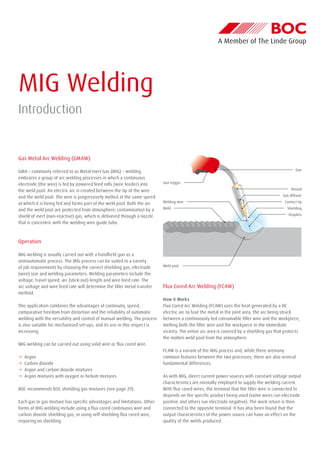
MIG welding uses a continuous electrode wire fed through a welding gun to create an electric arc between the tip of the wire and the weld pool. An inert gas shield protects the molten weld from atmospheric contamination. There are two main types - gas-shielded MIG which uses a solid wire and an external gas shield, and self-shielded flux cored arc welding which uses a tubular wire filled with flux that generates its own gas shield without external gas. The document provides details on the operation, advantages, and limitations of each type of MIG welding.
























































![Types%20of%20 Welding[1]](https://cdn.slidesharecdn.com/ss_thumbnails/types20of20welding1-091203225849-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)






















