Materi 3 Koordinat position shift offset / PSO
•
0 likes•2,974 views

Materi 3 Koordinat position shift offset / PSO

More Related Content
What's hot
What's hot (20)
Similar to Materi 3 Koordinat position shift offset / PSO
Similar to Materi 3 Koordinat position shift offset / PSO (20)
More from Edi Sutanto
More from Edi Sutanto (20)
Recently uploaded
Recently uploaded (20)
Materi 3 Koordinat position shift offset / PSO
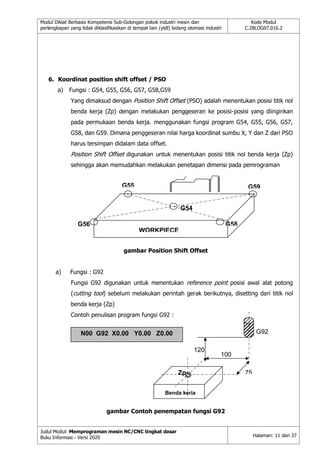
- 1. Modul Diklat Berbasis Kompetensi Sub-Golongan pokok industri mesin dan perlengkapan yang tidak diklasifikasikan di tempat lain (ytdl) bidang otomasi industri Kode Modul C.28LOG07.016.2 Judul Modul: Memprograman mesin NC/CNC tingkat dasar Buku Informasi - Versi 2020 Halaman: 11 dari 37 6. Koordinat position shift offset / PSO a) Fungsi : G54, G55, G56, G57, G58,G59 Yang dimaksud dengan Position Shift Offset (PSO) adalah menentukan posisi titik nol benda kerja (Zp) dengan melakukan penggeseran ke posisi-posisi yang diinginkan pada permukaan benda kerja. menggunakan fungsi program G54, G55, G56, G57, G58, dan G59. Dimana penggeseran nilai harga koordinat sumbu X, Y dan Z dari PSO harus tersimpan didalam data offset. Position Shift Offset digunakan untuk menentukan posisi titik nol benda kerja (Zp) sehingga akan memudahkan melakukan penetapan dimensi pada pemrograman gambar Position Shift Offset a) Fungsi : G92 Fungsi G92 digunakan untuk menentukan reference point posisi awal alat potong (cutting tool) sebelum melakukan perintah gerak berikutnya, disetting dari titik nol benda kerja (Zp) Contoh penulisan program fungsi G92 : gambar Contoh penempatan fungsi G92 G54 G55 WORKPIECE G56 G59 G58 G92 120 100 75 Benda kerja Zp N00 G92 X0.00 Y0.00 Z0.00
- 2. Modul Diklat Berbasis Kompetensi Sub-Golongan pokok industri mesin dan perlengkapan yang tidak diklasifikasikan di tempat lain (ytdl) bidang otomasi industri Kode Modul C.28LOG07.016.2 Judul Modul: Memprograman mesin NC/CNC tingkat dasar Buku Informasi - Versi 2020 Halaman: 12 dari 37 7. Tool compentation/program alat potong ( T . . . . ) Penggunaan cutting tool lebih dari satu macam dengan dimensi yang berbeda sangat dimungkinkan dalam satu operasional program. Pada umumnya beberapa alat potong digunakan dalam satu operasi proses pengerjaan benda kerja dan apabila diperintahkan bergerak dengan fungsi G00 atau G01 menuju satu koordinat yang sama, maka harus dipastikan tools tersebut akan menuju koordinat yang di harapkan. Kenyataanya tools yang akan digunakan dan terpasang pada pencekam tool (tool post) memiliki panjang yang berbeda, dan oleh karena itu maka perbedaan nilai panjang pendeknya tools yang akan digunakan harus disetting, didata dan tersimpan di dalam tools offset (data tool). gambar Kompensasi cutting tools Struktur program penggunaan tool ditulis dengan T ► Cutting tool (alat potong) . . ► 2 digit pertama : tool turret number, nomor urut tool pada program atau pada pencekam tool . . ► 2 digit kedua : tool offset number, nomor kode kompensasi tool yang tersimpan pada tool offset Contoh : T 0 3 1 4 ► 2 digit pertama 03, nomer kode tool pada program atau tool terpasang pada turret no 3 ► 2 digit kedua 14 : data kompensasi tool tersimpan pada tool offset no.14 8. Speed dan Feed a) Speed Function ( Fungsi G96 S…. / G97 S…. ) Fungsi G96, Putaran spindle dengan satuan meter / menit Fungsi G97, Putaran spindle dengan satuan putaran / menit Contoh : T . . . .
- 3. Modul Diklat Berbasis Kompetensi Sub-Golongan pokok industri mesin dan perlengkapan yang tidak diklasifikasikan di tempat lain (ytdl) bidang otomasi industri Kode Modul C.28LOG07.016.2 Judul Modul: Memprograman mesin NC/CNC tingkat dasar Buku Informasi - Versi 2020 Halaman: 13 dari 37 N… T0101 M03 G96 S200 , kecepatan spindle 200 m/mnt atau N…. T0101 M03 G97 S2300, kecepatan spindle 2300 Rpm Kecepatan spindle / speed ditentukan berdasarkan : • jenis raw materials, • cutting tool materials • dimensi diameter tool Formula yang digunakan untuk menentukan putaran spindle : Selain menggunakan formula perhitungan diatas, dapat juga menggunakan table diagram putaran spindle mesin. 9. Feed Function ( Fungsi G94 F…/ G95 F…) Fungsi G94, feeding / kecepatan sayat dengan satuan mm / menit Fungsi G95, feeding / kecepatan sayat dengan satuan mm/putaran Contoh : N… G01 X50. G94 F 50 , kecepatan sayat 50 mm/mnt atau dapat menggunakan N…. G01 X50. G95 F50 , kecepatan sayat 0,05 mm/put 10. M Function (miscellaneous) M00 ► program pause M03 ► spindle ON CW M04 ► spindle ON CCW M05 ► spindle OFF M08 ► coolant ON M09 ► coolant OFF M98 P….L.. ► call sub program M99 ► sub program ends M30 ► program closed Vc n = rpm π . d