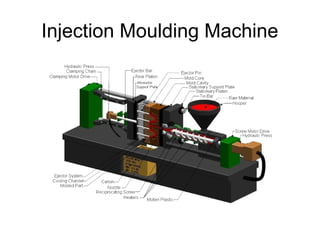
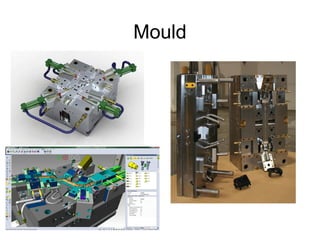
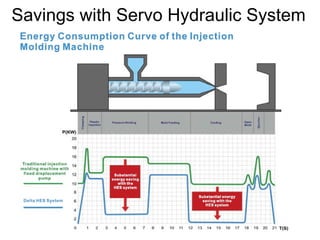
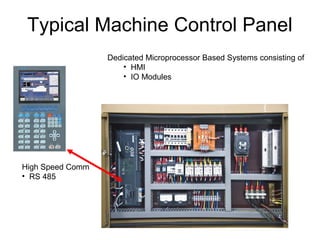
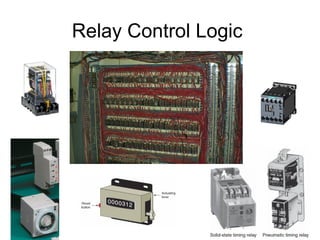
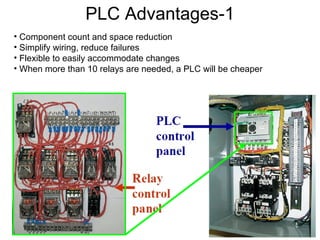
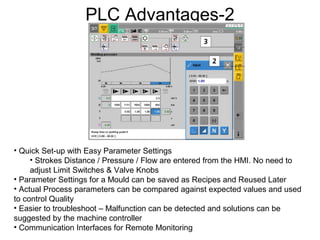
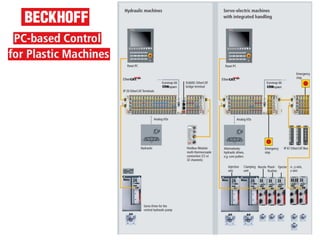
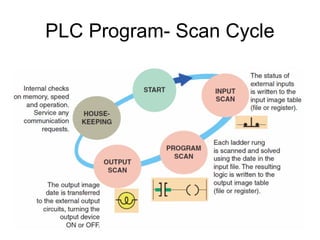
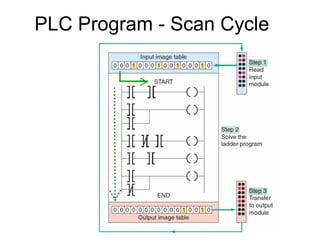
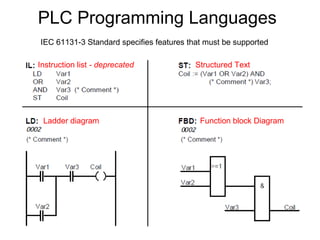
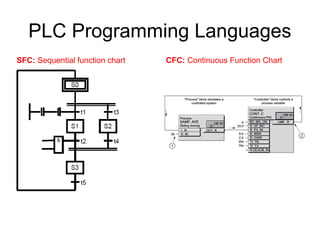
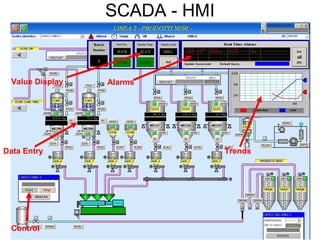
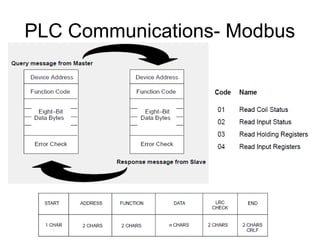
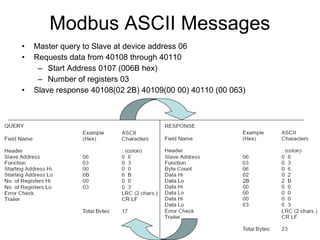
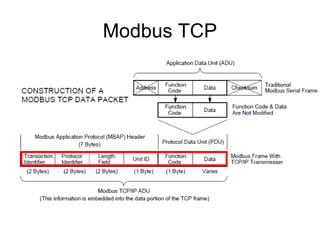
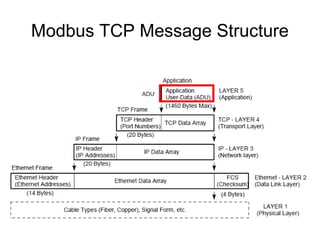
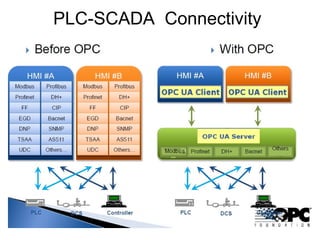
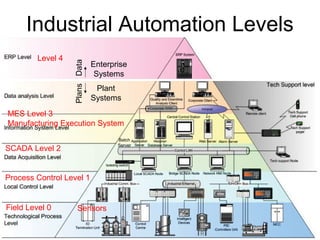
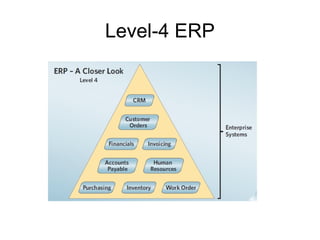
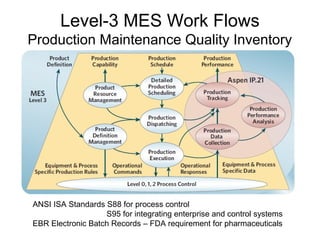
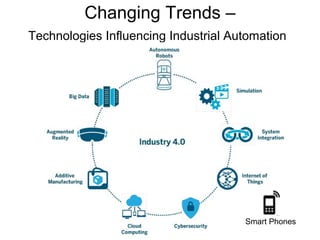
The document discusses machine automation and industrial automation as applied to injection moulding machines. It covers the mechanical, hydraulic, electrical, and electronic systems used in machine automation, including clamping systems, injection units, and hydraulic and servo-hydraulic systems. It also discusses industrial automation hierarchy and trends, including PLCs, HMIs, communications protocols, and the different levels of industrial automation from enterprise systems down to field devices and sensors.

![OPC UA Subscription & Call-backs
Client Server PLC1
10.2.68.1
Create Subscription1 (PLC1@1s)
Subscription1 Handle
Add Subscription1.Item1 (40108)
Item1 Handle
Read Req (10.2.68.1 03 0107)
OPC UA Modbus TCP
Read Res (03 0000)
PLC1
10.2.68.1
Item1 Update (VTQ) [ INITIAL]
Read Res (03 0000)
Read Req (10.2.68.1 03 0107)
Read Res (03 0001)
Read Req (10.2.68.1 03 0107)
Item1 Update (VTQ) [ VALUE CHANGE]
Remove Item1
Delete Subscription1
1s](https://image.slidesharecdn.com/mechatronics-190316084004/85/Mechatronics-and-the-Injection-Moulding-Machine-48-320.jpg)

























![[GIÁO TRÌNH] Thiết Kế Chuyền May | Quản Lý Chuyền May](https://cdn.slidesharecdn.com/ss_thumbnails/giaotrinhtkchuyenqlchuyen-200227080135-thumbnail.jpg?width=640&height=640&fit=bounds)
















































