.A., Radzi, H.C.D.M., Amin, A.K.M.N., 2009. The Implementation of Taguchi Method
Process of Tungsten Carbide. European Journal of Scienctific Research. 26 (4), pp. 609-617.
[6] Lee, S.H., Li, X.P., 2001. Study of the Effect of Machining Parameters on the Machining
Characteristics in Electrical Discharge Machining of Tungsten Carbide. Journal of Materials
Processing Technology 115(3), pp. 344-358.
[7] Lee, S.H., Li, X.P., 2003. Study of the Surface Integrity of the Machined Workpiece in the
EDM of Tungsten Carbide. Journal of Materials Processing Technology 139 (1-3), pp. 315-
321.
[8] Lin, Y.C., Chen, F.C., Wang, D.A., Lee, H.S., 2009. Optimization of Machining Parameters in
Magnetic Force Assisted EDM Based on Taguchi Method. Journal of Materials Processing
Technology 209 (7), pp. 3374-3383.](https://image.slidesharecdn.com/optimizationofelectricaldischargemachining-120429124746-phpapp01/85/Optimization-of-electrical-discharge-machining-10-320.jpg)
![436 Pichai Janmanee and Apiwat Muttamara
[9] Mahapatra, S.S., Patnaik, A., 2006. Parametric Optimization of Wire Electrical Discharge
Machining (WEDM) Process Using Taguchi Method. Journal of the Brazillian Society of
Mechanical Sciences and Engineering 28, pp. 422-429.
[10] Mahdavinejad, R.A., Mahdavinejad, A., 2005. ED Machining of WC-Co. Journal of Materials
Processing Technology 162-163, pp. 637-643.
[11] Marafona, J.D., Araujo A., 2009. Influence of Workpiece Hardness on EDM Performance.
International Journal of Machine Tools & Manufacture 49 (9), pp. 744-748.
[12] Mukherjee, I., Ray, P.K., 2006. A Review of Optimization Technique in Metal Cutting
Processes. Computer and Industrial Engineering 50 (1-2), pp. 15-34.
[13] Muttamara, A., Fukuzawa, Y., Mohri N., Tani, T., 2003. Probability of Precision Micro-
Machining of Insulating Si3N4 Ceramics by EDM. Journal of Materials Processing Technology
140 (1-3), pp. 243-247.
[14] O’Brien, F.J., Taylor, D., Lee, T.C., 2003. Microcrack Accumulation at Different Intervals
During Fatigue Testing of Compact Bone. Journal of Biomechanics 36 (7), pp. 973-980.
[15] Ponappa, K., Aravindan, S., Rao, P.V., Ramkumar, J., Gupta, M., 2010.The Effect of Process
Parameters on Machining of Magnesium Nano Alumina Composites Through EDM. The
International Journal of Advanced Manufacturing 46, pp. 1035-1042.
[16] Prihandana, G.S., Mahardika, M., Hamdi, M., Wong, Y.S., Mitsui, K., 2009. Effect of Micro-
Powder Suspension and Ultrasonic Vibration of Dielectric Fluid in Micro-EDM Process-
Taguchi Approach. International Journal of Machine Tools and Manufacture 49 (12-13), pp.
1035-1041.
[17] Puertas, I., Luis, C.J., Alvarez, L., 2004. Analysis of the Influence of EDM Parameters on
Surface Quality, MRR and EW of WC-Co. Journal of Materials Processing Technology 153-
154, pp. 1026-1032.
[18] Rosa, J.L., Robin, A., Silva, M.B., Baldan, C.A., Peres, M.P., 2009. Electrodeposition of
Copper on Titanium Wires : Taguchi Experimental Design Approach. Journal of Materials
Processing Technology 209 (3), pp. 1181-1188.
[19] Singh, S., Maheshwari, S., Pandey, P.C., 2004. Some Investigation into the Electric Discharge
Machining of Hardened Tool Steel Using Different Electrode Materials. Journal of Materials
Processing Technology 149 (1-3), pp. 272-277.
[20] Sreenivas, R.R., Prakasham, R.S., Prasad, K.K., Rajesham, S., Sarma, P.N., Rao L.V., 2004.
Xylitol Production by Candida sp.: Parameter Optimization Using Taguchi Approach. Process
Biochemistry 39 (8), pp. 951-956.
[21] Sundaram, M.M., Pavalarajan, G.B., Rajurkar, K.P., 2008. A Study on Process Parameters of
Ultrasonic Assisted Micro EDM Based on Taguchi Method. Journal of Materials Engineering
and Performance 17 (2), pp. 210-215.
[22] Tomadi, S.H., Hassan, M.A., Hamedon, Z., Daud, R., Khalid, A.G., 2009. Analysis of the
Influence of EDM Parameters on Surface Quality, Material Removal Rate and Electrode Wear
of Tungsten Carbide. In: Proceedings of the International Multi Conference of Engineers and
Computer Scientists, Hong Kong, pp.1803-1808.
[23] Tzeng, Y.F., Chen, F.C., 2007. Multi-Objective Optimization of High-Speed Electrical
Discharge Machining Process Using a Taguchi Fuzzy-Based Approach. Materials & Design 28
(4), pp. 1159-1168.
[24] Wang, C.C., Yan, B.H., 2000. Blind-Hole Drilling of Al2O3/6061Al Composite Using Rotary
Electrical Discharge Machining. Journal of Materials Processing Technology 102 (1-2), pp. 90-
102.](https://image.slidesharecdn.com/optimizationofelectricaldischargemachining-120429124746-phpapp01/85/Optimization-of-electrical-discharge-machining-11-320.jpg)